



锻压零件的锻造工艺目前有自由锻造、模型锻造、胎模锻造和特种锻造等,本书仅就自由锻造工艺对零件形状的设计要求予以简介。6.3.1 自由锻造对零件形状设计的要求
自由锻造是将加热软化的金属件,放在锻锤或压力机的上、下砧铁之间加压变形,使其达到所需要形状的加工工艺方法,适于单件、小批量生产。由于自由锻造加工出的锻件尺寸与最终零件尺寸相差较大,加工余量大,因此,要求锻件外形必须简化,应以对称、平直的平面及圆柱面构成。自由锻造件的形状设计见表2.2-40。6.3.2 自由锻锻件的形状尺寸限制
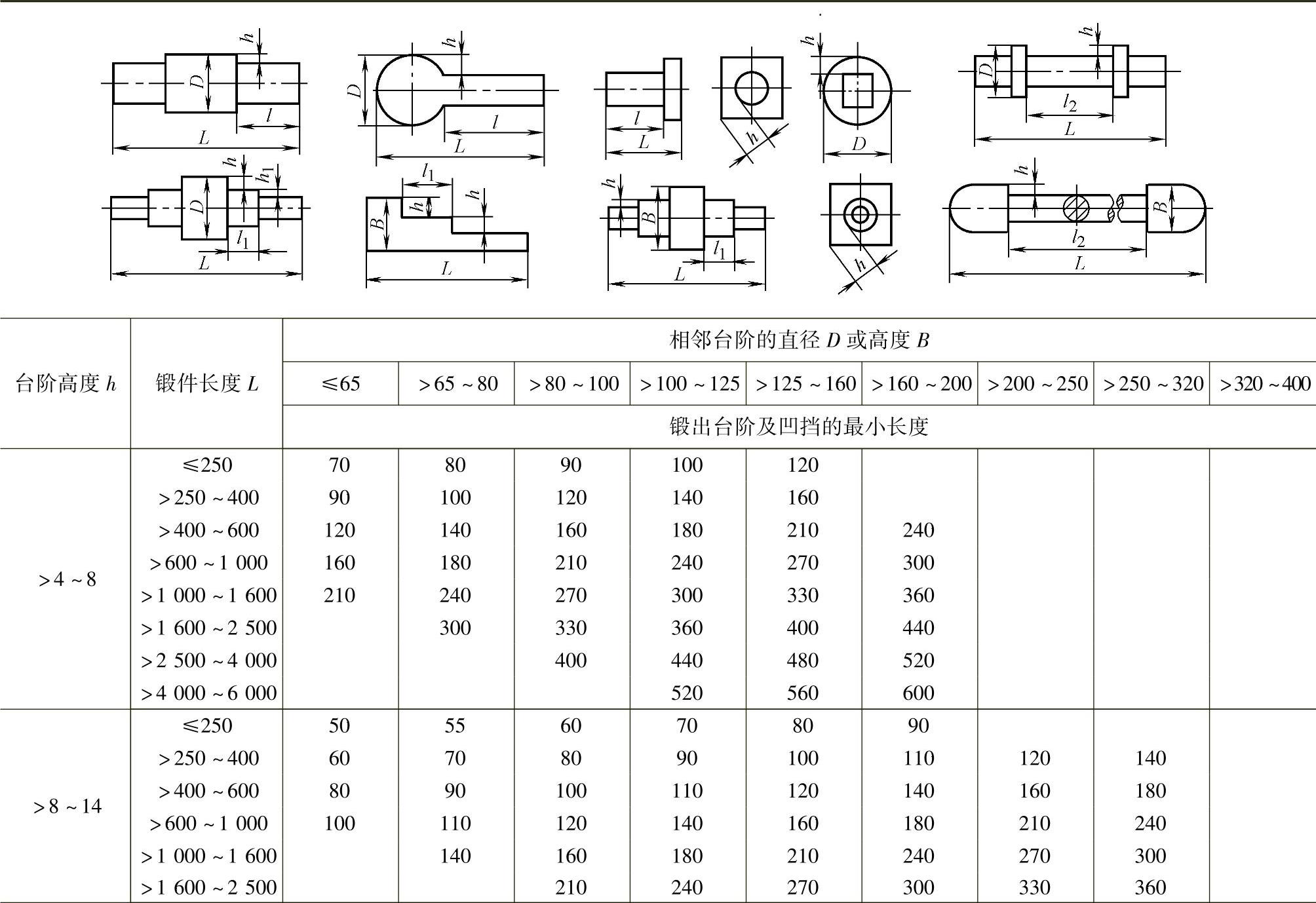
按照自由锻所能达到的条件,即锻造的可能和合理性要求,自由锻对台阶、凹挡、孔类件的尺寸要求见表2.2-41~表2.2-45。常见的自由锻件形状见表2.2-46。
