



编者 陈积懋 陈煕
粘接件的无损检测可分为粘接前的检测和粘接后的检测。粘接前,被胶接件的粘接面必须经过预处理,表面要求经过除污和阳极化,良好的粘接表面是形成牢固的粘接接头的必要条件。表面制备不良——表面有污染或阳极化不足是粘附强度低的主要原因。由于粘附只是很薄一层材料(<10μm)上的界面现象,迄今还没有一种对粘附强度的可靠的检测方法。常用的福克粘接强度检测仪(FokkerBandTester)仅能测量胶层的内聚强度,因而当其用于测量金属板-板胶接件的粘接强度时,前提就是必须以随炉试件证明,被检的胶接件的粘附强度大于内聚强度,也就是破坏必须产生在胶层的内部而不是界面。这就造成了生产上只能通过严格控制被胶接件表面的质量来间接保证粘附质量。表14.3-1列出了胶接件表面质量检测的内容和方法。
表14.3-1 胶接件表面质量检测的内容和方法
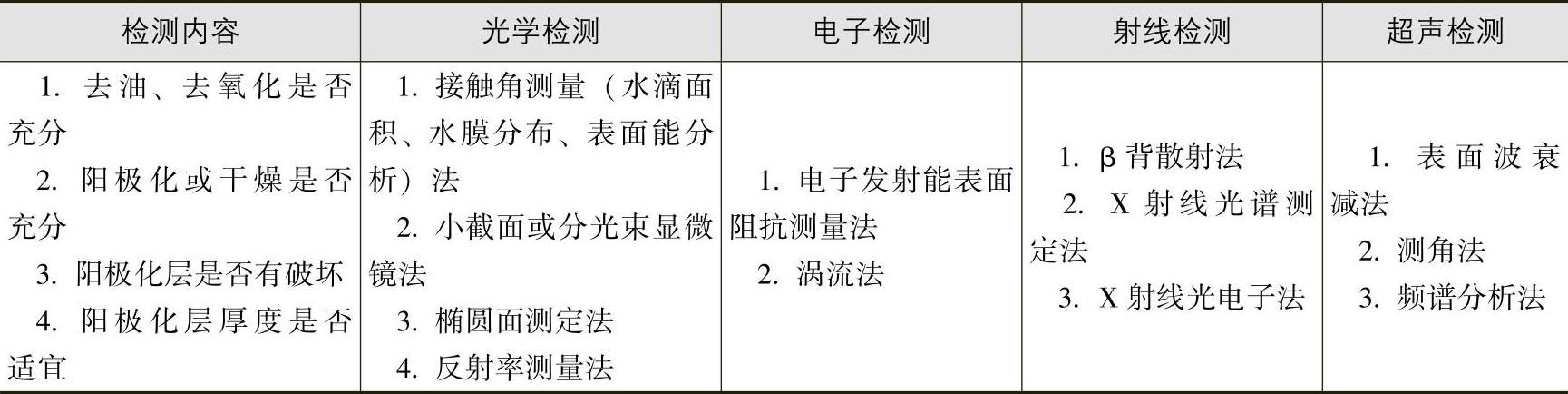
