



当被检件为密闭型容器(如集成电路、手表、罐头等)时,既无法对其做抽真空检漏,又无法做充压吸枪法检漏,通常采用背压检漏。
4.3.4.1 检漏程序
背压检漏一般分为三步,如图9.4-12所示。
1)加压充氦:将被检件放置在压力容器中,预先对容器抽真空至1kPa左右,再将纯度符合要求的氦气加进压力容器。加压的压力与时间应符合标准或图样规定。
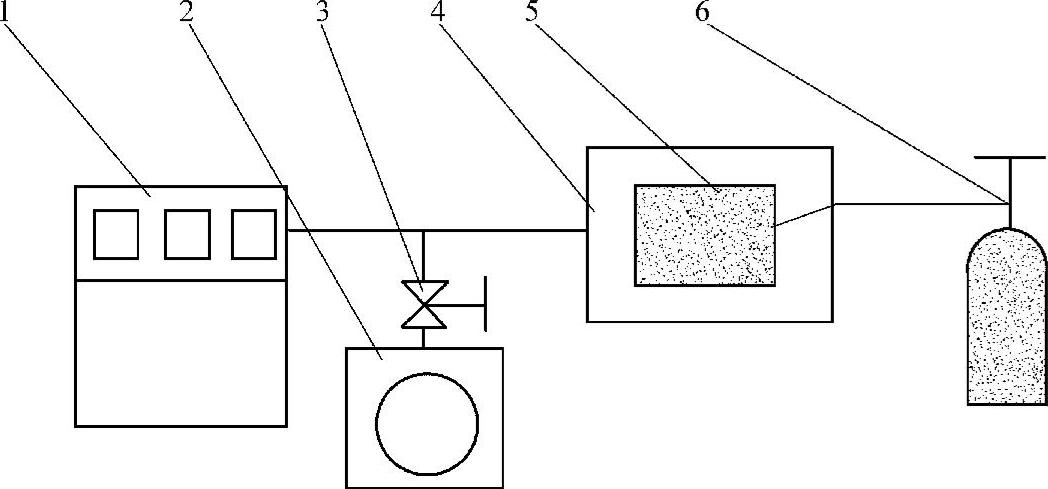
图9.4-10 充压抽真空检漏示意图
1—检漏仪 2—辅助泵 3—辅助阀 4—真空容器 5—被检件 6—氦气瓶
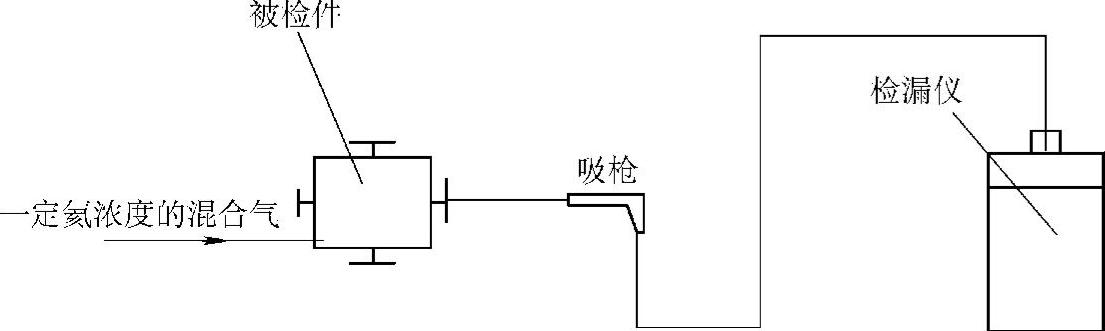
图9.4-11 充压吸枪法检漏示意图
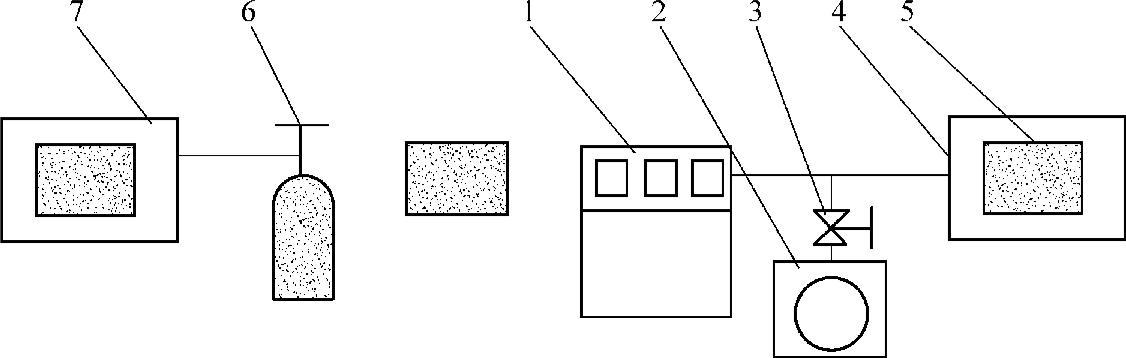
图9.4-12 氦质谱背压检漏示意图
1—检漏仪 2—辅助泵 3—辅助阀 4—真空容器 5—被检件 6—氦气瓶 7—压力容器
2)净化:被检件取出后,要用干燥的氮气或空气吹除表面吸附的氦。
3)检漏:把被检件放入真空容器,并使该容器与氦质谱检漏仪相连。预先对真空容器抽真空,然后打开检漏仪进行检漏。若被检件有漏孔,则压入元器件内部的氦气会通过漏孔逸出进入检漏仪,显示该被检件有泄漏。
4.3.4.2 漏率的计算
若被检件有漏孔,检漏仪上会有一个漏率显示值,称为测量漏率,以R1表示。这个漏率值不是被检件的真正漏率,它与检漏前对被检件加压充氦的压力pE、加压时间t1、被检件空腔体积V、被检件加压完毕到检漏之间的待检时间t2均有关系,还与被检件自身的等效标准漏率L有关。
对于体积相同的被检件,加压充氦的压力pE越高、加压时间t1越长,进入被检件内腔氦气就越多,检漏时,仪器显示的漏率值R1就越大;等效标准漏率相同的被检件,其空腔体积越大,压入的氦气使内腔产生的氦气分压就越小;检漏时,仪器显示的漏率值R1就越小;待检时间t2拖得越长,在未检测前从漏孔漏出的氦气就越多,到正式检漏时,能进入到检漏仪中的氦气就要减少,使测量漏率R1变小。基于上述这些原因,在检漏仪给出被检件的测量漏率R1后,还要作相应计算,才能得出其真正的漏率,即等效标准漏率L。
当漏孔较小时,通过漏孔的气流可以认为是分子流。对分子流漏孔,漏率计算公式如下:

式中 R——示踪气体(氦)的测量漏率(Pa·m3/s);
L——等效标准漏率(Pa·m3/s);
