



2.3.1 孔、轴的极限偏差
根据标准公差按精度等级分级的标准公差数值,以及基本偏差按孔、轴分类的基本偏差数值,分别以孔、轴的各项基本偏差为基础,将每一种基本偏差搭配不同精度等级的标准公差,则一种基本偏差便可搭配出多个基本偏差相同、但公差值不同的极限偏差,也即搭配出多组最大、最小极限偏差。那么,孔、轴各28种基本偏差分别搭配多个不同等级标准公差的结果,便确定出庞大的极限偏差表,见表2.4-8~表2.4-11。由于标准公差按尺寸分段,表中的极限偏差也按尺寸分段,因而极限偏差表汇集了各个尺寸段的庞大公差带群。
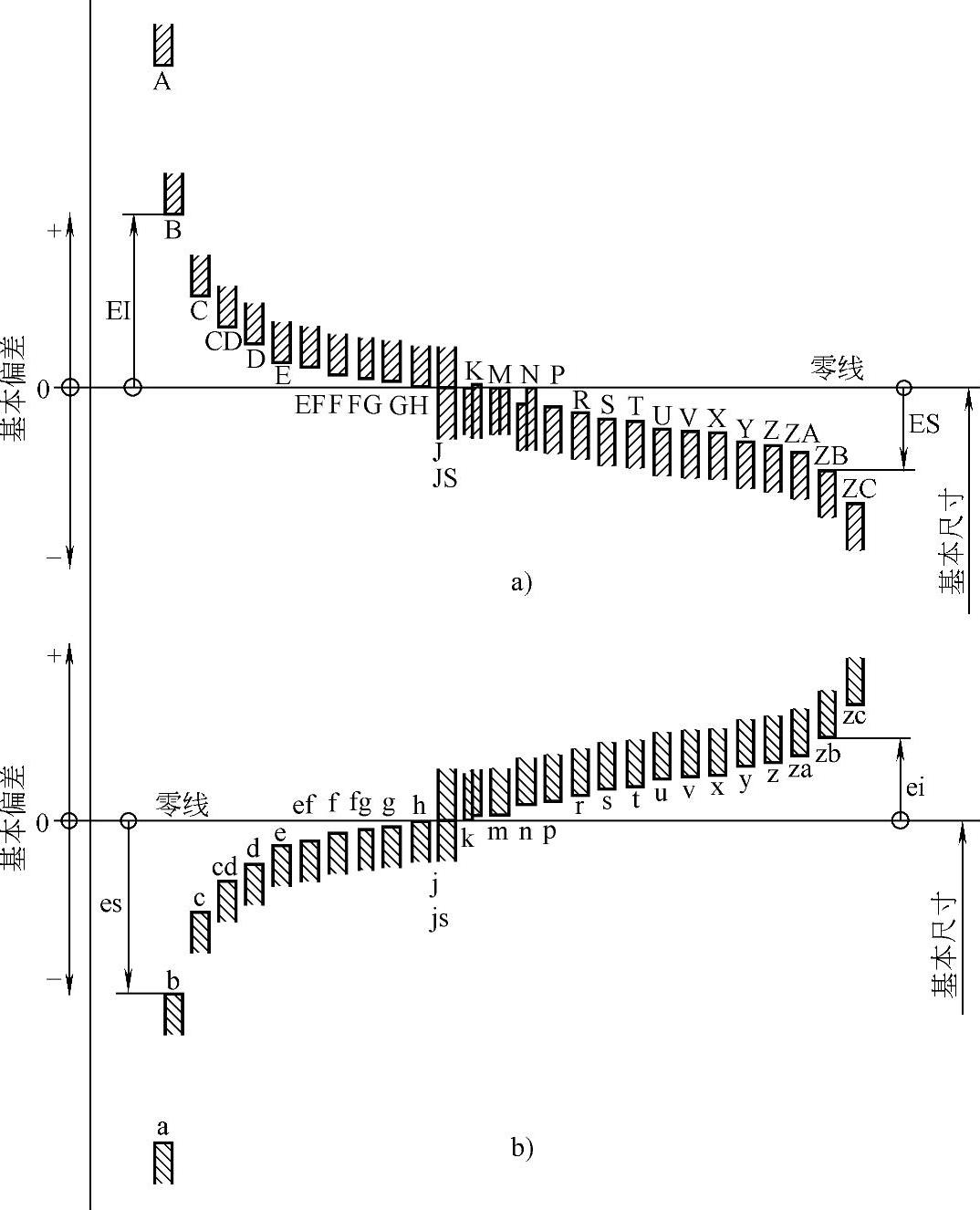
图2.4-3 基本偏差系列示意图
a)孔 b)轴
表2.4-6 孔的

注:1.基本尺寸≤1mm时,基本偏差A和B及大于IT8的N均不采用。
2.公差带JS7~JS11,若ITn值数是奇数, 。
。
3.对≤IT8的K、M、N和≤IT7的P~ZC,所需Δ值从表内右侧读取。例如:18~30mm段的K7:Δ=8μm,所以ES=(-2+8)μm=
4.特殊情况:250~315mm段的M6,ES=-9μm(代替-11μm)。
5.表中数值摘自GB/T1800.1—2009。
6.基本尺寸>3150~10000mm的孔、轴基本偏差未列出。
基本偏差值