粘接前,预处理工序后的检查主要是对被粘接表面的检查,其目的是保证正确地完成处理工序。从表14.3-2可以看出,所用的检测方法都是着眼于表面清洁度和金属表面阳极化氧化层的厚度。在粘接前过量的水蒸气、碳水化合物和其他污染物都会降低接头的粘附强度。最简单的方法是测量表面的可润湿性,也就是通常所称的接触角检测。由于清洁的表面很容易润湿,水滴在清洁的表面可以铺层得很开。这样,就可以通过测量水滴的铺展程度来检查被粘接表面的清洁度。最简单的方法是,把一滴给定体积的水滴在被测的表面上,然后把一个划有细密网格的透明量规置于水滴上方,测出水滴铺展的面积,以此来检测表面状况。常用的表面质量检测装置列于表14.3-2。
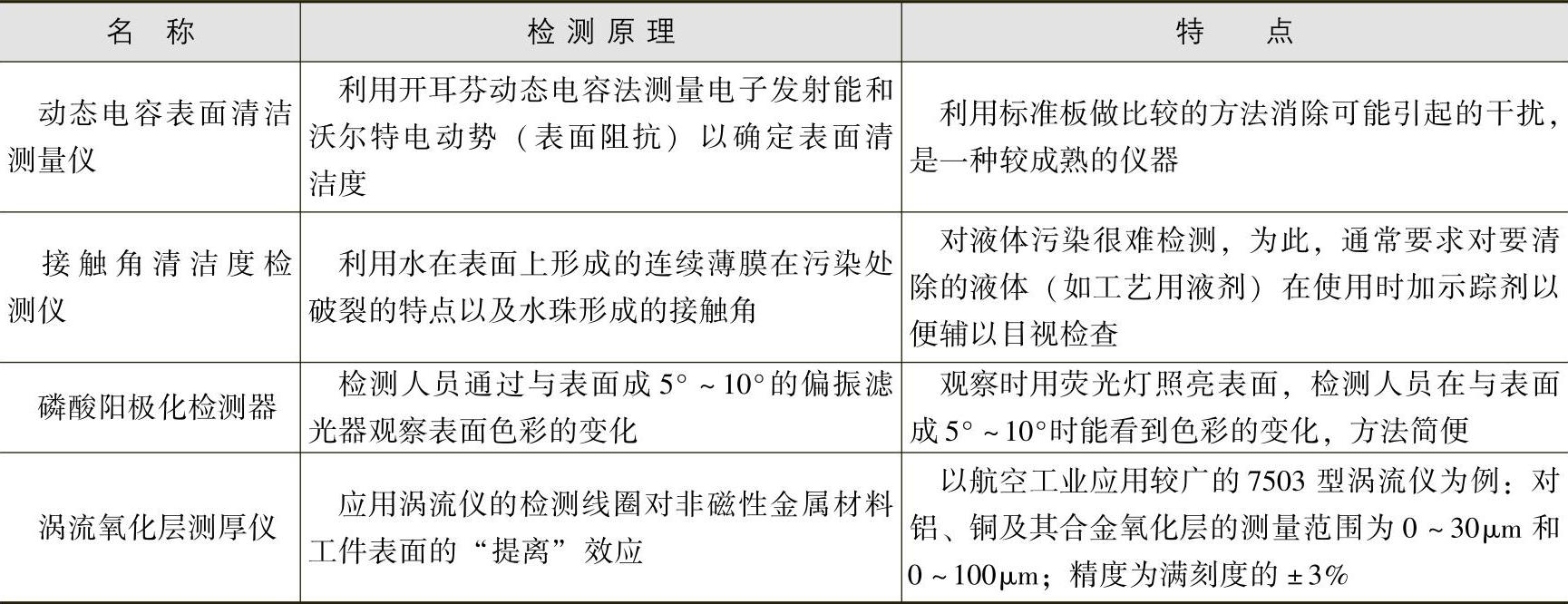
表14.3-2 常用的表面质量检测装置
 (https://www.xing528.com)
(https://www.xing528.com)
