



滚压加工使工件表面在外力作用下发生弹塑性变形,表层的组织结构和物理性能发生变化,晶粒形状沿变形方向延伸,晶粒细化,表面粗糙度值降低,在金属表层产生极大的残余压应力。喷丸强化是高速运动的弹丸流连续向零件表面喷射的过程,弹丸流的喷射相当于无数小锤向金属表面的锤击,使金属表面产生极为强烈的塑性变形,形成表面强化层,层内形成高的残余压应力。
疲劳失效可分为裂纹的萌生、微裂纹扩展、宏观裂纹扩展以及断裂几个阶段。滚压和喷丸形成表面强化层,层内的高残余压应力迫使裂纹转移到表面以下萌生,而表面以下部位的工作应力较表层低,这就延长了裂纹萌生期。裂纹再向外表面扩展时,在表层残余压应力场的作用下,可减缓裂纹扩展速率;又由于表层下的裂纹源是在与空气隔绝的情况下扩展,排除了环境介质的影响,扩展速率也会降低,因而可提高材料疲劳寿命。由此可见,在制作过程中,对经滚压加工和经喷丸的零件表面浅层中存在的残余压应力进行无损检测以检测工艺是非常有益的。更重要的是如果在关键件的疲劳寿命预示中,由于在高的工作温度下可能存在高度可变的应力释放,则在经过延长使用后,残余应力的无损检测该是绝对必要的了。以下仅就喷丸强化的无损检测进行叙述。
当今,对喷丸强化残余应力的评估,唯一可靠的无损方法是X射线衍射测量。此法限于非常薄(≈0.025mm)的表面层,比喷丸所产生的残余压应力的典型透入深度要小约一个数量级。近期的研究显示,已有其他的无损检测方法可供选用。
1.超声瑞利波技术
超声瑞利波透入材料约1个波长(λ)深,因此仅对厚度1λ的层的材料性能和压力敏感。通过测量瑞利波速度-频率关系,可获得应力与深度的可能关系曲线。但是,金属表面喷丸在表面可引起能影响超声瑞利波速度的因素有:①与喷射强度有关的表面变粗糙;②因表面层受到显著的冷变形,可导致位错密度的增大;③晶粒的择优取向使材料成为各向异性。为了测量喷丸引入的残压余应力,有必要了解每一影响因素并考虑从总的测量予以分离。
在一种耐高温镍基合金(Waspaloy)试样上进行了测试,将一块试样按低应力磨削工艺磨削,以除去在加工过程中金属表面可能引入的任何残余应力;另三块试样则分别喷丸到10N(3.3A)、5.5A和9A的Almen强度。用X射线衍射法测量Wasp-aloy试样的近表面的应力分布如图11.8-1所示。可见,喷丸强度的增大很大地影响到压应力的透入深度,而对最大应力值几乎没有影响。