+6μm;18~30mm段的S6:Δ=4μm,所以ES=(-35+4)μm=-31μm。
表2.4-7 轴的

注:1.基本尺寸≤1mm时,基本偏差a和b均不采用。
2.公差带js7~js11,若ITn值数是奇数, 。
。
3.表中数值摘自GB/T 1800.1—2009。
基本偏差数值
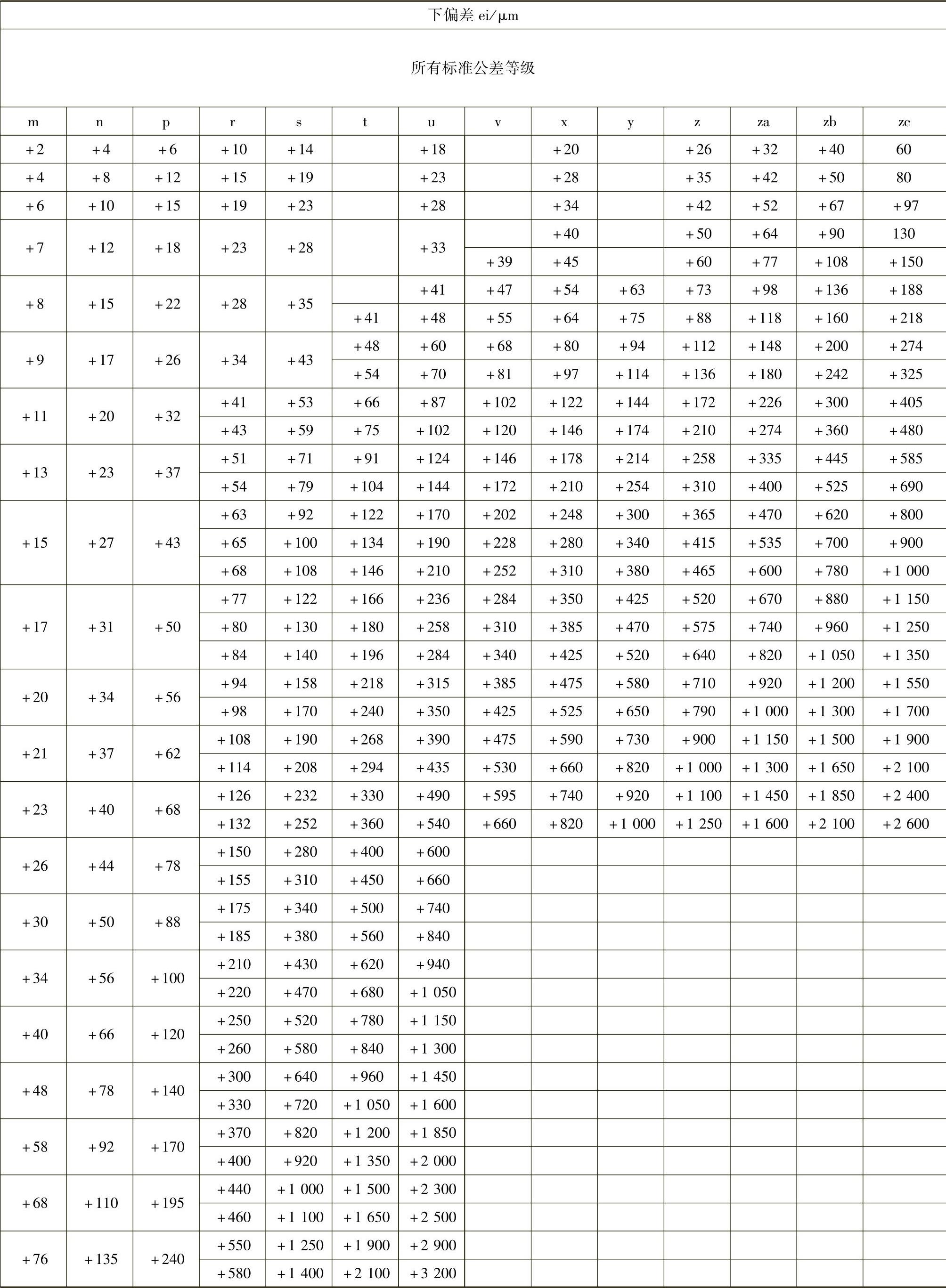
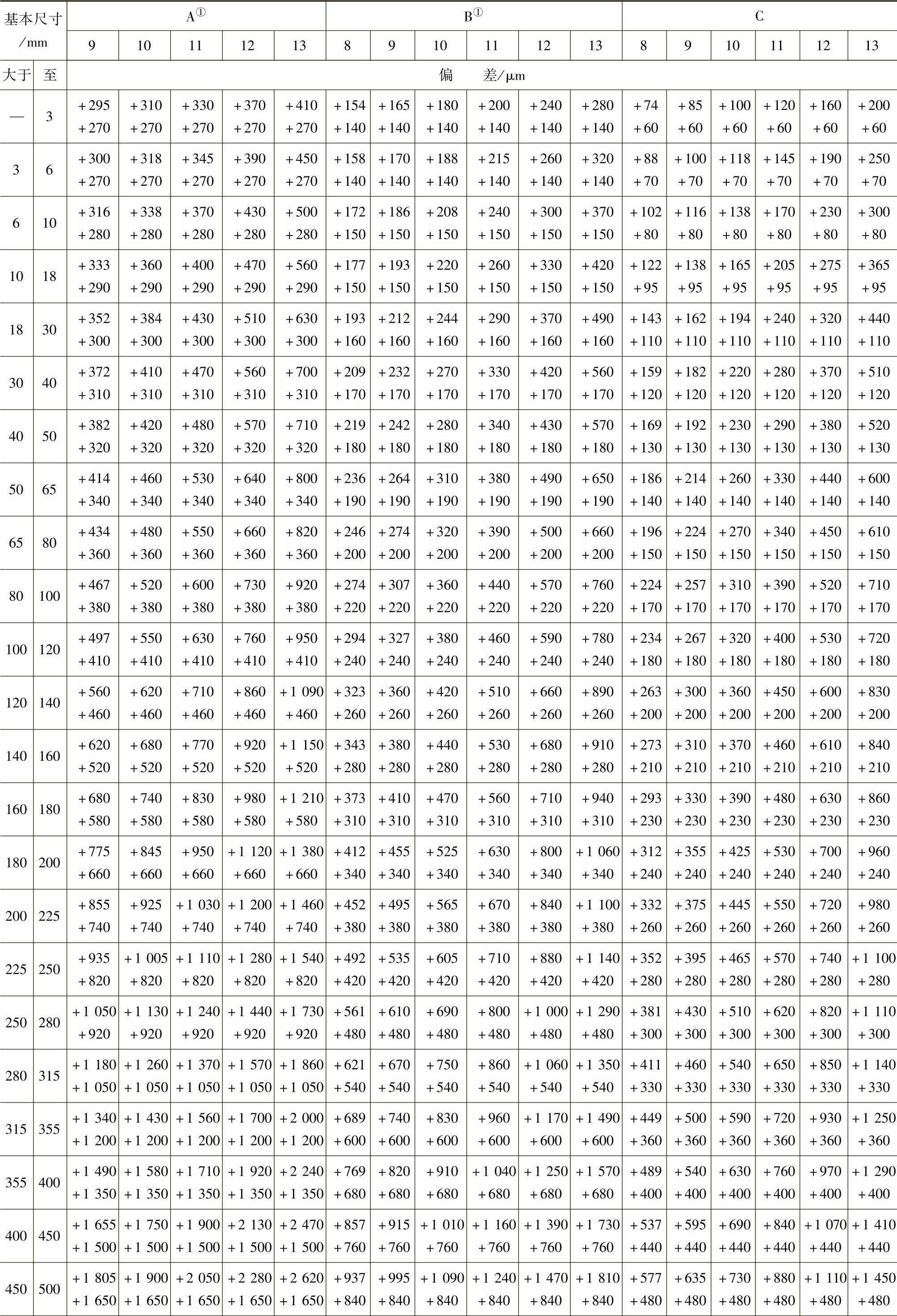
