



1.超声波脉冲反射法
如图13.2-50所示,发送一超声微波传至模腔表面并反射回所接收到的信号,如图13.2-51所示。
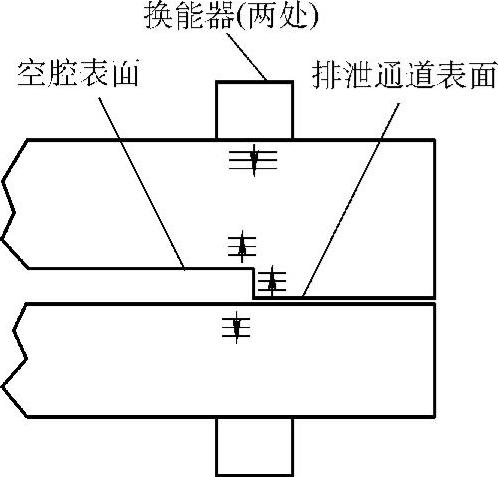
图13.2-50 注射模
注:图中表明换能器的放置。
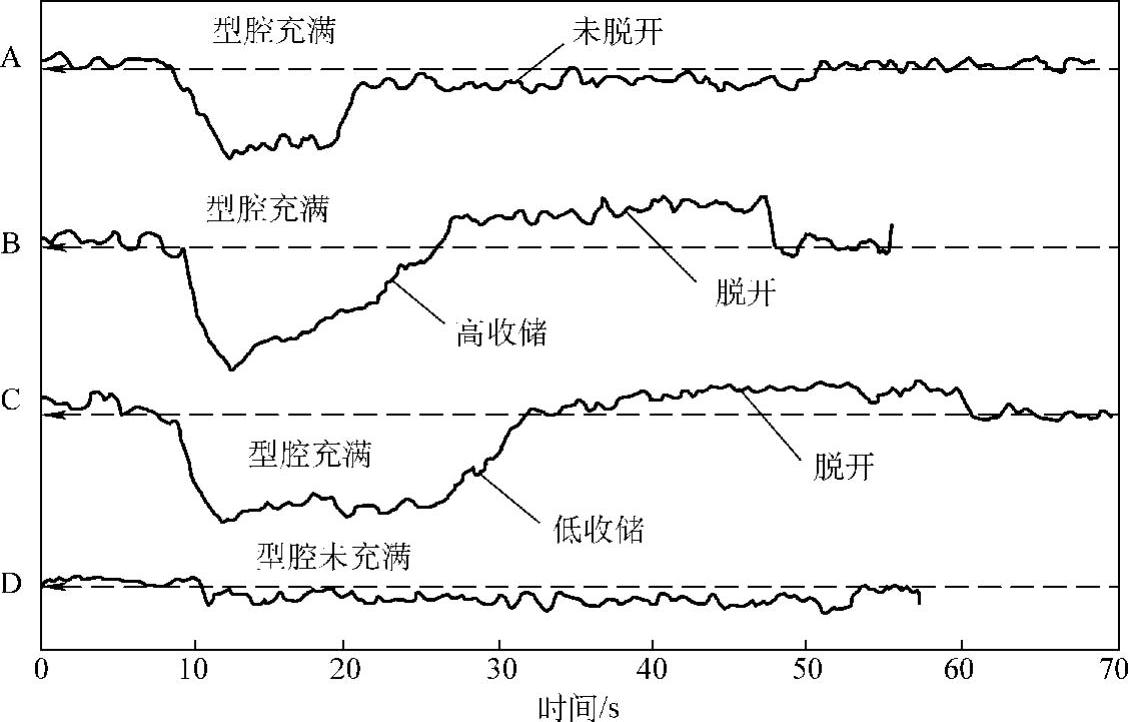
图13.2-51 对于4种不同情况用超声波传感器监测注射造型期间型腔的情况
情况A:注射塑料进入模腔到达超声波检测部位,接收信号幅度明显下降,随塑料在腔中冷却,塑料开始收缩从腔壁逐步脱开,此时接收信号幅度回到原始水平,到冷却时间终止,打开模腔取出制件。
情况B、C:模腔被充满。(https://www.xing528.com)
情况D:由于模具的机械装配不当,导致注射不足,接收信号没有下降。
在正常情况下,注入的塑料将泄入排泄区,在情况A,排泄通道中没有溢料,在情况B和C则有。排泄通道中有溢料为入射声能提供了传输路径,此时腔回波和通道回波幅度均下降,因为腔表面均接触塑料而排泄通道仅部分表面接触塑料,前者对幅度下降的影响要大。信号的初始下降说明腔的被填充。当腔中大部分塑料最终收缩脱离腔壁时,在通道中的塑料因凝结非常快收缩非常小使树脂在模被打开之前保持与通道表面接触,这是信号输出较空腔时为低的解释。
2.超声波脉冲透射法
如图13.2-50的配置,当采用透射法检测时,只在铸模被全部填充接收换能器方可接收到透射信号。随着聚合物的缓慢固化被压缩到全压力,透射信号的速度和幅度上升是很快的,由于弹性模量的上升,速度持续上升,而幅度则随零件的收缩和拉离腔表面缓慢衰减到零。
3.用激光超声监测树脂移动情况
树脂移动造型法是将纤维预成型坯放在模具的两面之间,树脂在低压下注入模具,填充模具的内腔,渗入纤维构架,在部件完全固化之后再从模具中取出制件。关键是要有一种自动的方法使树脂的注入受到控制。在树脂移入模具的过程中可能出现某些问题,如没有渗进到模具的所有部分,因此,需要在现场有一传感器来监视RTM过程以保证树脂的充填不要过早的停止。激光超声是很适合于这种监测的,因为它能工作于具有非平面的加热模和在与总的树脂移动时间相比要短得多的时间内获得超声波C扫查图像。这种超声波图像可用来评价树脂移动的完整程度和指出与树脂移动有关的问题或者在制件中存在的缺陷。
对于铝制模具,用CO2激光器作发射而用氩激光器作探测器来扫查铝制模具的整个表面,支架距离约1.5cm,CO2激光器的脉冲重复频率为40Hz,在205mm×335mm面积(42像素×70像素)、在120s获得超声波C扫查图像。
激光超声波系统在模具的外表面上产生纵向声脉冲,穿过20mm厚的铝到达模具的内表面(即内空腔),再被反射,形成图13.2-52的回波A,如果树脂已到达此检查点,纵向脉冲将部分穿入树脂,所测得的脉冲幅度将减小。如果树脂已完全充满纤维构架,纵脉冲将传播过复合材料到模腔的对面,而后再向模具外壁返回,形成图13.2-52中的回波B。因此,两个回波可用来确定树脂移动的情况,来自近侧模腔的回波幅度将表明树脂是否流到模具的这个面上,而来自远侧模腔的回波幅度将说明纤维构架是否已被树脂完全充满。图13.2-53则为用激光超声波系统监测树脂移动过程的系列超声波C扫查图像。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。