



光声显微镜(PAM)检测的基本原理见本手册第9篇第1章。在光声显微镜中热波的穿透深度由热扩散长度μs决定:
式中 κ——热导率;
ρ——密度;
c——比热容;
f——斩波频率。
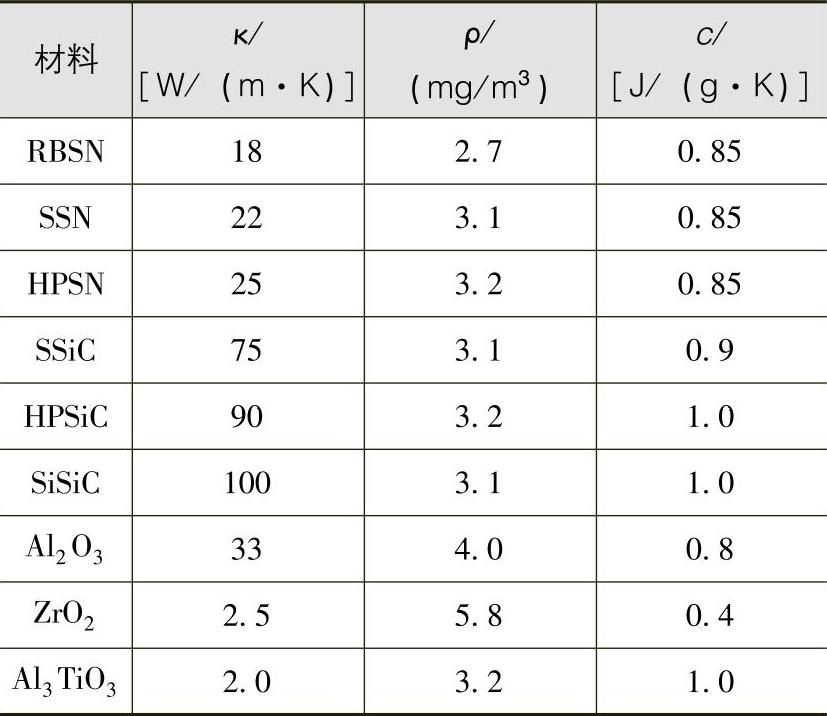
表12.3-9给出了用于计算陶瓷材料热扩散长度μs的材料常数。
表12.3-9 用于计算陶瓷材料热扩散长度的材料常数
 (https://www.xing528.com)
(https://www.xing528.com)
注:κ为热导率;ρ为密度;c为比热容。
在用努氏硬度试验压头,以1~12kg载荷在经加工热压氮化硅表面上制得裂纹的试样上,和在带孔洞(尺寸为20~50μm)烧结氮化硅试样上所做的试验表明,在激光功率为1.0W、斩波频率为300Hz、锁定放大器灵敏度为50μV、焦点尺寸为10~25μm情况下,当扫查速度为250μm/s时,最小可检裂纹是140μm长、70μm深;当扫描速度为50μm/s时最小可检裂纹是96μm长、48μm深。距表面50μm以内、尺寸为20~100μm的表面和内部孔洞是可探的。埋深200μm处的孔洞,即使尺寸大至200μm也不可检,这与在300Hz时,热扩散长度μs为138μm有关。尺寸为10~100μm的自然表面和近表面孔洞及夹杂物用PAM也是可检的。图12.3-15为在SSiC涡轮增压器上表面裂纹的PAM图像。此外,在球轴承、涡轮叶片和静叶片、陶瓷涂层和其他类型试样上所做的试验也都表明,PAM是一种高灵敏度的无损的表面分析技术。
应该指出,光声信号与缺陷的长度、深度、抗弯强度之间的关系是很分散的,如图12.3-16所示,这可能与小缺陷的三维特征可显著影响热波的相互作用和散射有关。
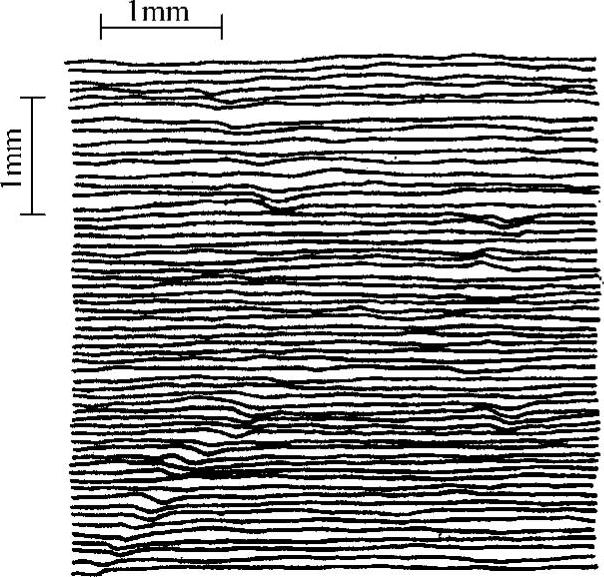
图12.3-15 在SSiC涡轮增压器上表面裂纹的PAM图像(相位图像,33kHz;10mm垂直位移相当于90°相移)
PAM图像的空间分辨力与SLAM或SAM是可比的,但是这种分辨力是靠牺牲扫查速率得来的,对于相同的空间分辨力,PAM是三种技术中速率最慢的,激光扫查速度受限于热惯性,在每一点上,射束必须滞留足够长的时间以得到一固定的热振荡数,对于-25μm的线分辨力,扫查1cm2面积约需4h。
SLAM和SAM需要液体耦合,只有PAM是非接触的。从概念上讲,因为它无需液体耦合剂,PAM将可用于未烧结陶瓷试件,但PAM有一严重的缺点,因为强度足以产生强声波的激光束可沿扫查线损伤表面,经损伤的试件在烧结后在扫查区可产生明显的裂纹,而在非扫查区则没有,因此,PAM不适合用于未烧结陶瓷。此外,对未烧结试样做连续扫查,可释放出气体,这可涂覆在罩的窗口上,阻塞激光束的进入。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。