pE——施加的绝对压力(Pa);
p0——大气压力(Pa);
MA——空气的分子量(g);
M——氦气分子量(g);
t1——施加pE的时间(s);
t2——去除压力后到正式检漏之间的停顿时间(s);
V——被检件封装的空腔容积(m3)。
公式(9.4-3)比较复杂,使用不方便。对于非常小的漏孔,可以用下列求近似值的简化公式代替。(https://www.xing528.com)
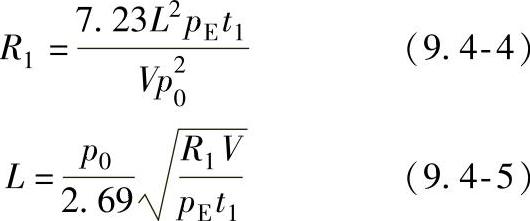
上面两个计算漏率的公式是按漏气气流为分子流推导出来的。当L<10-6Pa·m3/s时,通过漏孔的气流状态可以看作分子流,误差不是太大,所以在使用该计算公式时,应特别强调当L<10-6 Pa·m3/s才可使用。
4.3.4.3 测量漏率R1与等效标准漏率L之间的关系
从公式(9.4-3)~(9.4-5)均可看到,测量漏率R1与等效标准漏率L之间存在函数关系。为了将R1与L之间的关系看得更清楚,将上述公式(在将pE、t1、t2和V设置一定值后)制成图9.4-13所示的曲线。
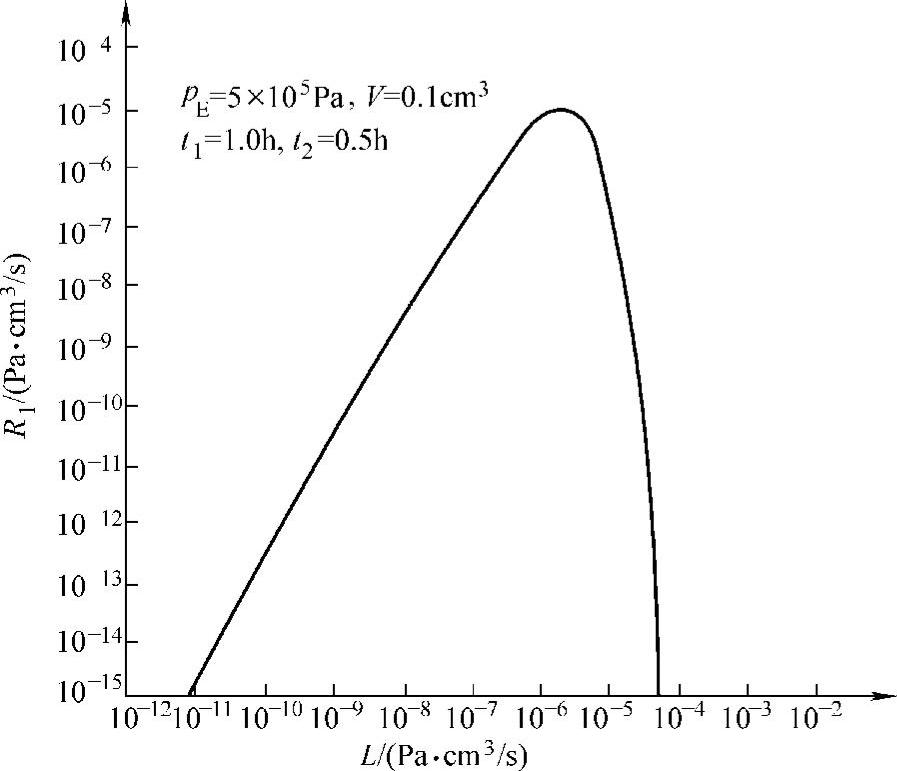
图9.4-13 测量漏率(R1)与等效标准漏率(L)关系曲线
从曲线可看出以下两个特点:
1)每一测量漏率R1对应两个等效标准漏率L。也就是说,检漏仪上有一个测量漏率,被检件可能存在一个较小的漏孔,也可能存在一个较大的漏孔。最典型的情况是当测量漏率R1为0时,元器件可能是不漏的,也即在加压时没有氦气进到元器件内腔中,则检漏时无泄漏显示;但也可能被检件有大漏孔,在加压时氦气通过漏孔进入了内腔,但在卸压后的净化过程和检漏前的抽真空过程中,进入被检件内腔的氦气又逃逸掉了,因而在检漏时,检漏仪上无泄漏显示。所以在检漏仪的测量漏率R1为0时,被检件的真实状况可能是“不漏”或大漏。
2)R1有极值。也就是说在氦质谱背压检漏时,当漏率大到一定程度后,就检测不出实际的漏率,即检漏范围有极限。
基于上述两个特点,所以被检件做过了氦质谱背压检漏(也称为细检漏)后,还必须用其他方法来检测它是否存在大漏(也称为粗检漏)。通过粗检漏,确认被检件无大漏后,才能判别R1所对应的L是较小的那个漏率数值,从而确定被检件的密封性是否合格。
粗检漏的方法有很多种。目前在电子元器件检漏中,经常使用的是氟油气泡检漏和酒精抽真空气泡检漏。在大批量的元器件粗检漏中,也有使用自动化程度很高的压力变化检漏仪进行检漏的。