表14.3-2中的动态电容表面清洁度测量仪是一种应用较广的表面清洁度定量检测仪器。如果预处理工序与其已知的最佳规范不同,随着预处理工艺规范的变化,表面清洁质量也出现不同。如图14.3-1所示,在仪器测得的表面电动势和拉力(粘附)强度之间可以建立起对应的关系。
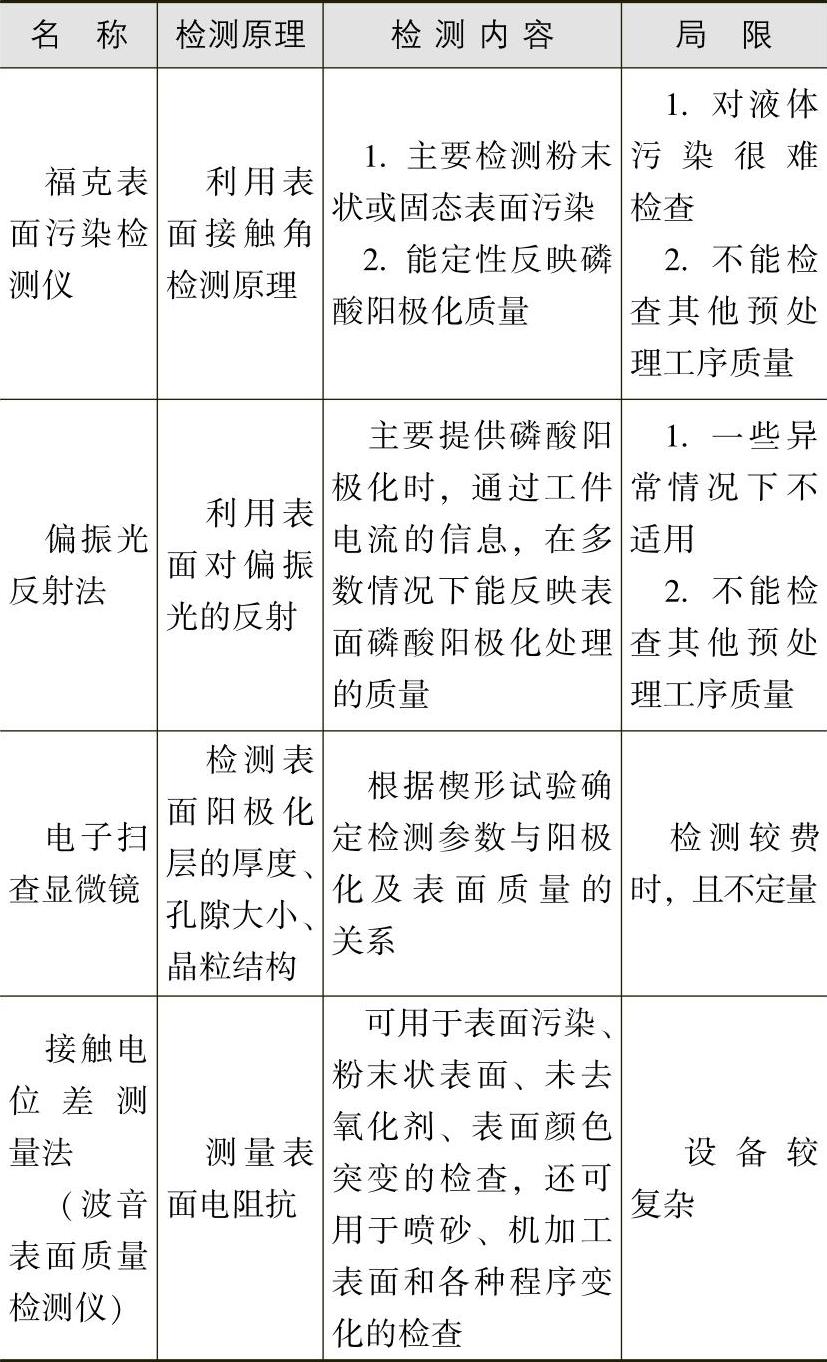
此外,福克表面污染检测仪和波音表面质量检测仪等是国外几家大型飞机工业公司研制并在生产上得到成熟应用的表面质量检测装置或方法,见表14.3-3。
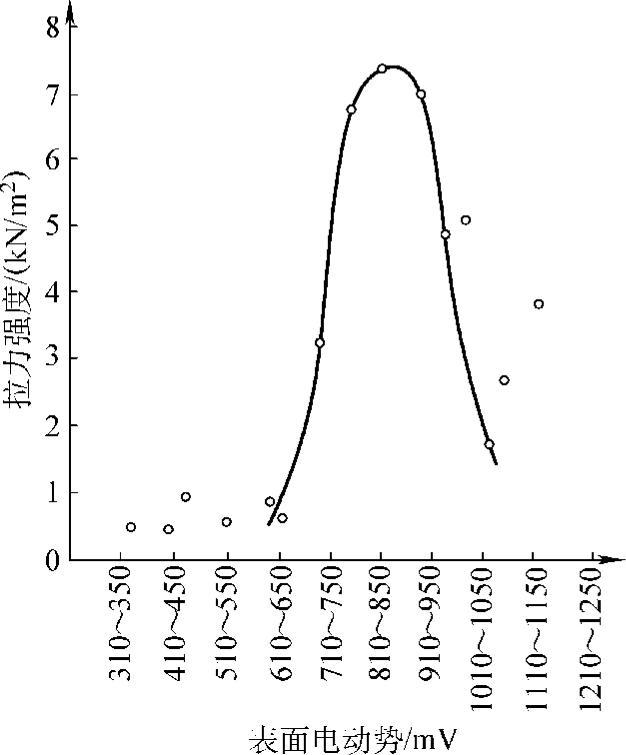
图14.3-1 铝合金粘接接头表面电动势测量确定的粘接前基体表面质量与粘接后拉力强度的关系
表14.3-3 飞机工业公司研制的表面质量检测装置或方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。