



对于工作在高温的机件,如供电燃气涡轮发动机,为了提高其性能,必将带动工作温度的上升和对涡轮元件提出更高的要求。对此,某些元件如风扇叶片已用镍基高温合金制作,并在此基底上用电子束等离子气相沉积工艺或等离子喷涂工艺覆以0.10~0.25mm的NiCoCrAlY。这种覆层为制件提供了氧化防护和质点腐蚀防护,并提供一定程度的热隔离,即高温防护覆层,厚度约为微米级。
1.基底中缺陷的涡流检测
高温防护覆层的寿命有限的,使用一定时期可能就要剥去重新涂覆,但在使用期间进行无损检测是需要的。在覆层中,常见的缺陷有裂纹和脱粘。这不一定就是危险的,也不一定要导致制件的报废,但在基底中的任何缺陷是危险的,必须就地对覆层进行检测。因此,以电子束等离子气相沉积工艺将厚度0.13~0.25mm的NiCOCrAlY涂覆在高温合金上,制备了如图11.8-39所示的各种类型的试样。其中的模拟脱粘直径为3.2mm,模拟缺陷(电火花加工槽)长3.2mm、深0.15mm。
(1)单频涡流检测用1MHz平探头进行二维扫查,结果可分为不同的两类:
图11.8-39 所采用的试样尺寸及不同的缺陷位置
可以看出,单频技术在不能确定是否存在脱粘的情况下,是不能提供区分覆层缺陷和基础底缺陷所需信息的。
(2)多频扫查采用频率范围是100kHz~10MHz。从相当低的频率开始,使涡流能向下到达基体金属,而后转向以足够高的频率,使趋肤深度能落在覆层的厚度内。当然,所用均匀场平探头应能覆盖此必需的频率范围。数据表明,多频涡流技术可用以将缺陷分类:
结果也表明,在带脱粘时,此技术也不能鉴别仅是覆层开裂还是覆层开裂已进入基底金属,进一步的工作仍待进行。
2.弹性模量的测定
高温防护覆层的弹性模量测定是可用超声波法进行的,只要覆层的厚度足以使来自前表面的回波与来自覆层/基底界面的回波可在时间上分离。用普通的脉冲回波法测量纵波和剪切波的速度(vL和vS),结合覆层的密度,即可得到弹性模量(可参阅本手册第10篇第3章)。表11.8-2所示为在等离子垂直喷涂ZrO2试样上所得结果。
对于覆层弹性的超声瑞利波法评估已日益受关注,这是因为所测弹性可以被约束在距表面一个波长的深度范围内,可广泛用于评估薄覆层的性能。为了克服等离子喷射陶瓷覆层的粗糙表面和高孔隙率所产生的明显散射和衰减,可采用双元大孔径无透镜线聚焦换能器,如图11.8-40所示。双元换能器由两片聚偏氟乙二烯膜制成,一片用于发射超声波,一片用于接收超声波,有效面积12mm×30mm,厚度28μm,孔径为62mm,焦距60mm。利用此换能器可得覆层的瑞利波相速度CR,并从而计算出其弹性模量(参阅本手册第10篇第3章)。
表11.8-2 在等离子垂直喷涂ZrO2试样上所得结果
图11.8-40 双元大孔径无透镜线聚焦换能器
3.厚度的测量
(1)β反向散射法用90Sr/90Y的2.2MeV能量的同位素源,可在几秒钟内测量至120mg/cm2的覆层,在大约2cm2的面积上平均。从源反射到计数器的β射线,比率取决于表面层的平均密度。对于陶瓷覆层,可用于约0.5mm的厚度测量。