表2.2-40 自由锻造件的形状设计

(续)
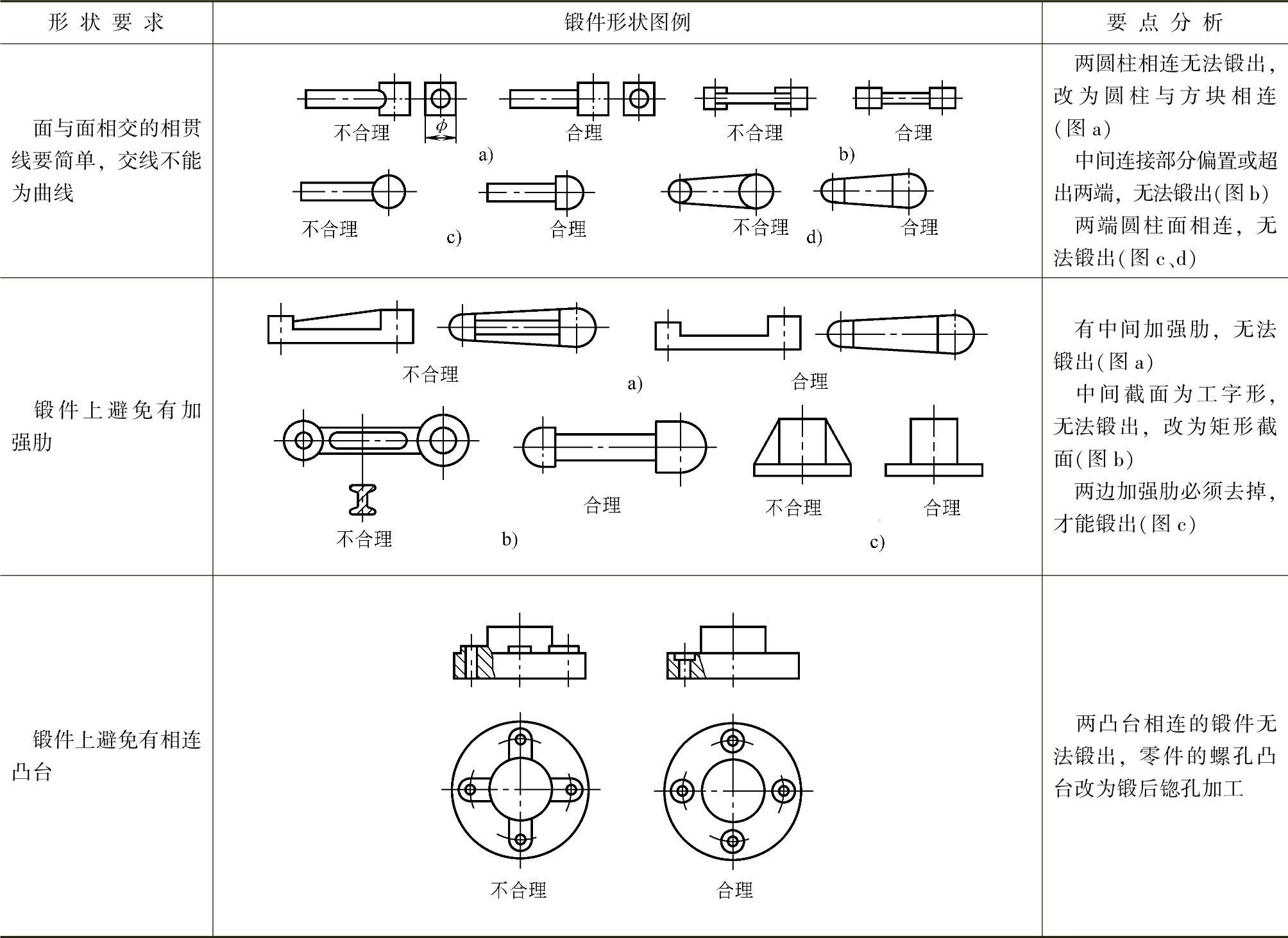
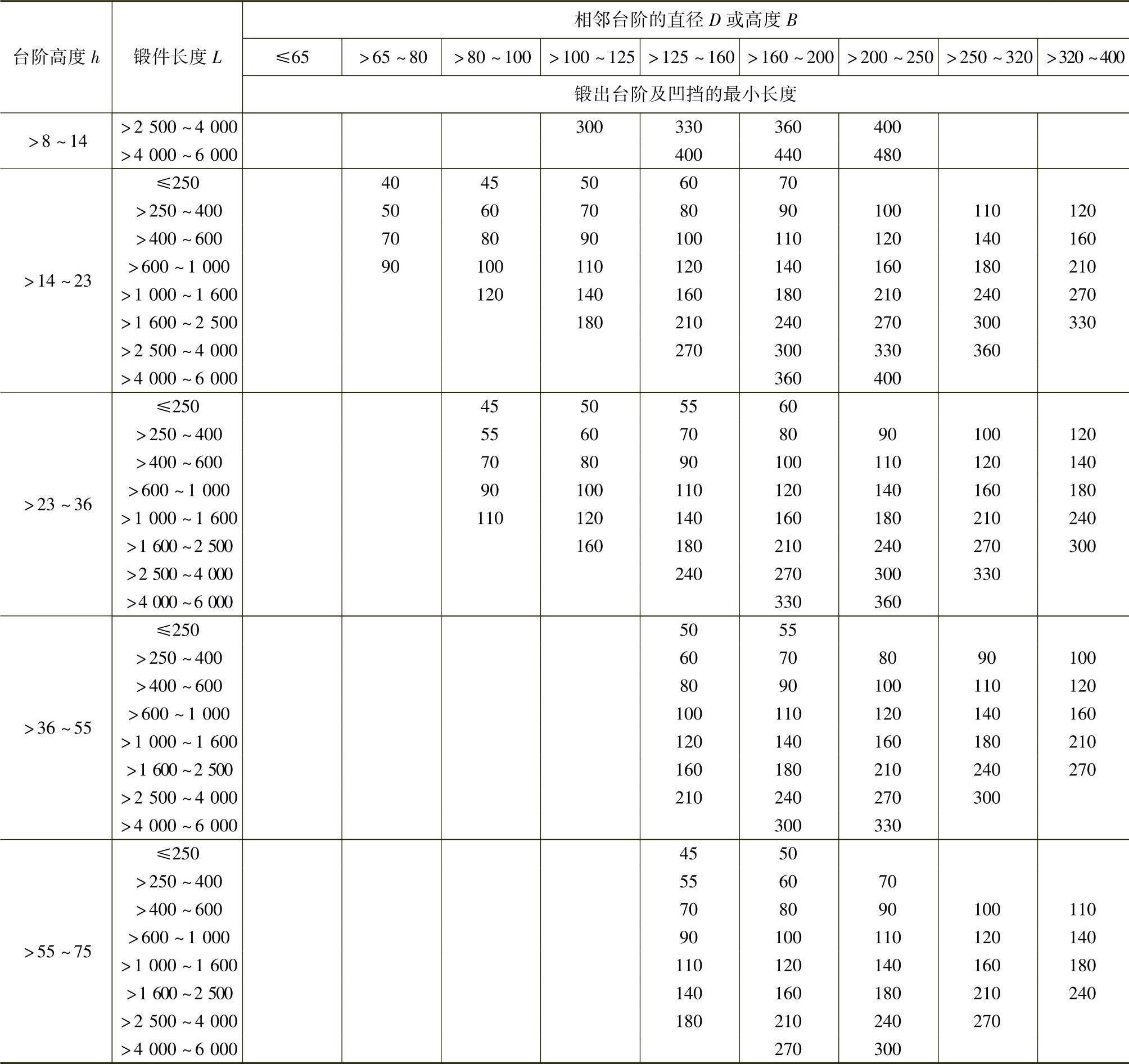
表2.2-41 锻件的台阶和凹挡的锻出条件
(续)