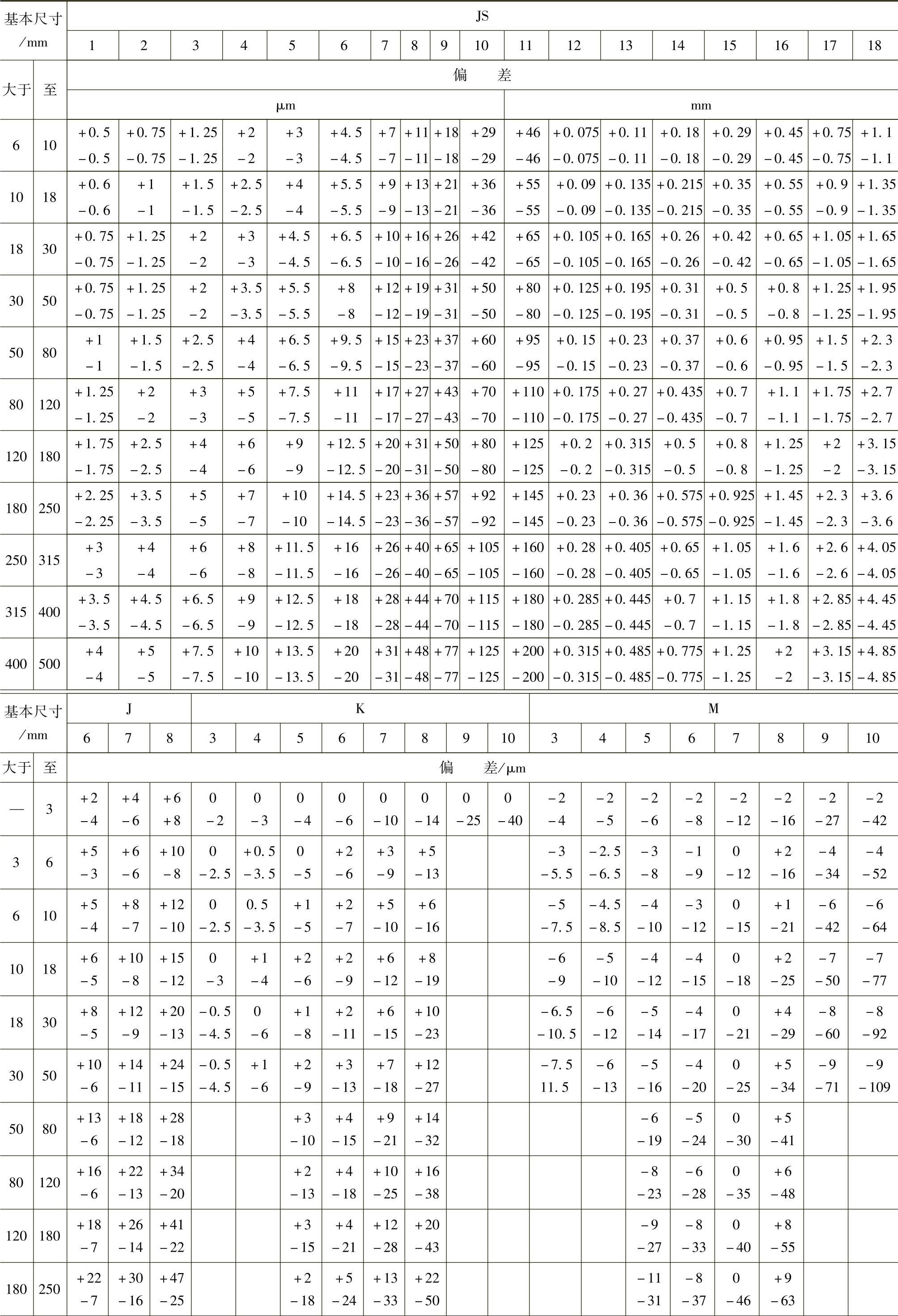
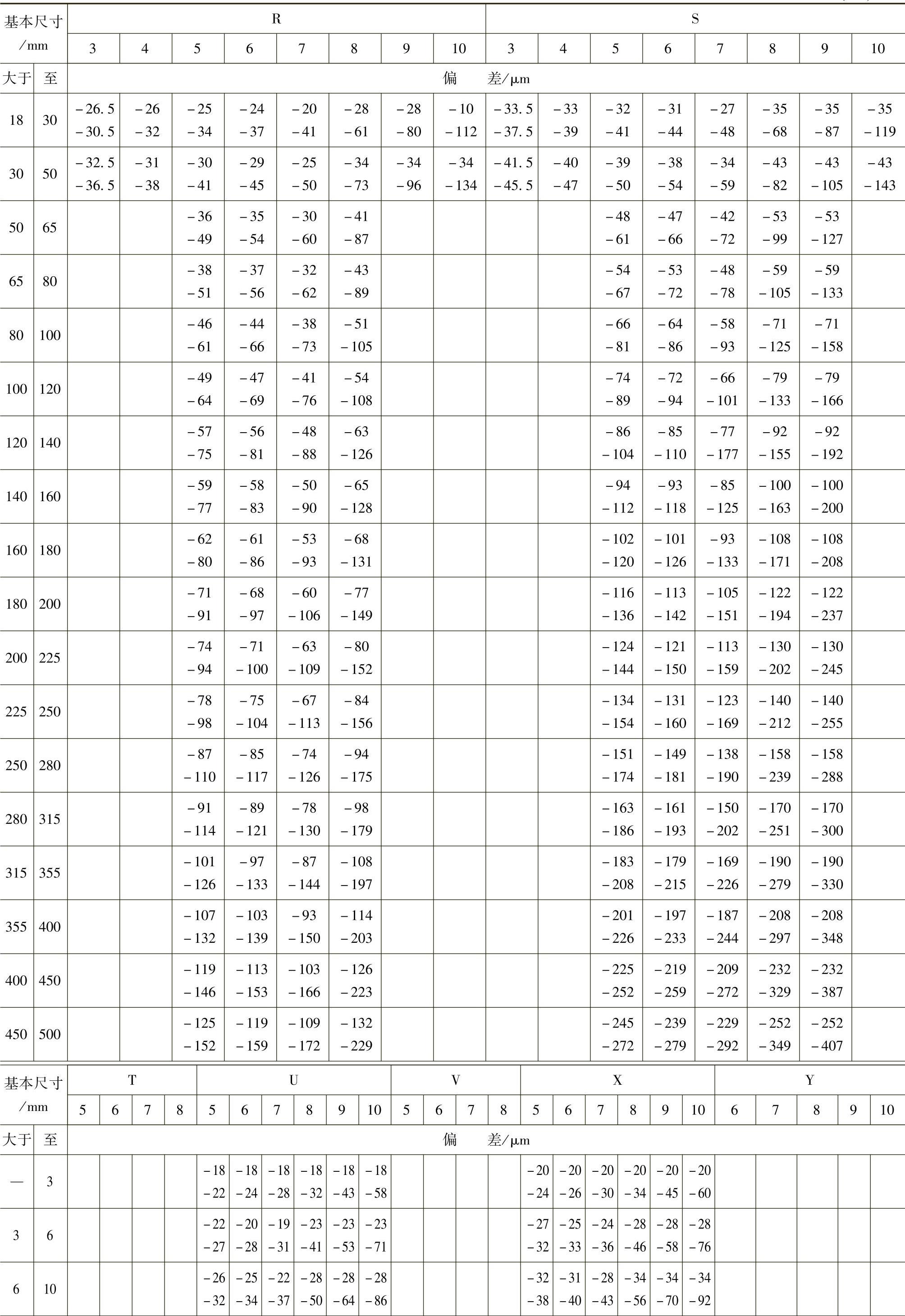
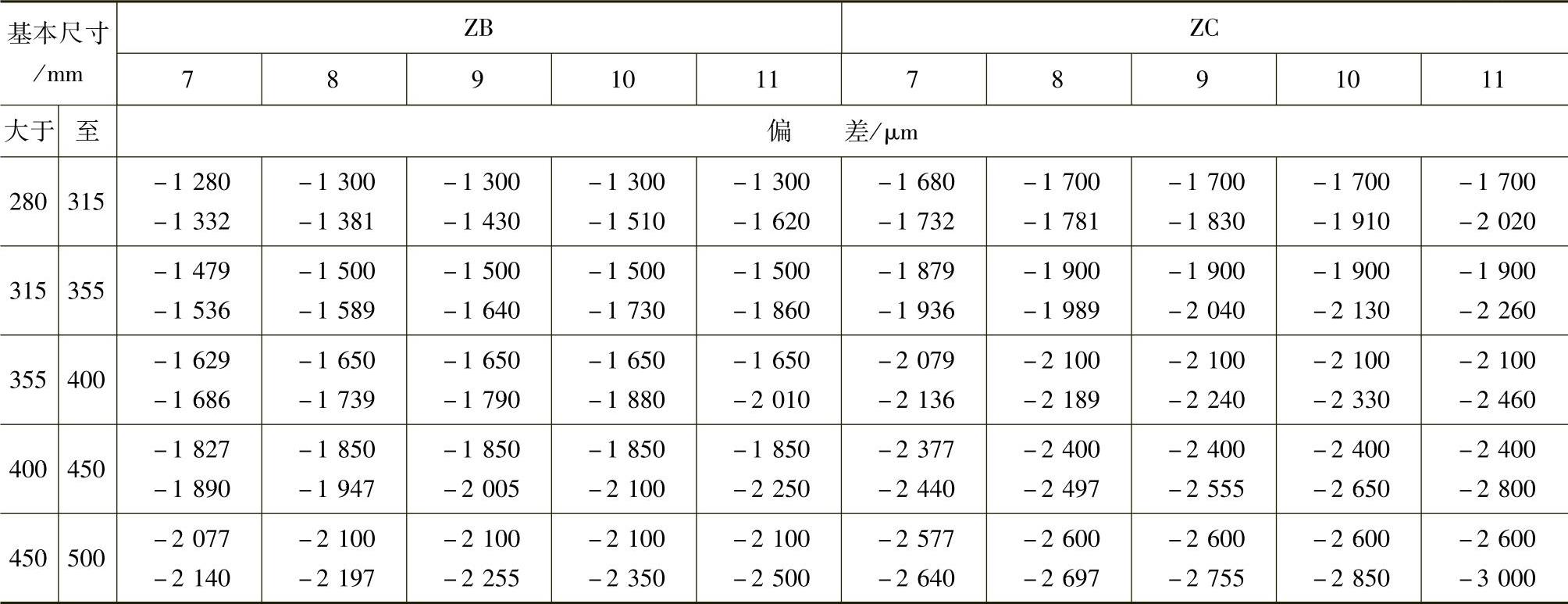