4.3.4.4 被检件内腔已经封入氦气的氦质谱背压检漏
有的被检件在封盖时,内腔已经封入氦气或氦氮混合气体(如密封继电器,封装时封入10%氦气,90%氮气的混合气体)。对生产厂而言,在检漏前就没有必要对它加压充氦,可以直接放入真空容器与检漏仪相连进行检漏了。如果按照这种程序进行检漏,在检漏仪上得到的测量漏率R1也不是被检件的真实漏率。测量漏率R1与被检件内腔封入氦气的分压力pS、空腔体积V、封盖后到检漏之间的停顿时间t2、被检件自身漏率大小L有关。其计算公式如下:

式中 R1——示踪气体(氦)的测量漏率(Pa·m3/s);
L——等效标准漏率(Pa·m3/s);
pS——充入氦气的分压力(Pa);
p0——大气压力(Pa);
MA——空气的分子量(g);
M——氦气分子量(g);
t2——去除压力后到正式检漏之间的停顿时间(s);
V——被检件封装的空腔体积(m3)。
将公式(9.4-6)制成曲线,曲线的形状与一般氦质谱背压检漏曲线相似,且每一个测量漏率R1对应两个等效标准漏率L,且R1有极限值。因此,在氦质谱背压检漏后,还应做粗检漏,才能确定等效标准漏率L是两个可能漏率中的哪一个。
4.3.4.5 细检漏与粗检漏的关系
1)粗检漏是细检漏的后续工序。如前所述,氦质谱背压检漏从检漏仪上获得的数据,对应两个可能的漏率值。所以在氦质谱背压检漏后,应做粗检漏。根据细检漏、粗检漏所获得的完整数据,才能判别元器件是否合格。
2)细检漏不能代替粗检漏。一般地讲,在检漏实践中,可以用灵敏度高的细检漏代替灵敏度低的粗检漏的方法。但是在对密封元器件检漏中,灵敏度高的氦质谱检漏是不能代替灵敏度低的粗检漏方法的。
3)细检漏和粗检漏应选配灵敏度能相互衔接的方法。做氦质谱背压检漏时,存在一个最大可检漏率的极限值,漏率再增大,就无法检测了。粗检漏的方法有许多种,每种方法的最小可检漏率(即灵敏度)都不一样。到底选哪一种粗检漏方法,不可随意搭配,应考虑使其灵敏度能相互衔接。
4)细检漏、粗检漏的先后顺序,一般要先做细检漏,后做粗检漏。这是因为目前常用的细检漏方法是氦质谱背压检漏,常用的粗检漏方法是氟油检漏。如果先做粗检漏,一部分小漏孔就可能被堵死了,以后做细检漏就会检不出来。如果粗检漏的方法不影响原有漏孔的状态,则这种粗检漏方法安排在细检漏之前也是可以的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。