



在冷态下用压力机将金属板料冲压成形的加工方法称为冲压加工。冲压加工可以使板料零件从金属板中分离而得到冲裁件,也可以使板料零件产生变形(弯曲、拉伸)而得到弯曲件和拉伸件。冲压件的形状设计,必须适应冲压工艺的特点和要求,达到尽可能省料、延长模具使用寿命、提高生产效率、提高冲压件质量的目的。为此,必须设计出合理的冲压件形状,具体就是:①充分利用金属板料,使边角废料尽量少;②简化冲压件的形状,以延长模具使用寿命,保证质量,提高加工效率;③避免细长结构形状,以便简化模具,提高模具使用寿命;④采用合理的圆角结构,以延长模具的使用寿命和提高冲压件的强度;⑤拉深件要避免深筒结构形状。
合理的冲压件形状设计实例见表2.2-47。用分离工艺和变形工艺制成的冲压件形状实例见表2.2-48。冲裁件的形状尺寸推荐值见表2.2-49。板材、管子及圆钢棒材弯曲半径的推荐值见表2.2-50。拉深件形状尺寸的推荐值见表2.2-51。
表2.2-47 冲压件形状设计实例

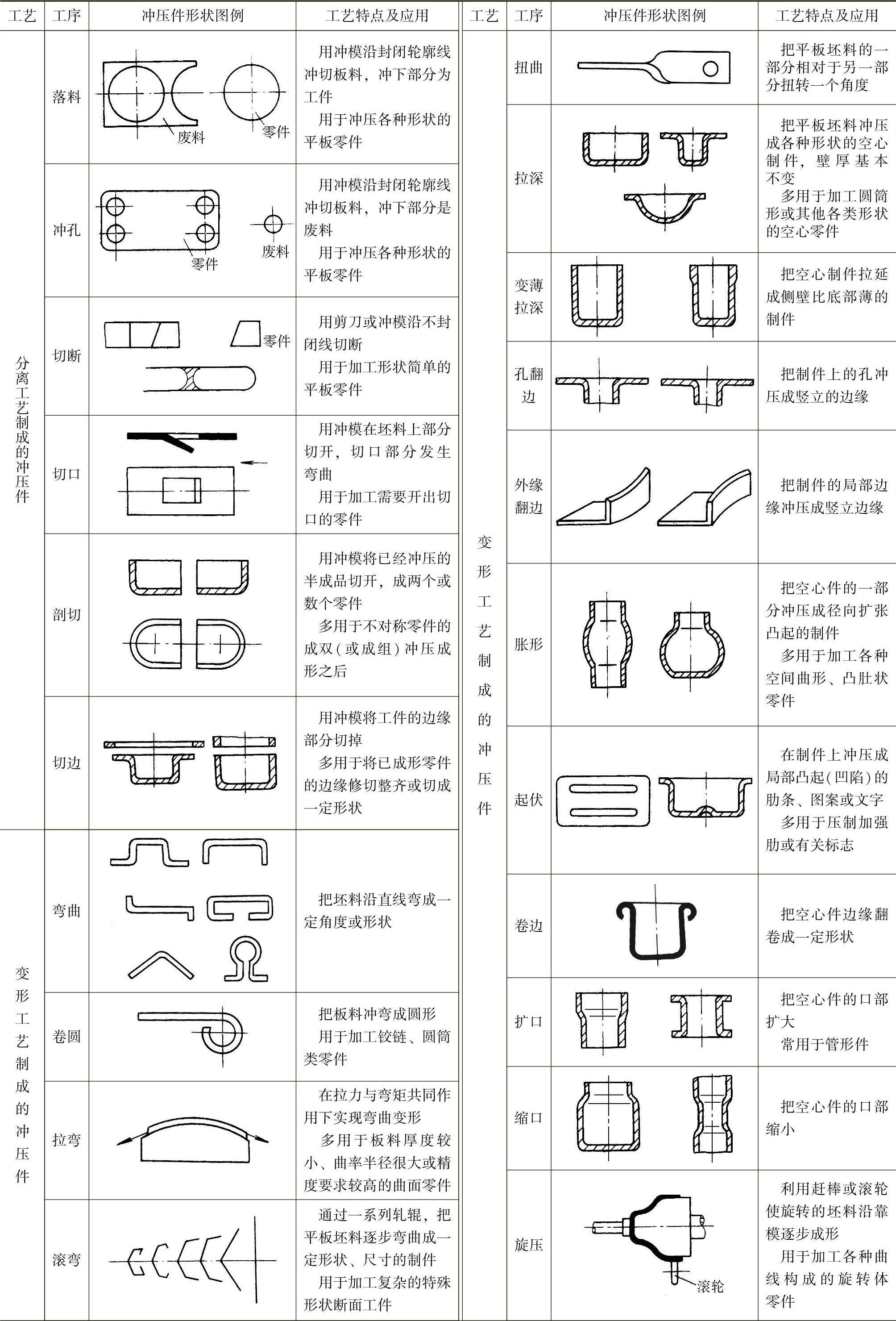
表2.2-48 用分离工艺和变形工艺制成的冲压件形状实例
(续)
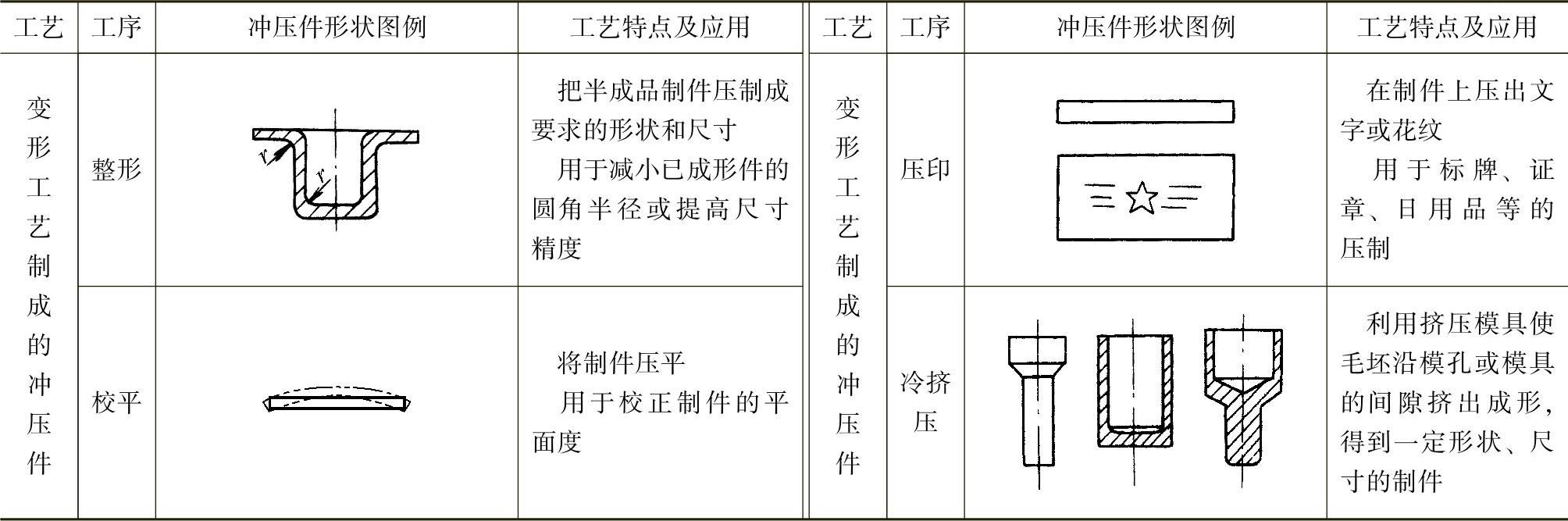
表2.2-49 冲裁件的形状尺寸推荐值
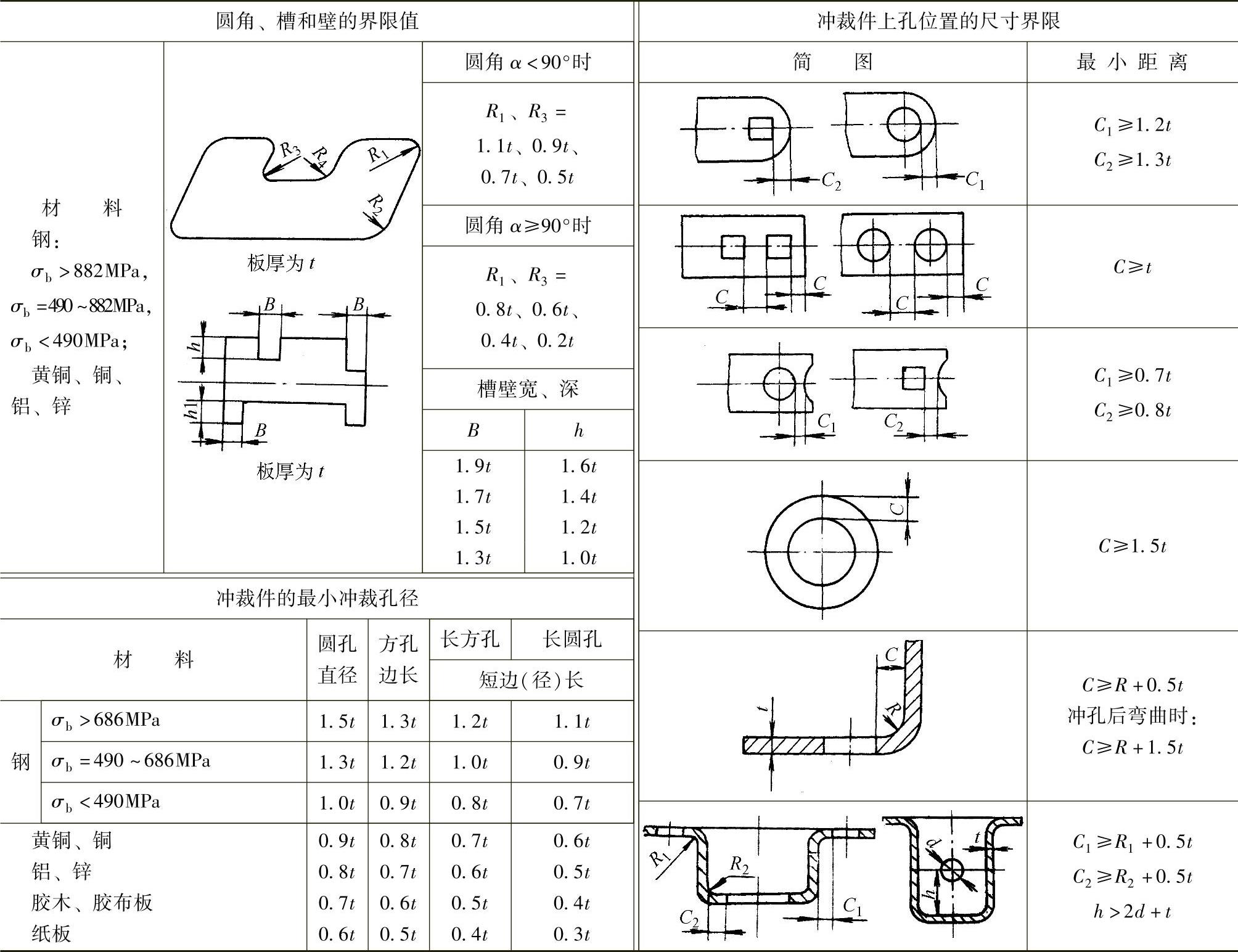