(2)涡流法测量贴着表面放的平线圈的AC电抗,所获得的读数与金属基底的厚度、电阻及绝缘覆层的厚度有关。在电子束物理气相沉积工艺中,导电的连接层对陶瓷层厚度的涡流测量影响会很大,而连接层厚度的变化影响并不显著。因此,采用基体上有连接层的标准参考试块对设备进行校准,测量结果可较准确。
(3)超声波速度法测覆层厚度本节以镍基高温合金上的渗铝层为例进行叙述。由于渗铝覆层厚度可为(80±30)μm,一般超声波方法是难以使用的,特别是对制件在使用过程中的检测,需研究新的声速法测此厚度。图11.8-41所示为用于超声波速度测量的装置示意图。采用的是15MHz带延迟块的超声纵波探头,利用互相关技术,速度测量中的分散小于±3m/s。由于在渗铝覆层中的声速高于基体,整个试件的声速随覆层厚度的增大而增大,如图11.8-42所示。从测得的超声波速度随覆层厚度的变化,可建立以下关系式:

图11.8-41 用于超声波速度测量的装置示意图
 (https://www.xing528.com)
(https://www.xing528.com)
图11.8-42 对于两种基体厚度, 超声波速度与覆层厚度变化的关系
或 
式中 x——覆层厚度;
A——试样的基体厚度;
vx——覆层中的超声波速度;
vA——基体中的超声波速度;
v——带覆层试件整个厚度的速度。
可见在覆层/试样厚度和 之间有线性关系。图11.8-43所示为对于2mm和4mm厚度的试样,超声纵波速度的倒数
之间有线性关系。图11.8-43所示为对于2mm和4mm厚度的试样,超声纵波速度的倒数 与覆层对试样厚度比的
与覆层对试样厚度比的
图11.8-43 对于2mm和4mm厚度的试样,超声纵波速度的倒数 与覆层对试样厚度比的关系
与覆层对试样厚度比的关系
此法的优点是:①可用于任何基体/覆层组合,无论其声特性阻抗、电能性、磁性能如何,需预知的仅是在基体和覆层中的超声波速度,它们应是不同的;②既可从基体侧也可从覆层侧进行测量;③可用于测量相当薄(>10μm)的覆层,而通常的超声波法所测厚度约为1mm。
4.连接的热波表征
(1)自动扫描光热显微镜波试样是在钢基体上用等离子喷涂上厚0.2mm的Gr2O3覆层,所用检测设备是自动扫描光热显微镜。试样用方波强度调制氩离子脉冲激光束加热,光束经聚焦(300μm),功率约100mW。试样表面的热波可用不完全聚焦的热电红外探测器检测,用同步分析器进行大小和相位的测量。用以表征覆层和基体之间的界面有缺陷的量是热接触电阻Rbd,而Rbd=(T1-T2)/ϕ。这里,(T1-T2)为温度的不连续,ϕ为穿过界面的热通量,可见Rbd随界面缺陷的增大而增大。在Cr2O3等离子喷涂覆层界面处,所得到的反射系数的实部和虚部与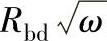 的关系如图11.8-44所示。此处,ω为热波的角频率。说明在试样表面,热波的幅度和相位也是频率的函数。