图11.8-1 用X射线衍射法测量Waspaloy试样的近表面的应力分布
在试样上超声瑞利波速度测量,考虑到希望有高的测量精度和好的空间分辨力,是采用线聚焦探头以单音脉冲信号激发,以V(z)法进行的,参阅本手册第10篇第3章。为了部分消除与不均匀性相关的误差,测得数据是以(v/v0)的形式给出的。这里,v为在经喷丸试样上测得的,而v0则是在经低应力磨削试样上测得的。用V(z)法测得的瑞利波速度如图11.8-2a所示。可见,对于一给定的频率(在材料中波的透入深度与频率成反比),速度随喷射强度的增大而降低,频率越高,速度的变化会越大。应该注意:观察到的速度行为乃是喷丸发生的诸因素对速度影响的综合。
(1)外应力的影响用液浸的应力施加装置在低应力磨削加工试样上施加大小不同的压应力,用5MHz(λ≈0.6mm)测得的瑞利波速度如图11.8-2b所示。应注意施加的外压力-450MPa已约为在喷丸试样中最大压缩残余应力(-1000MPa)的一半(如图11.8-1所示)。可见,外应力对波速的影响是小的。
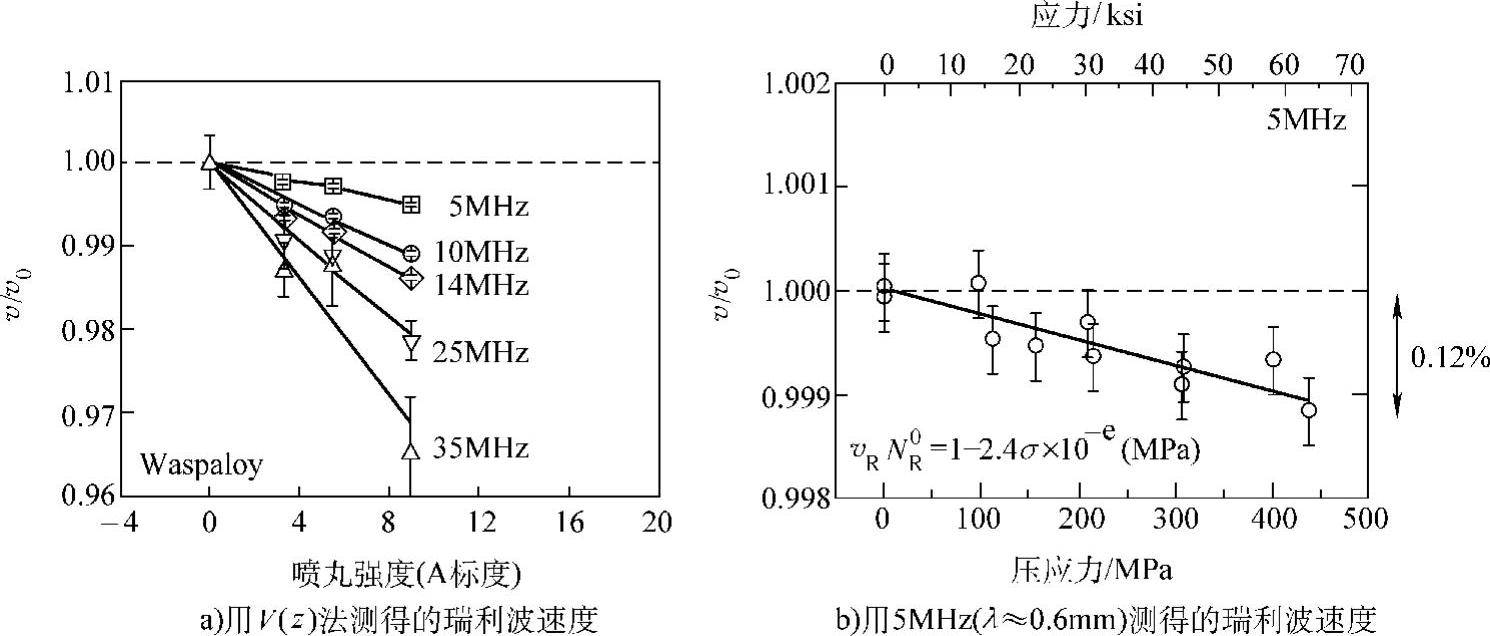
图11.8-2 用X射线衍射法测量近表面的压力分布
(2)表面粗糙度和织构的影响表面粗糙度和织构对瑞利波速度的变化的影响分别如图11.8-3和图11.8-4所示。

图11.8-3 对于经喷丸的Waspaloy试样,在5MHz测得的表面粗糙度对瑞利波速度变化的影响
总之,根据在经喷丸的Waspaloy材料上进行的测试已可以表明,外应力、表面粗糙度和织构的影响均尚不能证明能支配所观察到的瑞利波速度的变化。已经提出,喷丸发生的位错密度的增大,可能对残余应力引起的瑞利波速度的变化有所影响,这有待进一步的研究。
近期,有用临界折射纵波(LCR)在经喷丸试样上测量残余压应力的报告,用LCR技术的优点与瑞利波技术相同。但是,LCR波对织构较不敏感,但要分离表面粗糙度和残余应力对所测得结果的影响也尚有困难。
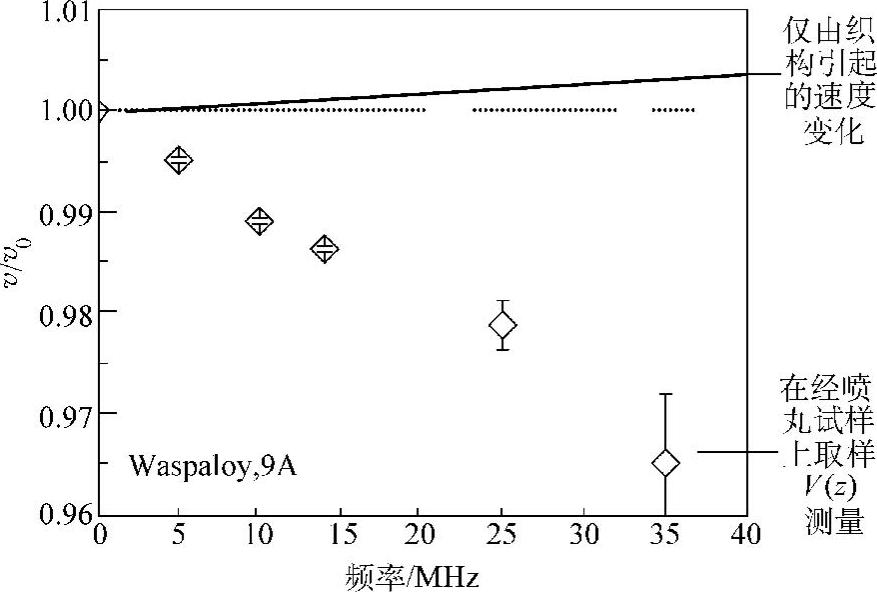
图11.8-4 在经喷丸的Waspaloy表面,瑞利波传播的频散织构变化影响的试验比较
2.涡流电导率测量技术
喷丸在金属的表面可引入表面粗糙、织构和残余压应力,每一种力学状态均可使涡流测量的输出相对于喷丸前的相同表面产生变化。表面粗糙度不改变基体材料的电导率,但对在近表面区中流动的涡流改变了有效程长。在使用涡流线圈时,将产生一实际的提高。位错由于增加了电子散射,使电导率降低,而压缩(拉)应力则可使电导率上升(下降)。所以在采用涡流法测量时,需了解每一因素的影响。
检测的进行是将7075-T7351铝试样喷丸到阿尔旺(Almen)强度4C、6C、8C和10C,用涡流电导率记录电导率变化与角频率的关系。涡流在试样中的透入深度则与所用角频率成反比,测量用4个分立的频率(60kHz、120kHz、240kHz和480kHz)进行。
(1)电导率与外加压应力的关系对低应力磨削试样,所得电导率与外加压应力的关系曲线如图11.8-5所示,说明并无显著的变化。(https://www.xing528.com)
(2)电导率与频率及喷丸强度的关系图11.8-6a表明,对一特定的频率,喷丸强度越高,电导率下降越大。这与越强的喷射将会给出越大的位错密度的假设是一致的,而对于一特定的喷射强度,则电导率随频率的上升(透入深度的减少)而降低,这与较大的冷变形集中在靠近试样表面的假说一致。图11.8-6b是在经喷丸后退火的表面上测得的电导率,退火使试样从T73热处理状态回复到T0状态,经喷丸到4C和6C的试样电导率与未喷丸试样的平均电导率变成不可分辨,这说明由于喷丸而导致的位错密度支配着电导率的变化。对于喷丸强压8C和10C试样,表现有类似的趋势,但电导率并未完全回到未经喷丸的值,这可表明是表面粗糙度的影响。