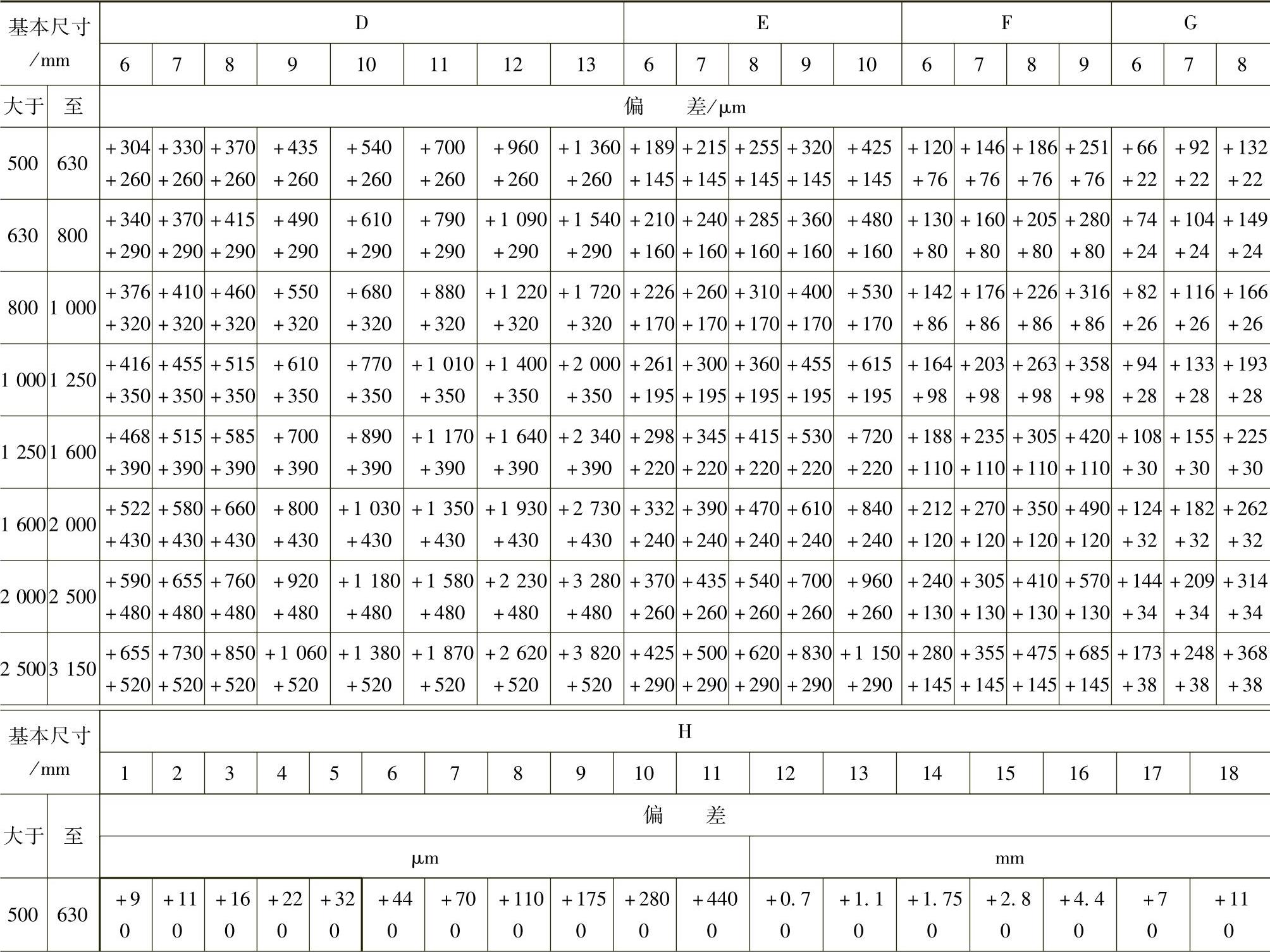
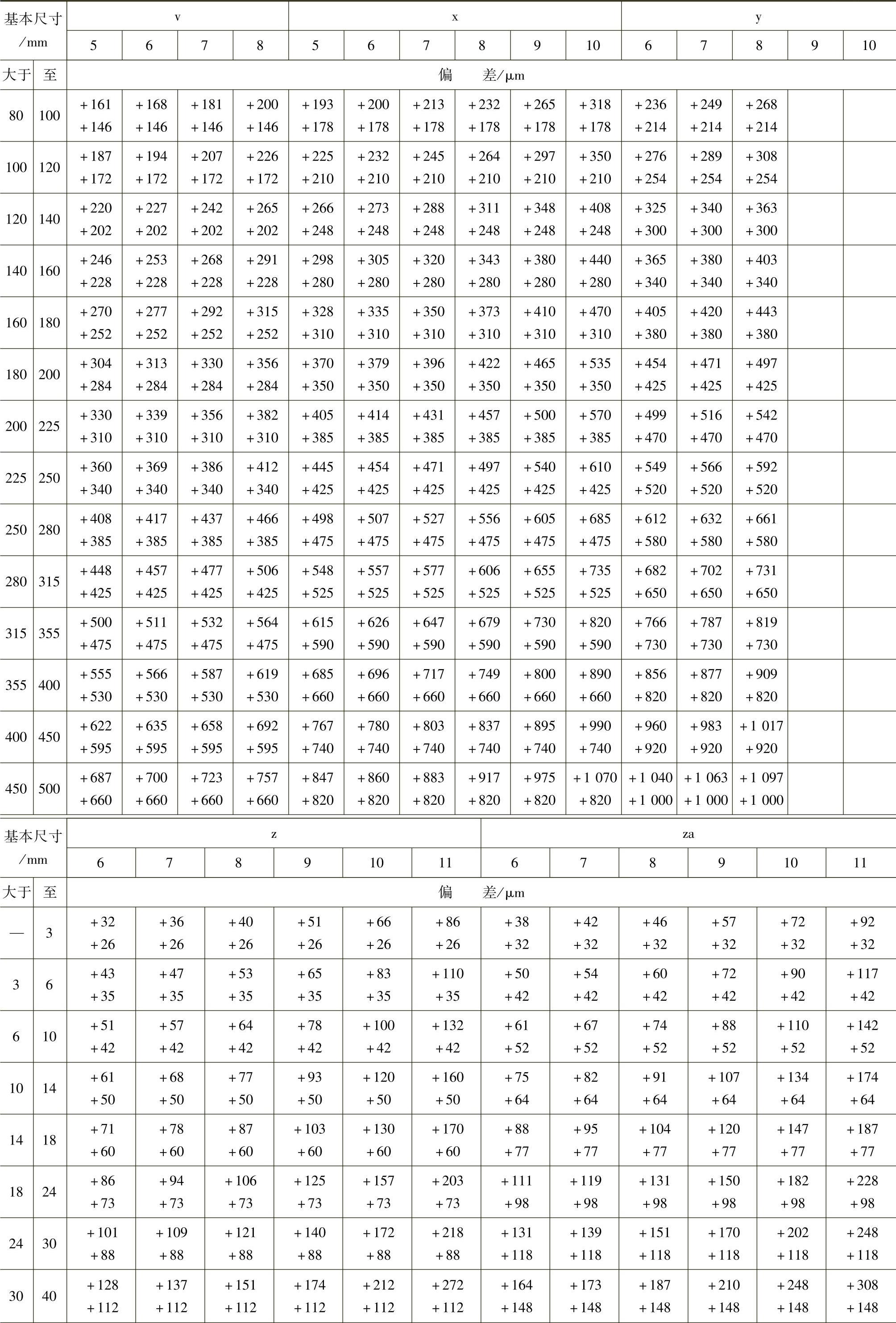
表2.4-8 孔的极限偏差②(500mm以下)
(续)

