



激光剪切散斑检测也称电子剪切散斑干涉检测。由于该项检测技术排除了连续波激光全息照相必须的笨重的隔振台和暗室操作等外场使用的障碍;同时又不需双脉冲激光全息照相那样的大功率激光器,方法仍保持全息照相具有的非接触、全场检测、快速和灵敏度高等特点,非常适合于胶接件的外场原位检测。从而,备受国内外无损检测界的关注,有了很大的发展,特别是近年来在其信号处理中抗噪(如小波变换抗噪)技术的开发,使检测灵敏度大大提高,迅速跨入了实用的阶段。
剪切散斑检测的原理是,通过在摄像机前放置一剪切光学元件,使被测工件的表面在摄像机的像平面上产生略有错位的干涉图像。再将工件加载前后的两幅散斑干涉图像相减,从而即可获得反映缺陷信息的干涉条纹图案。由于它是被测工件的物光自行干涉,不需要单独的参考光束,使光路简化,不需要笨重的隔振台和便于现场操作。由于测量的是位移的导数,能自动消除刚体的整体位移,而对工件反映缺陷的局部应变很敏感。
图14.4-9所示为典型的激光电子剪切散斑干涉检测系统光路简图。用视频图像采集器(如电荷耦合器件(CCD))采集被测工件加载变形前后得到的两幅散斑图像,并通过模-数变换将其数字化输入计算机,再将两幅散斑图像相减形成新的干涉条纹图。根据干涉条纹就可以判断工件内部是否存在缺陷。对干涉条纹图的信息进一步处理,还可以得到二维和三维图像,再现被测结构的内部缺陷。
张坚等人的文献报道了自行研制的适于现场应用的便携式剪切散斑检测仪及相应的软件系统。便携式检测系统主体由仪器箱、便携式计算机和三脚架构成。便携式仪器置于三脚架上,适于现场检测应用。仪器箱分上、下两层,上层放置固体激光器、扩束镜、变焦镜头、CCD、渥拉斯顿剪切镜,下层放置变焦镜头控制系统及各部分的电源。