注:t为材料厚度。(https://www.xing528.com)
表2.2-50 板材、管子及圆钢棒材的弯曲半径推荐值 (单位:mm)

(续)
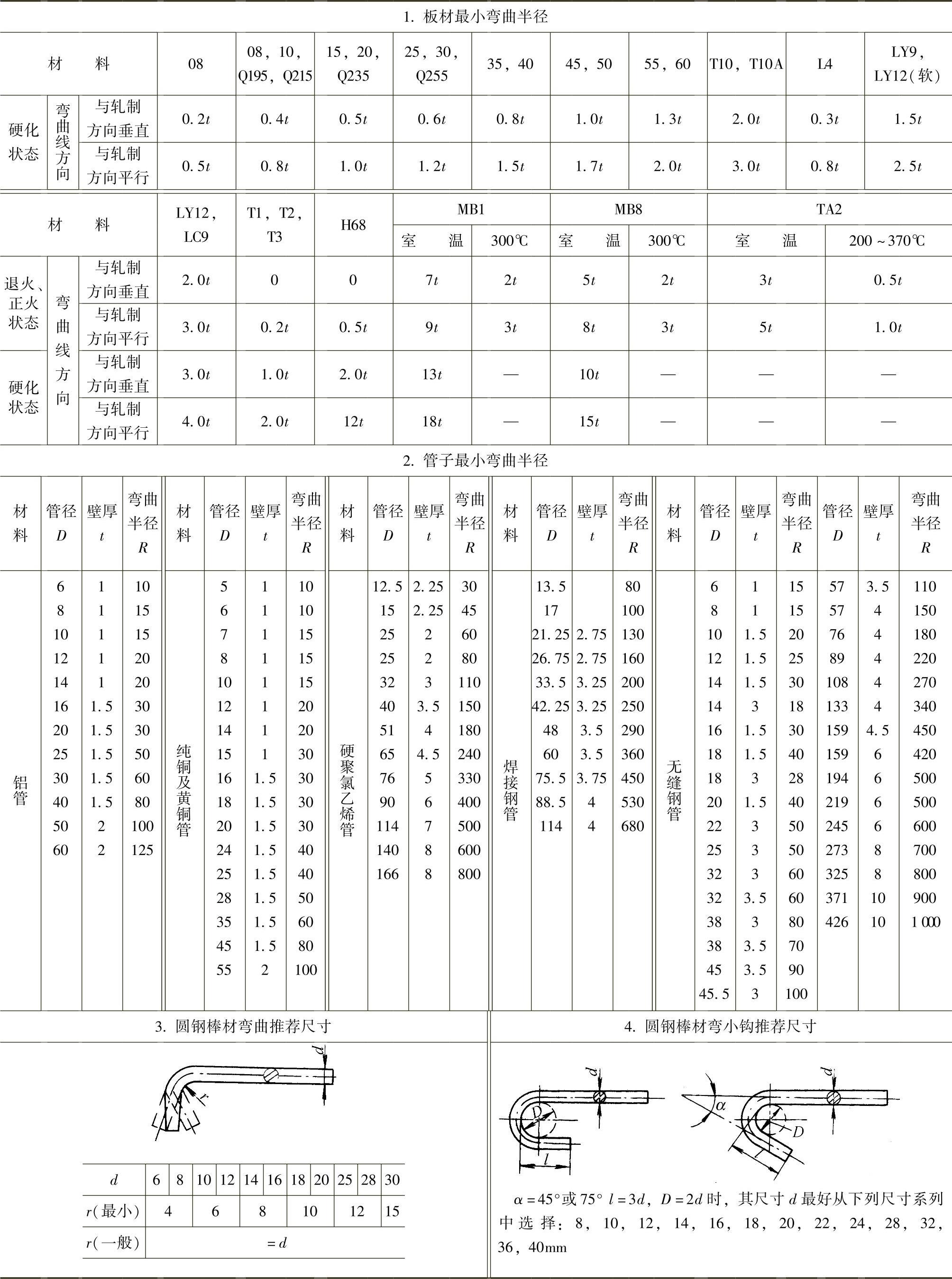
注:1.t为材料厚度。
2.弯曲线方向与轧制方向呈45°时,板材最小弯曲半径取中间值。
3.本表适用于弯曲角≥90°,板材的材料厚度≤10mm,切口面状态良好的情况。