的关系如图11.8-44所示。此处,ω为热波的角频率。说明在试样表面,热波的幅度和相位也是频率的函数。
为使连接缺陷的检测最佳化,测量频率的选择应使界面有微小缺陷,即可导致大的相移。对上述试样,好的频率将是3Hz。此时,覆层厚度约为0.8δ。这里,δ为热扩散长度,δ=(2α/ω)1/2,α为热扩散率。由于热接触电阻和连接强度与试件材料有很大关系,对于每一覆层/基体组合,均应慎重通过试验选择适宜的频率,这是需加注意的。
从上述内容可知,对厚度为l的覆层,如果其热扩散率α较低,则l/δ较大。此时,热波的调制角频率ω必须减小,方可使热扩散长度δ增大,从而对覆层整个厚度进行检测。在采用点扫描技术成像时,势必增大数据采集时间。因此,研究采用连续波调制加热和用红外扫描器通过表面温度测量进行检测。
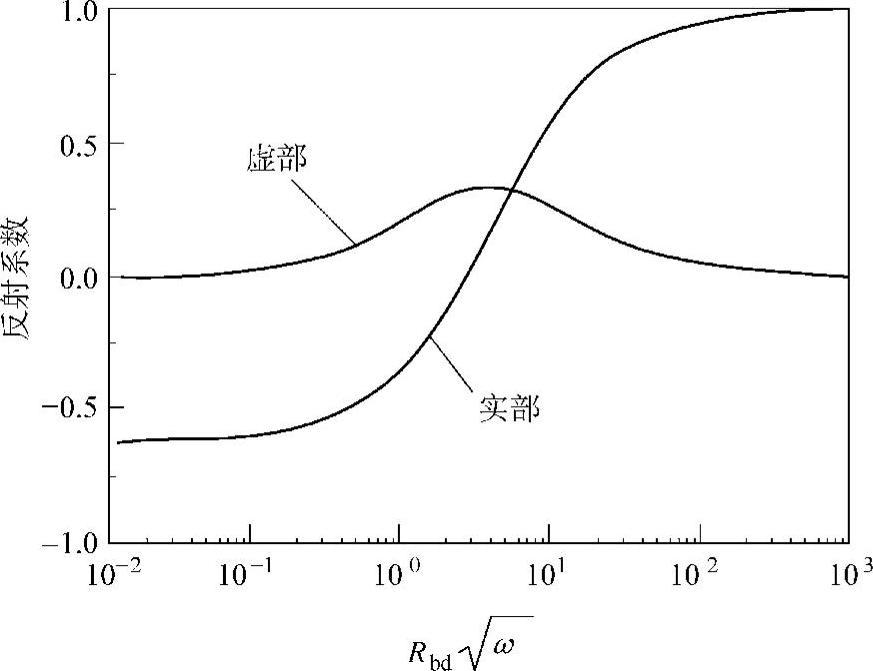
图11.8-44 在Cr2O3等离子喷涂覆层界面处,所得到的反射系数的实部和虚部与 的关系
的关系
注:1.水平轴是热接触电阻和热波角频率平方根的乘积。
2.热喷发率e1=3.0×103WS1/2/(K·m2)和e2=1.3×104WS1/2/(K·m2)。
(2)等离子喷涂层中连接缺陷的热波成像作为一例,用作激励源的是一闪光持续时间约5ms的5kJ闪光灯,均匀地施加热量于试样。光脉冲的射入使材料表面温度随时间而变化,形成热波。当热波脉冲遇到表面下缺陷时,它被反射传回表面,在这里,它改变了表面温度与时间的关系。这种变化出现的时间取决于热波脉冲向下传到缺陷并返回所需的时间。一市售的红外照相机(带有3倍望远镜透镜和一6″特写镜头附件)用于探测来自试样表面的红外辐射。该照相机采用单个的液氮冷却Hg-Cd-Te探测器,有-8~12μm的谱响应,两个扫描反射镜用于形成图像。来自红外照相机的标准视频信号被送进实时数字图像处理系统,模拟信号在数字化之前经滤波和放大。
闪光的最佳重复频率和用于画面提取的时间延迟是通过加热和冷却曲线的观测确定的。红外辐射与时间的关系图可给出缺陷区和本底对比度为最大的时间。一旦观察最大对比度的时标被确定,可从两个时间窗提取画面,第一个靠近加热曲线的峰值,第二个靠近冷却曲线的尾部(取决于取样的参数),如图11.8-45所示。在每一窗中的多重画面被平均,然后相减,以消除红外本底信号,所形成的图像经后处理可存储和显示,彩图可给出最好的视觉效应。需加注意的是:就获得最佳对比度而论,不同类型金属上的等离子喷涂层中的连接缺陷出现的时间延迟是不相同的,不过利用所述装置都是非常容易观察到的。例如厚度是200~400μm氧化铬涂覆在钢上,时间延迟约为70ms,在表面达到平衡后1s,分层不再可见;氧化镁锆酸盐覆层最大对比度出现在闪光后的1.5s,而氧化钴覆层(热障覆层)延迟时间可长至1~2min。
图11.8-45 画面提取的时间安排
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。