(续)

(续)
(续)

(续)
(续)

(续)

(续)

(续)
注:1.各级的CD、EF、FG主要用于精密机械和钟表制造业。
2.IT14~IT18只用于>1mm的基本尺寸。
3.J8、J10等公差带对称于零线,其偏差值可见JS9、JS10等。
4.基本尺寸>3mm时,>IT8的K的偏差值不作规定。
5.基本尺寸>3~6mm的J7的偏差值,与对应尺寸段的JS7等值。
6.公差带N9、N10和N11只用于>1mm的基本尺寸。
7.基本尺寸至24mm的T5~T8的偏差值未列入表内,建议以U5~U8代替。如非要T5~T8,则可按GB/T 1800.3—1998计算。
8.基本尺寸至14mm的V5~V8的偏差值未列入表内,建议以X5~X8代替。如非要V5~V8,则可按GB/T 1800.3—1998计算。
9.基本尺寸至18mm的Y6~Y10的偏差值未列入表内,建议以Z6~Z10代替。如非要Y6~Y10,则可按GB/T 1800.3—1998计算。
①基本尺寸<1mm时,各级的A和B均不采用。
②表中数值摘自GB/T 1800.1—2009。
表2.4-9 孔的极限偏差(500mm以上)
(续)(https://www.xing528.com)