图11.8-5 对低应力磨削试样,所得电导率与外加压应力的关系

图11.8-6 Al7075-T7351试样电导率与频率(透入深度)的关系
由此可得,对于通过涡流电导率的测量进行喷丸残余压应力的检测,欲将位错密度与表面粗糙度的影响分离,尚需作进一步工作。
3.巴克豪森磁声发射法检测
关于巴克豪森磁声发射法,可参阅本手册第5篇第5章。
将用HP9-4-30高强钢制成的三块长试片热处理到45HRC,接着磨光,然后用三种不同的Al-men强度喷丸。所得试样用市售的Stersscan 500C仪检测,所得应力数据与检测深度的关系如图11.8-7所示。所表明的趋势与理论推测是一致的,即巴克豪森活度随压缩应力的增大而下降,而Al-men强度的增大相当于压缩应力的增大。

图11.8-7 试样的应力数据与检测深度的关系
4.热电技术
当被检试样受到定向的加热或冷却时,在母材和夹杂物或其他类型非同性物之间的界面处将会存在温差,因而也就有不同的热电势。这热电势可在夹杂物等的内部和外部产生相反的热电流形成局部环路。当用一灵敏的磁强计扫描该试样时,可检测到这些热电流的磁场,即使夹杂物等处于表面之下和磁传感器是离开试样的。
已经证实,当试样已形成有温度梯度时,喷丸所产生的近表面受压缩区中局部热电流的磁探测是可用于残余应力的非接触无损表征的。但是,除了残余应力这一主要效应外,此法对喷丸的第二材料效应(局部织构、位错密度的增大、硬化)也敏感,而对表面构形(表面粗糙度)是完全不敏感的。
对于C11000铜试样,残余应力的效应较第二材料效应更敏感,所记录的磁信号平均峰-峰幅度与喷丸强度的关系如图11.8-8所示。但要可靠分离这两种效应,尚需做进一步的工作。
5.电阻率技术
加工硬化有很多不同的理论解释,4个推荐的理论是非晶理论、碎化理论、点阵畸变理论和位错理论。这些理论预示了规则点阵结构的周期性的破坏由于阻碍电子的转移,可使电阻率增大。试验数据是在304、316和Cr-Mo合金上获得的。数据表明,由于出现应变硬化,电阻率可有明显的变化。图11.8-9说明对于不锈钢典型的电阻率变化情况。

图11.8-8 磁信号平均峰-峰幅度与喷丸强度的关系
注:C11000铜试样在315℃两次部分应力释放前后,在460℃应力几乎全部释放,在600℃最终再结晶后所记录的磁信号平均峰-峰幅度,所有的压力释放和再结晶是在真空炉中进行30min

图11.8-9 对于不锈钢典型的电阻率变化情况
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。