为了验证检测系统的性能,他们设计了一块长250mm、宽180mm、高25mm的蜂窝结构胶接件。蒙皮为玻璃钢,厚4mm。蜂窝芯为纸质,正六边形,边长为6mm。人工制作分别为ϕ40mm、ϕ20mm、ϕ10mm三个圆形脱胶缺陷。
检测时,被测试件置于仪器箱前约1m处,固定于夹具上,用热吹风加载30s,让其自然冷却。然后启动软件系统中的相减模块。图14.4-10a、b所示,分别为自然冷却20s、30s后计算机屏幕上出现的检测结果图像,图14.4-10c所示为冷却20s时ϕ40mm脱粘的检测图像。虽然条纹级数稍有不同,但缺陷的条纹图像均清晰可见。ϕ10mm的缺陷也可以检出,但检测图像中的条纹不如ϕ20mm和ϕ40mm缺陷的条纹清晰。因为蜂窝芯六边形的边长为6mm,所以能检出ϕ10mm的脱胶缺陷已满足实用的检测要求。
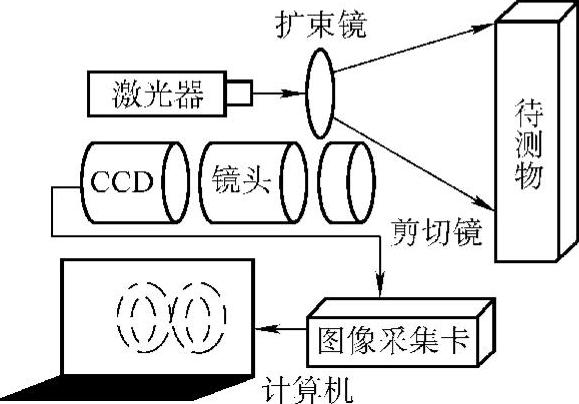
图14.4-9 激光电子剪切散斑干涉检测系统光路简图(https://www.xing528.com)
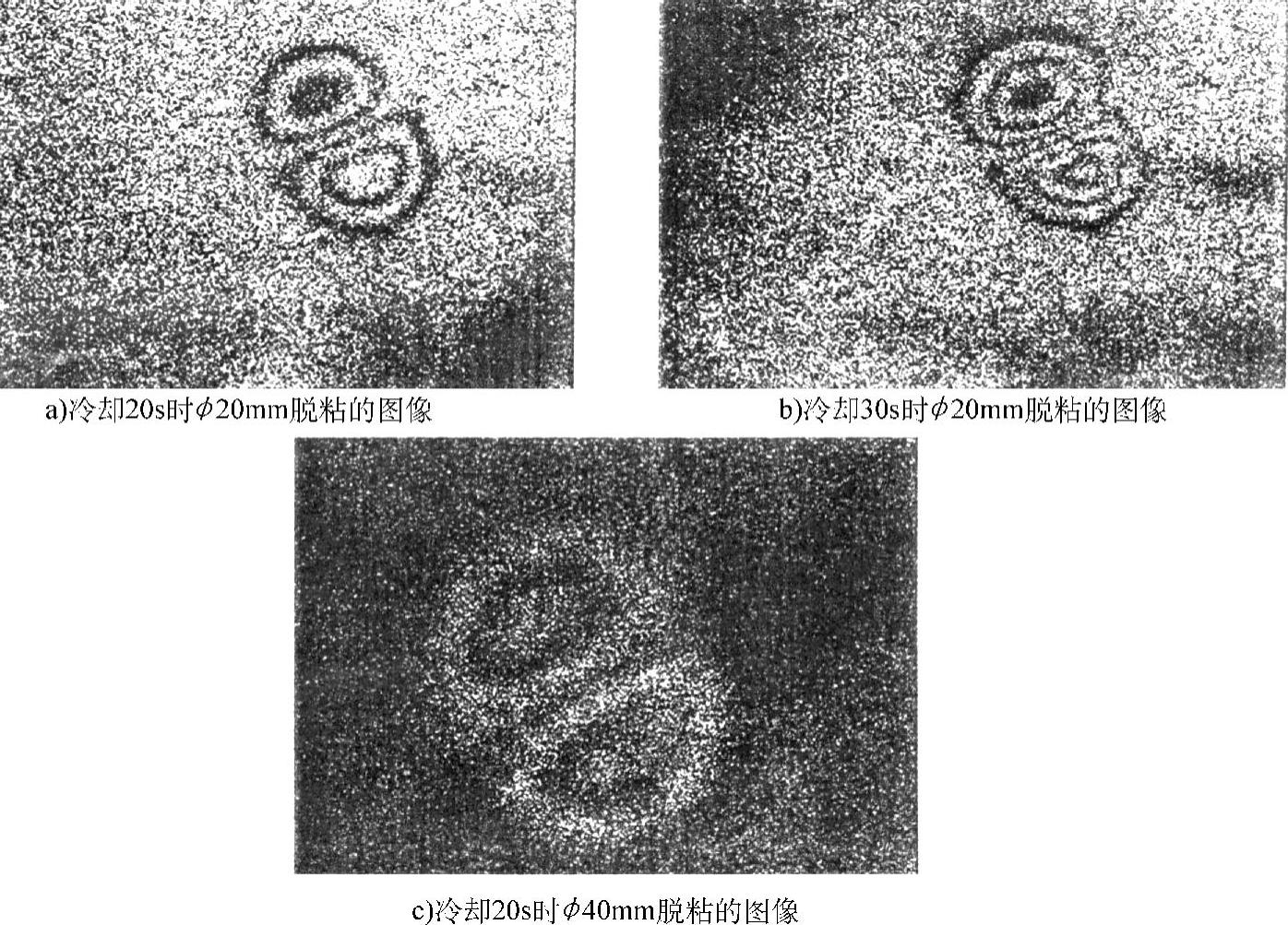
图14.4-10 计算机屏幕上出现的检测结果图像
张坚等人的文献报道了经多次测试,用电吹风加热进行一次完整检测的时间不超过1min。一次检测所覆盖的被测工件面积约为100mm×80mm。一次检测的覆盖面积是与检测灵敏度成反比的。因此,在应用这一方法时,需在检测效果和检测速度之间找出合适的平衡点。
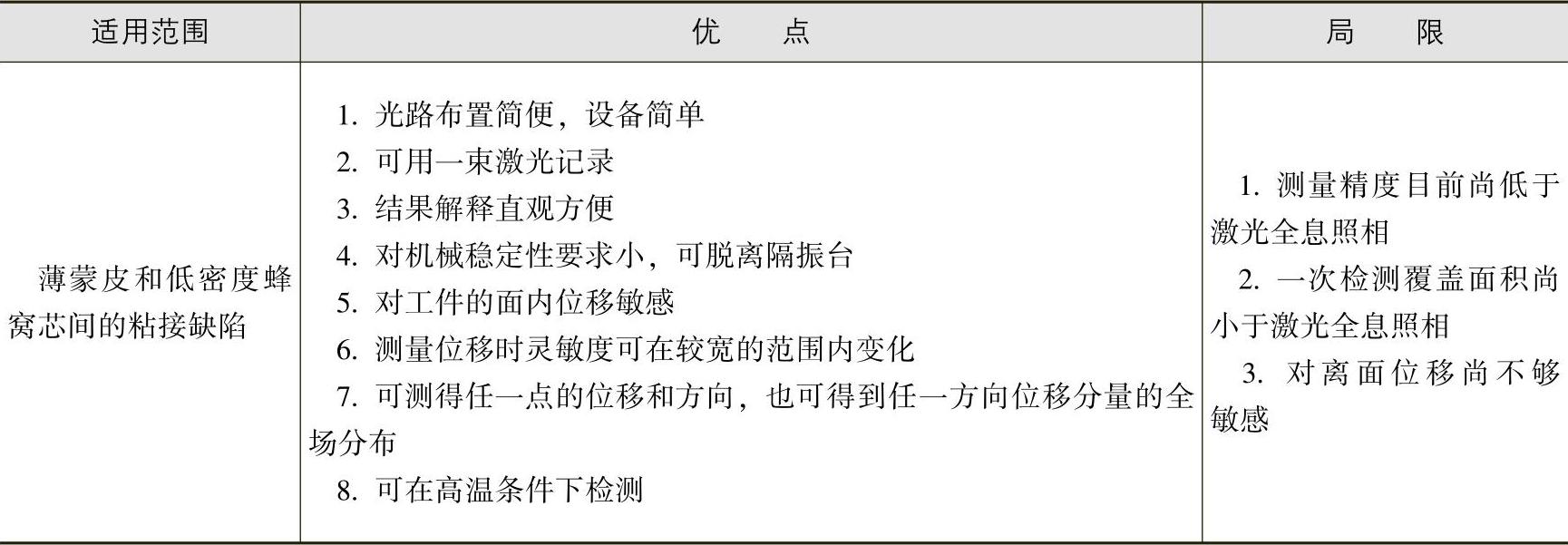
电子剪切散斑干涉检测的适用范围、优点与局限见表14.4-11。
表14.4-11 电子剪切散斑干涉检测的适用范围、优点与局限
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。