(续)

注:1.黑框中的数值为试用值。
2.表中数值摘自GB/T 1800.1—2009。
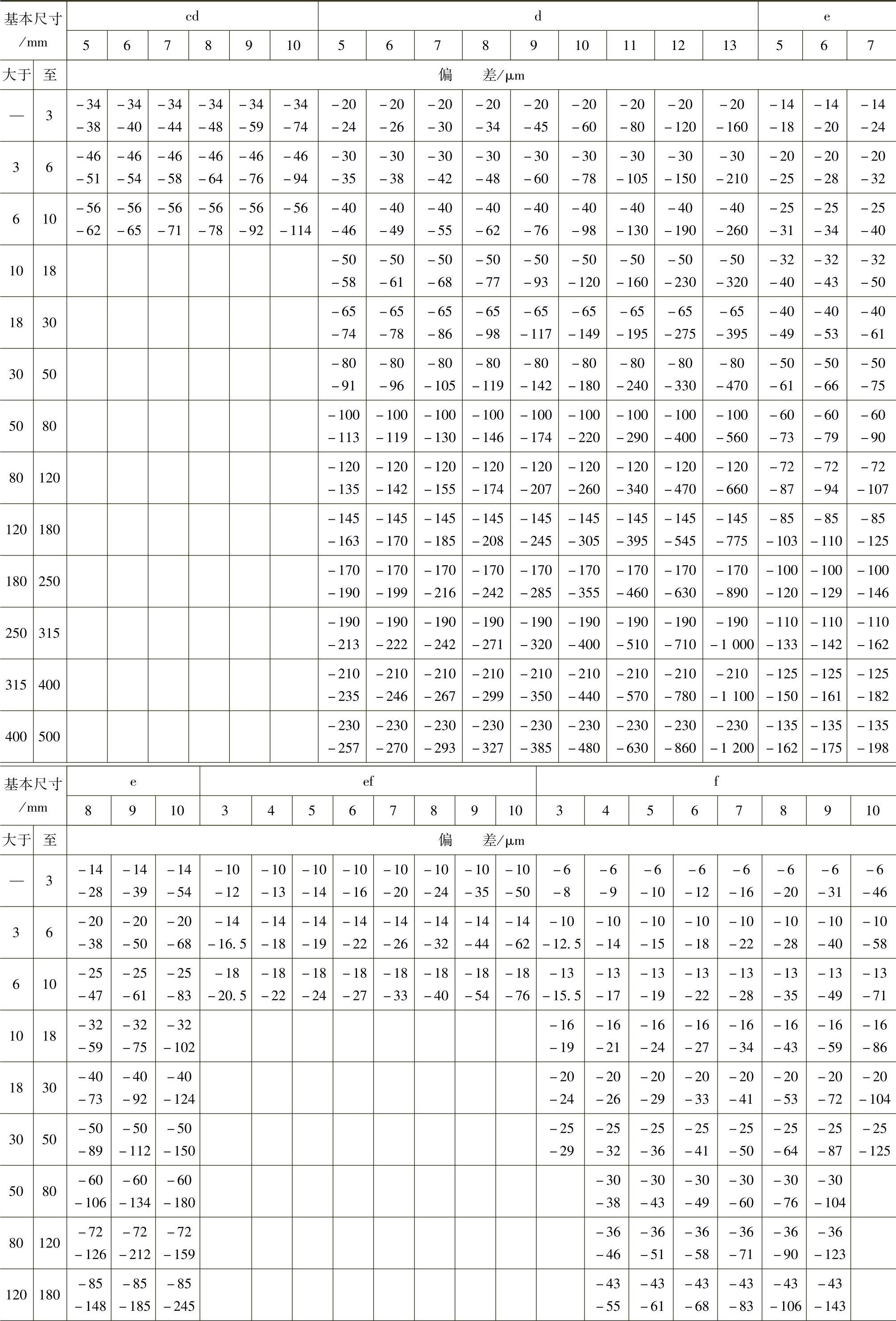
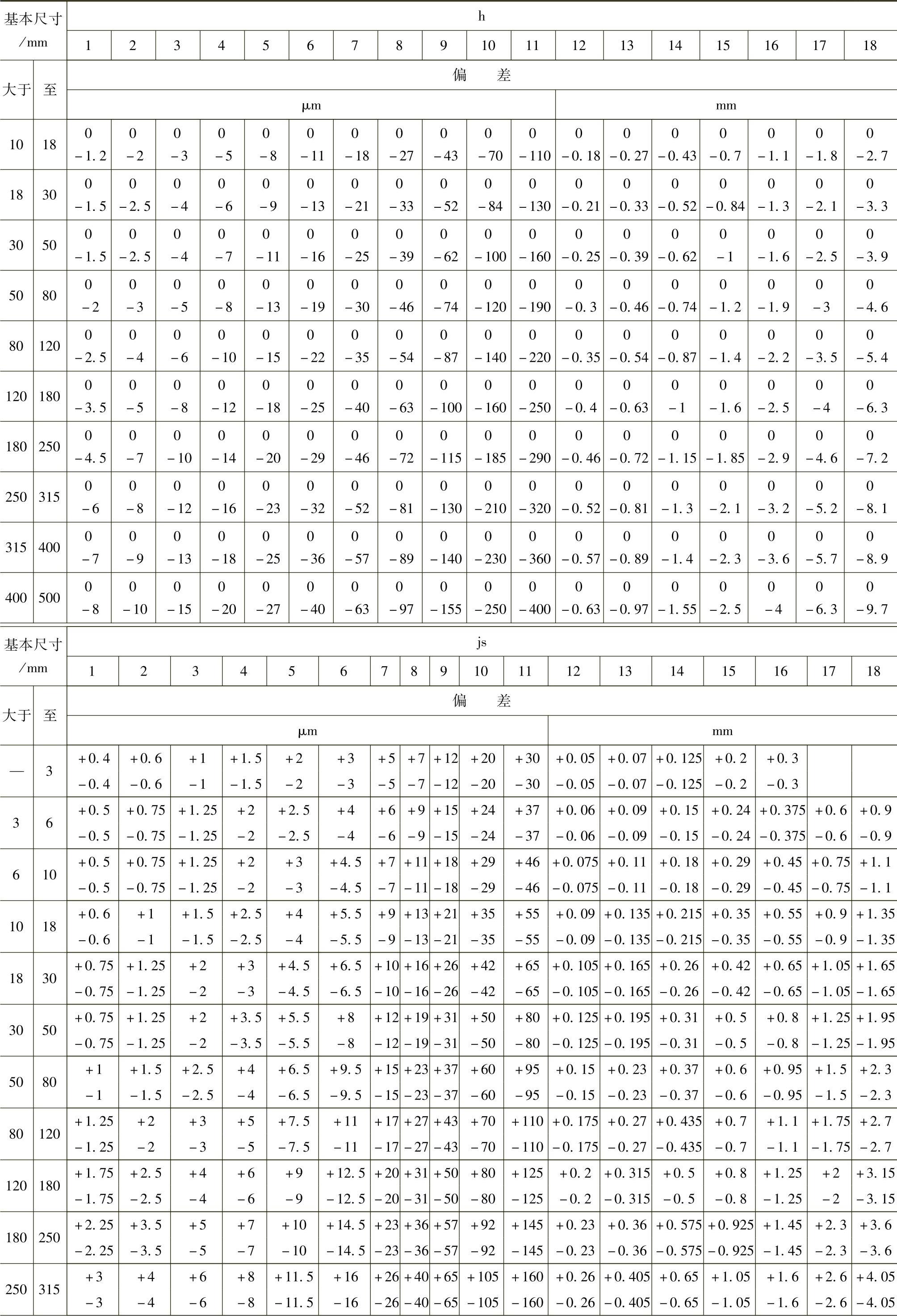
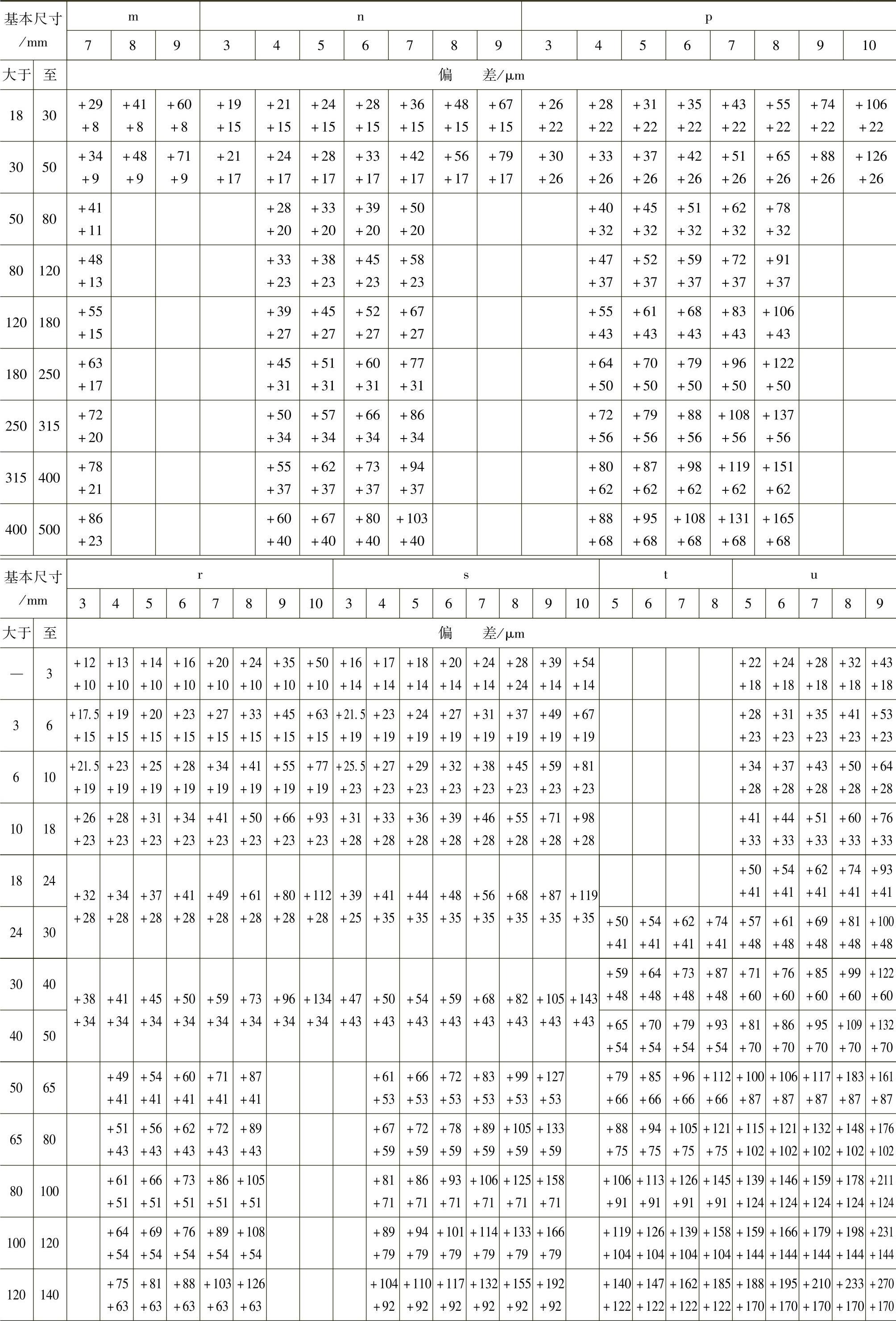
表2.4-10 轴的极限偏差(500mm以下)