注:1.当台阶的长度l≥表中所列数值时,则端部的台阶亦能锻出。
2.当台阶的长度l1≥0.8L时,则中部的台阶亦能锻出。
3.当凹挡的长度l2≥1.5L时,则两台阶之间的凹挡亦能锻出。
4.如台阶或凹挡有一个不需要锻出时,则其近邻的台阶及凹挡按其总高度h+h1来计算。
5.对于外形特别复杂的锻件,其台阶与凹挡是否锻出,由锻件设计者视具体情况确定。(https://www.xing528.com)
表2.2-42 台阶轴的最小锻出高度 (单位:mm)
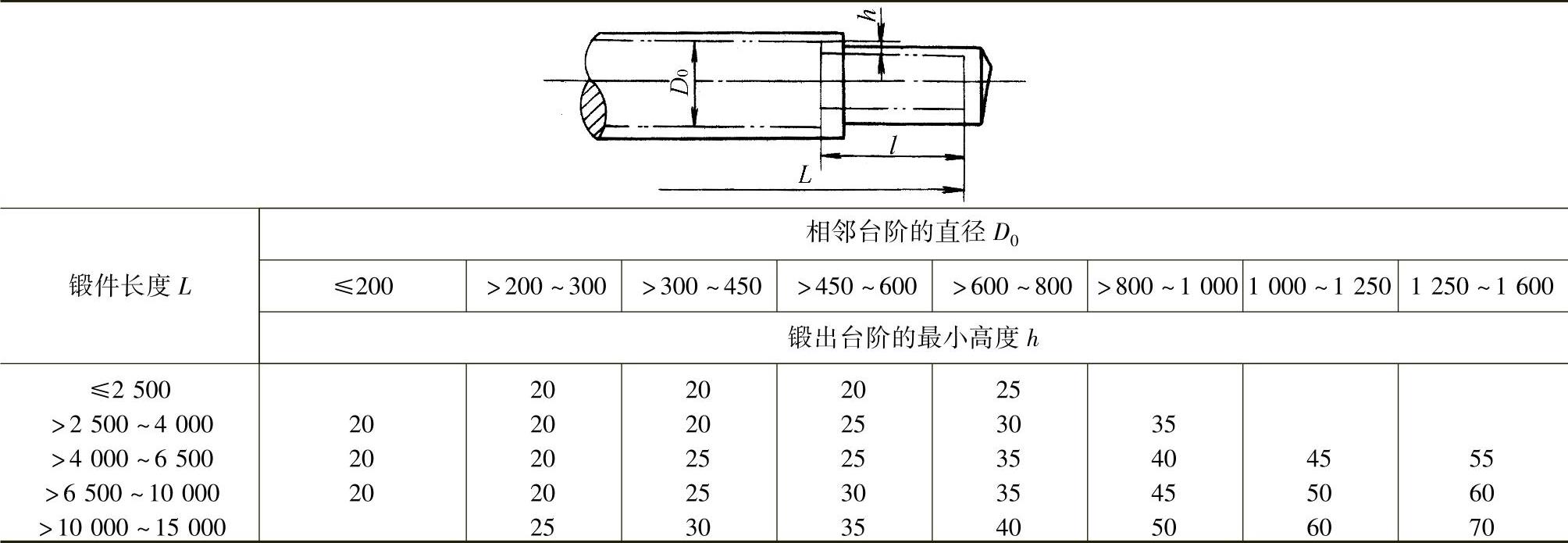
表2.2-43 台阶轴的最小锻出长度 (单位:mm)
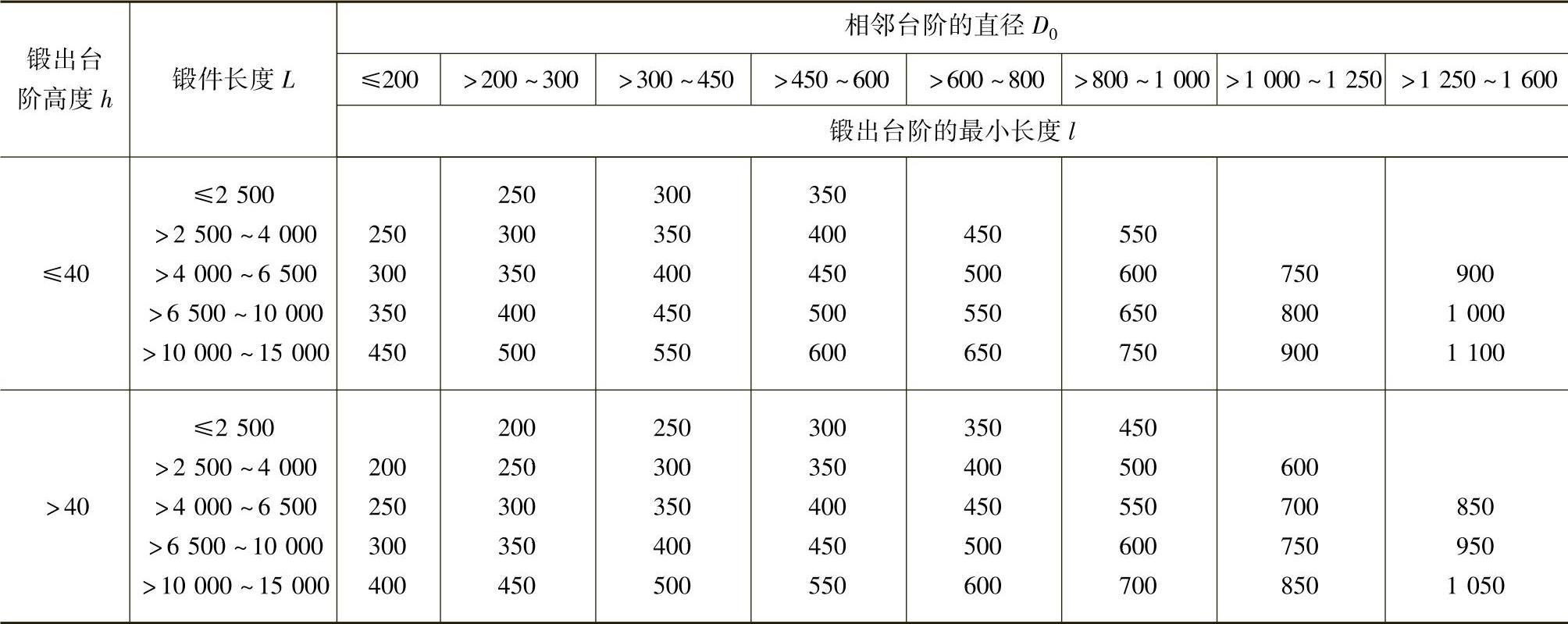
表2.2-44 自由锻件的孔类型及允许的最小冲孔直径 (单位:mm)