4.当90°>弯曲角>60°时,板材最小弯曲半径为表值乘系数1.1~1.3;当60°>弯曲角>45°时,板材最小弯曲半径为表值乘系数1.3~1.5。
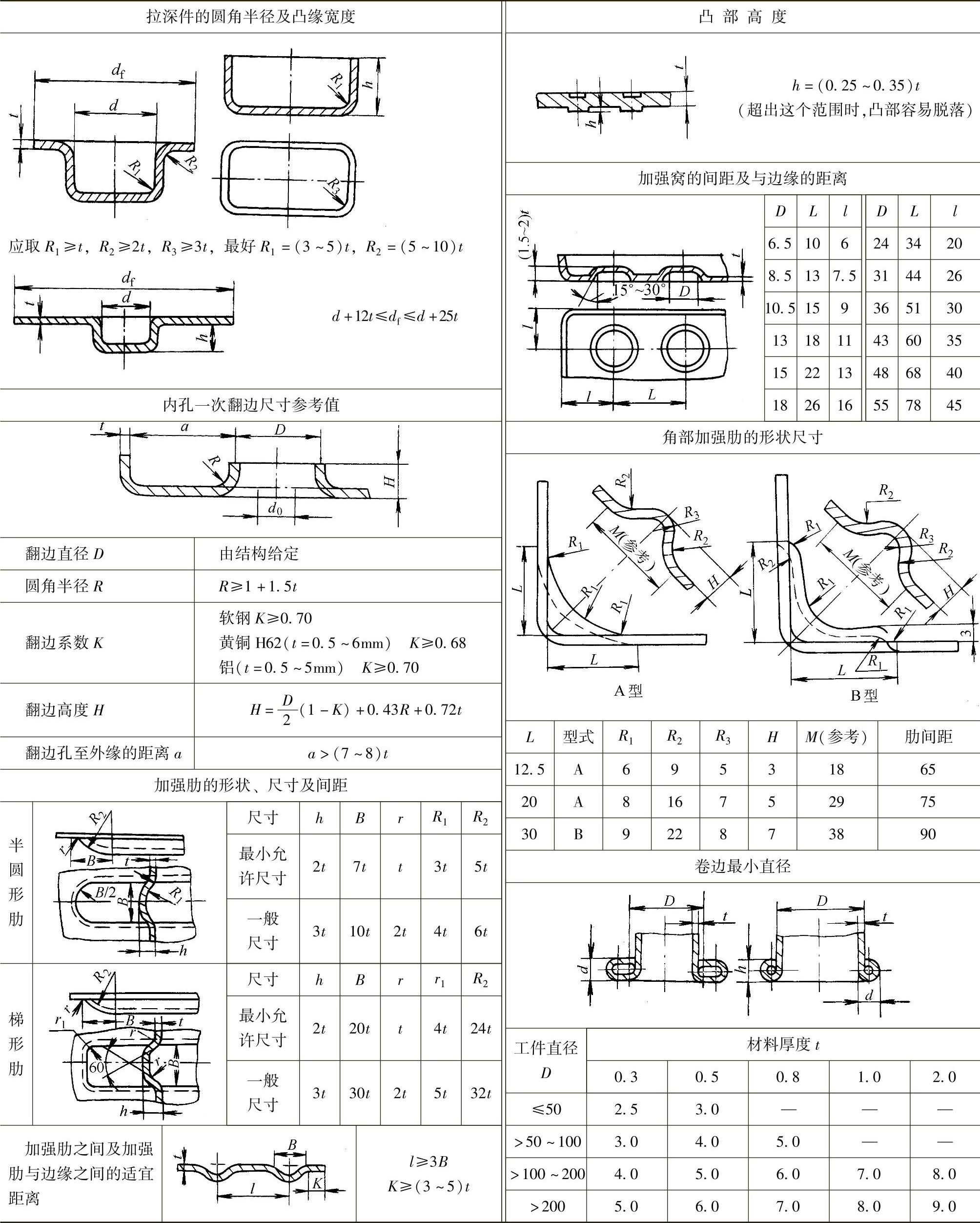
表2.2-51 拉深件形状尺寸推荐值 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。