(续)
(续)

(续)
(续)

(续)
(续)

(续)
(续)

(续)

注:1.各级的cd、ef、fg主要用于精密机械和钟表制造业。
2.IT14~IT18只用于>1mm的基本尺寸。
3.基本尺寸至24mm的t5~t8的偏差值未列入表内,建议以u5~u8代替。如非要t5~t8,则可按GB/T 1800.3—1998计算。
4.基本尺寸至14mm的v5~v8的偏差值未列入表内。建议以x5~x8代替。如非要v5~v8,则可按GB/T 1800.3—1998计算。
5.基本尺寸至18mm的y6~y10的偏差值未列入表内。建议以z6~z10代替。如非要y6~y10,则可按GB/T 1800.3—1998计算。
6.基本尺寸<1mm时,各级的a和b均不采用。
7.表中数值摘自GB/T 1800.1—2009。
表2.4-11 轴的极限偏差(500mm以上)

(续)

(续)

注:1.黑框中的数值为试用值。
2.表中数值摘自GB/T 1800.4—1999。
极限偏差用基本偏差代号(孔用A,B,C,…,ZC,轴用a,b,c,…,zc)和标准公差等级数(1,2,3,…,18)组合表示,如:D5、H6、d5、h6……
尺寸和某一组极限偏差组合,便构成了该尺寸的一个公差带。例如:ϕ50D8的公差带如图2.4-4所示。
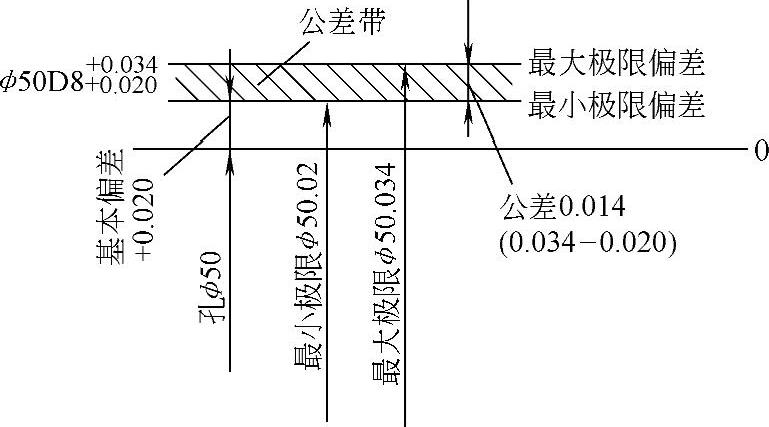
图2.4-4 ϕ50D8公差带
2.3.2 孔与轴的配合
轴装入孔中的状态称为孔轴配合。决定孔轴配合时的状态,实质是决定孔与轴各自公差带的相互关系。图2.4-5所示为孔、轴间隙配合时,其公差带的相互关系。
孔、轴配合分为基孔制和基轴制。所谓基孔制,指孔的下偏差为0,孔的最小极限尺寸与基本尺寸相同,即基本偏差代号为H的孔。而与之相配的轴尺寸可以比孔尺寸大,也可以比孔尺寸小。所谓基轴制,就是以轴的极限偏差为固定基准,与之相配的孔尺寸,根据需要可以比轴的尺寸大或小。
不论基孔制还是基轴制,孔、轴配合时总有三种可能的配合状态,即间隙配合、过盈配合、过渡配合。
(1)间隙配合 间隙配合是机械零件的孔、轴最常用配合。间隙配合时轴的实际直径比孔的实际直径小,相互间有间隙,装配时只需将轴推入孔中。间隙配合主要用于轴与支承孔或其他轴、孔相配件的定心,如图2.4-6a所示。

图2.4-5 孔、轴间隙配合时的公差带
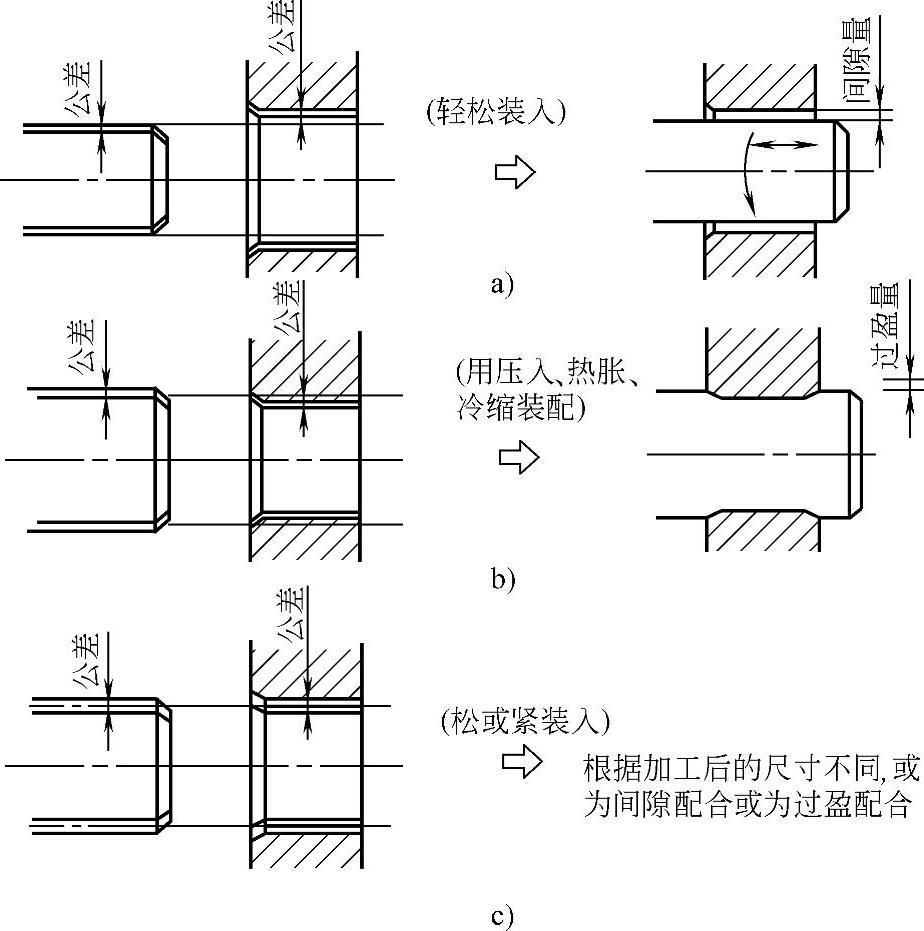
图2.4-6 配合的种类
a)间隙配合 b)过盈配合 c)过渡配合
(2)过盈配合 采用这种配合的轴,其实际直径比孔实际直径大,装配时采用加力压入、热胀或冷缩方法将轴推入孔中,装配后一般不拆卸,而且基本上无法拆卸。过盈配合主要用于固定连接或同轴度要求高而不需或不能在装配后加工的场合,如图2.4-6b所示。
(3)过渡配合 轴、孔公差带部分重叠,根据加工后的实际尺寸,有可能是过盈配合,也有可能是间隙配合。但不论是过盈配合还是间隙配合,其过盈量或间隙量都比较小,属于不易拆卸的紧密配合。例如:滚动轴承内圈与轴的配合,一般都采用过渡配合,因为轴与轴承内圈装配后需靠二者的配合摩擦力传递滚动轴承的滚动摩擦力矩,当轴的负载较大时,滚动摩擦力矩也较大,此时如果轴与轴承内圈配合较松,内圈相对于轴有可能产生转动而损坏轴承和轴,因此二者的配合必须较紧,但也不能配合太紧,否则更换轴承时很难拆卸。过渡配合的配合状态如图2.4-6c所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。