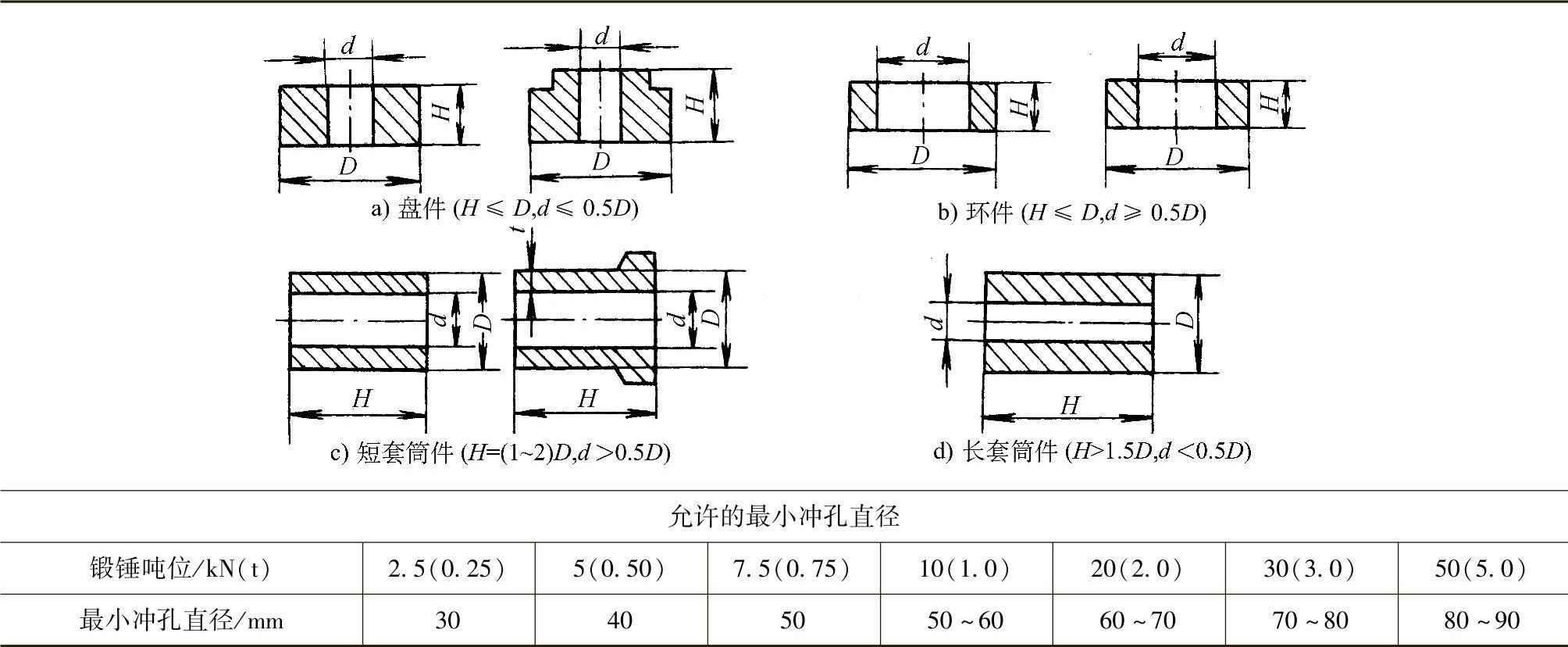
表2.2-45 圆钢锤扁端部尺寸 (单位:mm)
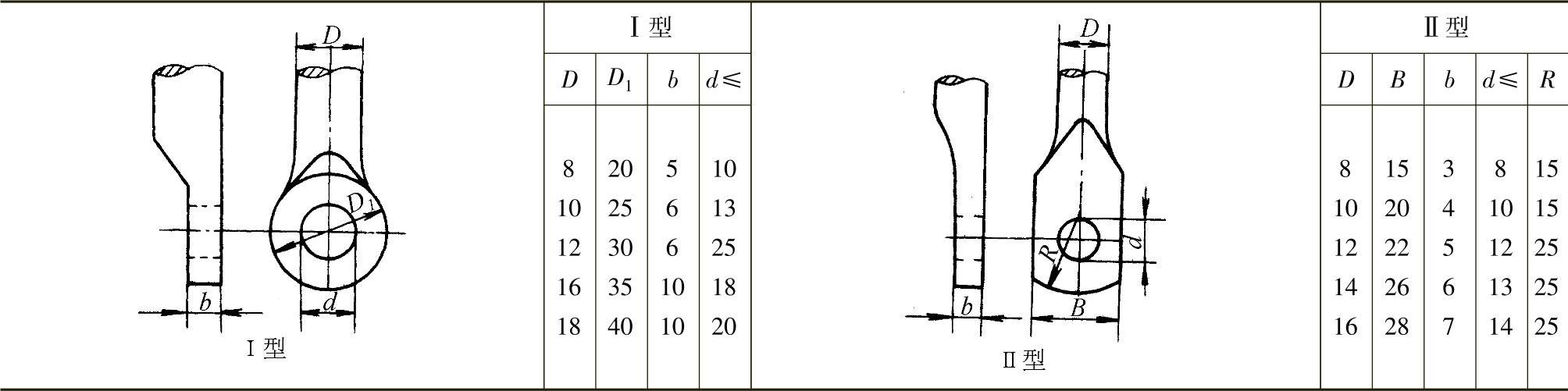
表2.2-46 常见的自由锻件形状

(续)
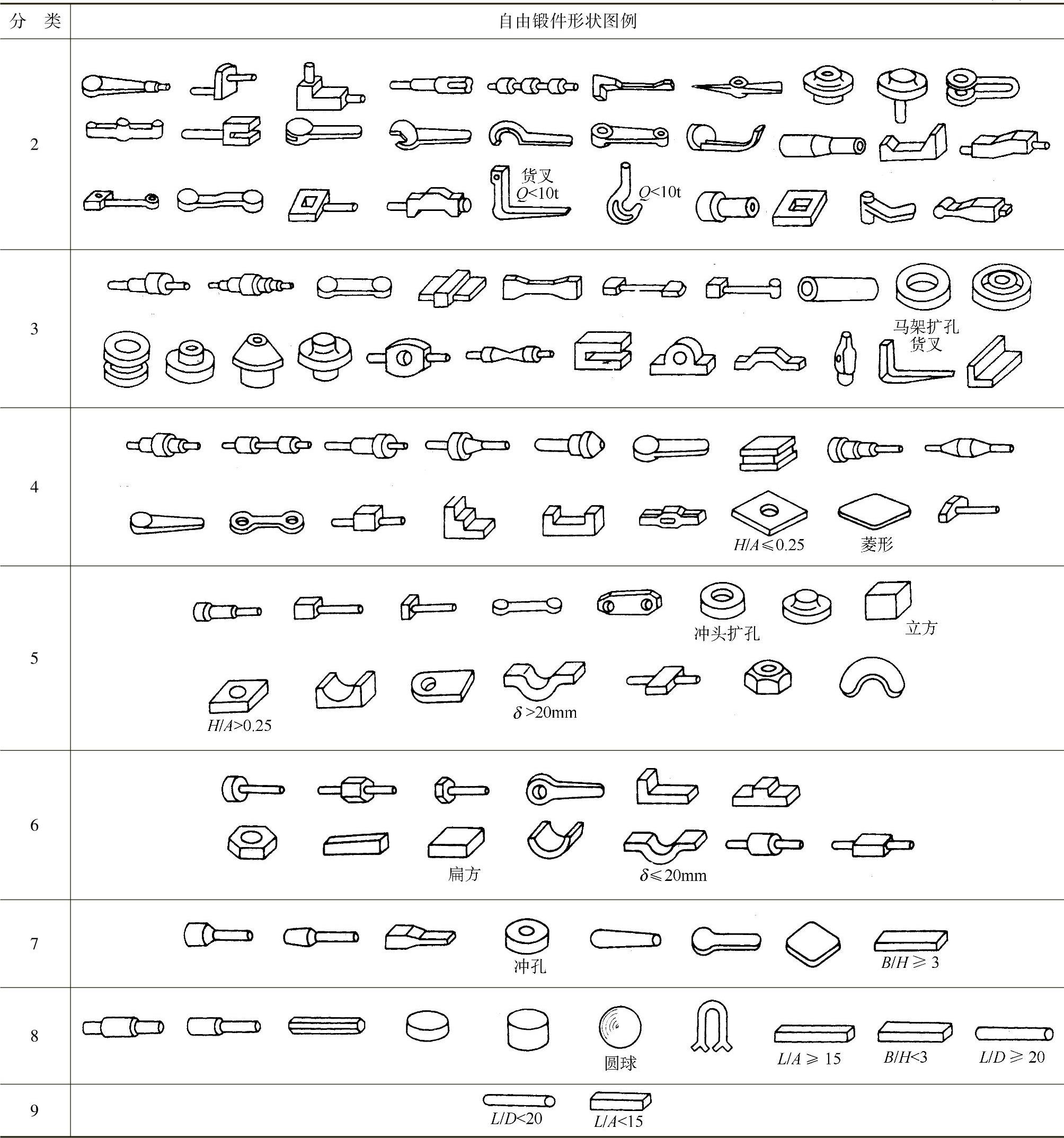
注:1.表中代号:Q—起重量;H—高度;A—正方形的边长;δ—厚度;L—长度;D—外径;B—宽度。
2.本表适于在锤上用自由锻(或局部采用胎模锻)方法生产的一般用途的钢质锻件。
3.表中锻件的复杂程度由1类向9类递减。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。