



当线材的直径较小、拔制或轧制速度较高、特别是在高温轧制状态时,无法采用水耦合的超声波检测法来对线材进行检测,需要选择不使用耦合剂的检测方法。在这些情况下,可用涡流检测法来探测线材的表面缺陷,而线材内部缺陷的探测可考虑采用超声导波的方法进行检测。
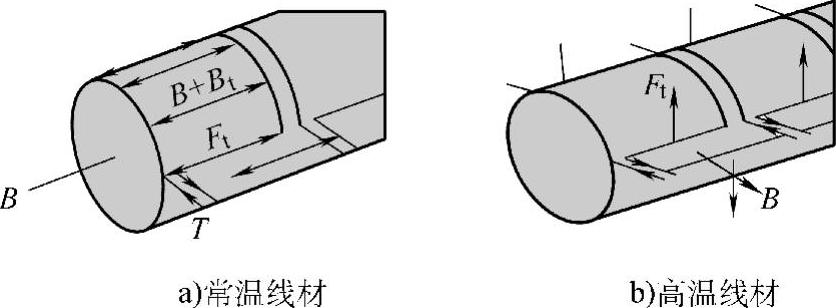
导波是沿线材的轴向传播而在其他二维方向上共振的超声波。线材中的导波具有与板波相类似的频散性质。线材中导波的激发方式有两种:①一种是通过调整压电探头的频率和入射角而在线材中激发出导波。但用这种方法激发的导波并不纯净,会同时混杂有各种超声波模。此外,探头的调整也比较困难,再加上压电超声波的传播需要耦合介质,因此压电超声导波并不适于线材高速、高温的在线检测;②近些年来,出现了研制用电磁超声波在线材中激发超声导波的方法,这是导波激发的第二种方式。电磁超声波探头中包括一个磁铁和一个高频线圈,依靠在被检线材中的电磁相互作用,可在线材内激发出超声波。图11.5-29所示为电磁超声波法在线材中激发导波的原理示意图。其中,图11.5-29a为在常温状态下,铁磁性线材以磁致伸缩力激发的超声导波;图11.5-29b为在高温(居里温度以上)状态下,线材过渡为非铁磁性材料后以洛仑兹力激发的超声导波。
超声导波相对于其他超声体波(纵波、横波)而言,具有传播距离远、速度快等特点,特别适合于线材的快速检查。导波的检测灵敏度与被检线材的直径有关。导波在声波传播路径上,能够有效检出尺寸为1/300线材断面积的横向缺陷。
由于电磁超声导波法不需要声液态耦合介质,所以可在线材生产线上实现在线检测。在线检测时,电磁声探头置于两拔丝模之间。线材从进入端拔丝模出来后立刻穿入电磁声探头,检测完成后,再进入另一拔丝模。这种装置可实现50m/s甚至更高速度的在线检测。图11.5-30所示为一种德国研制的高速线材的超声导波检测装置。
 (https://www.xing528.com)
(https://www.xing528.com)
图11.5-29 电磁超声波法在线材中激发导波的原理示意图
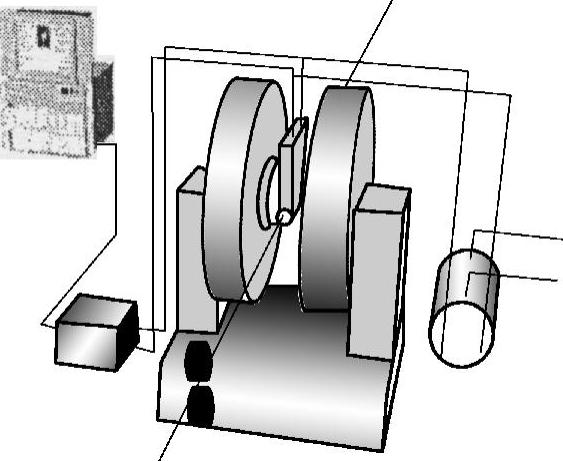
图11.5-30 一种德国研制的高速线材的超声导波检测装置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。