



1.光热辐射测量对薄层材料的无损检测
根据对三层复合材料解一维热传导方程所得结果,作出在不同频率下的归一化的光热辐射信号振幅(A)和相位(φ)随中间层厚度变化的曲线,如图7.1-6所示;作出不同频率下归一化的光热辐射信号振幅和相位随中间层热导率变化的曲线,如图7.1-7所示。
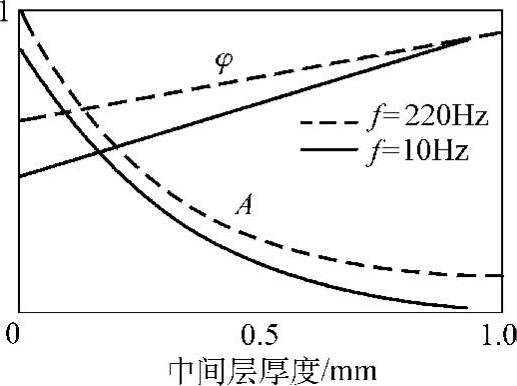
图7.1-6 振幅、相位随中间层厚度变化的曲线图
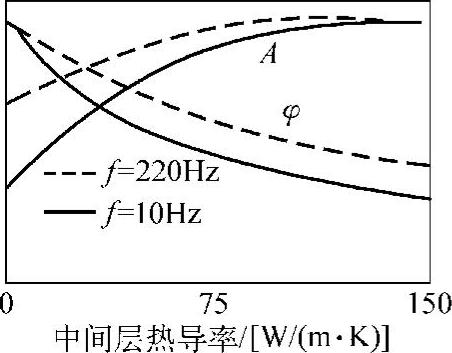
图7.1-7 振幅、相位随中间层热导率变化的曲线图
三层复合薄层材料由两块0.2mm的纯铜片经导热胶粘合而成,其厚度小于0.5mm。胶层中有一处留一空洞,另一处厚度较薄。该试样装上测试系统后,用CO2激光源经调制后对试样进行扫描。在试样的另一面,接收信号的是碲镉汞红外探测器。记录仪与试样同步移动,扫描结果如图7.1-8所示。由图可知,在空洞处因接触不良,使振幅变小,相位增大;而在厚度较薄处,振幅增大,相位减小。因此,用振幅和相位的变化信号可分别对缺陷加以检测。同时,考虑到在缺陷的地方,振幅和相位的突变是对应的,所以,用振幅及相位两个参量同时判断,其检测结果更为可靠。
2.光热辐射检测对印制板焊点质量的检测
随着电子工业的发展,电子产品的质量已成为大家关注的问题,而电子产品的质量主要由电子元器件质量及印制电路板上元件的焊接质量决定。由于电子产品的焊点很多,哪怕是千分之一的缺陷,仍给产品的可靠性带来致命的损失。传统的焊点质量检测,用人工目视检测与电性能测量相结合的方法。但有些缺陷如内部孔洞或虚焊等非但人眼不易察觉,而且电性能也会呈现出正常,但是故障的隐患却已埋下。因此,一些工业发达的国家对焊点质量的检测方法开展了大量研究。光热辐射测温法便是其中之一。
在这一检测中,加热源是脉冲激光束,焊点的温度用红外测温系统来感知。整个系统的原理框图如图7.1-9所示。当加热的激光束脉冲射到焊点表面时,在焊点加热和冷却期间,表面温度随时间的变化称为焊点的热特性。在典型情况下,12W的激光束被聚焦为直径0.7mm左右的光斑。这一光斑照在焊点上,持续时间为30ms。与此同时,焊点的表面温度也开始上升,其温度可上升50℃。在正常情况下,随着脉冲的撤去,焊点的热量流向下部和周围地区,表面温度开始下降。但若焊点本身有缺陷,热流受阻,其热特性发生畸变,表面温度也发生变迁。图7.1-10所示为一些典型的缺陷焊点与正常焊点的热特性曲线。从图中可以看到,曲线的高度差别很大。将这些曲线与标准特性曲线送入计算机,计算机很容易地把缺陷焊点识别并标记出来。
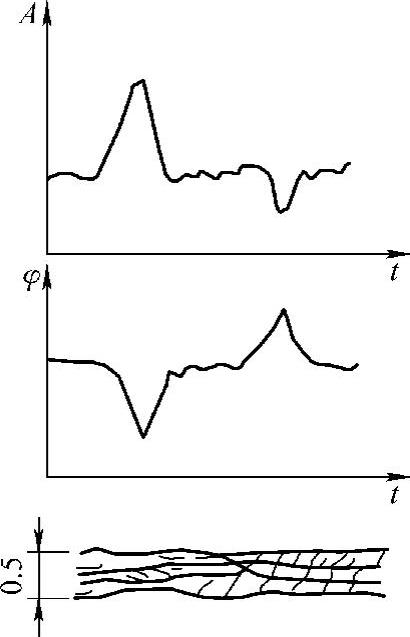
图7.1-8 胶合层的光热辐射信号f=25Hz
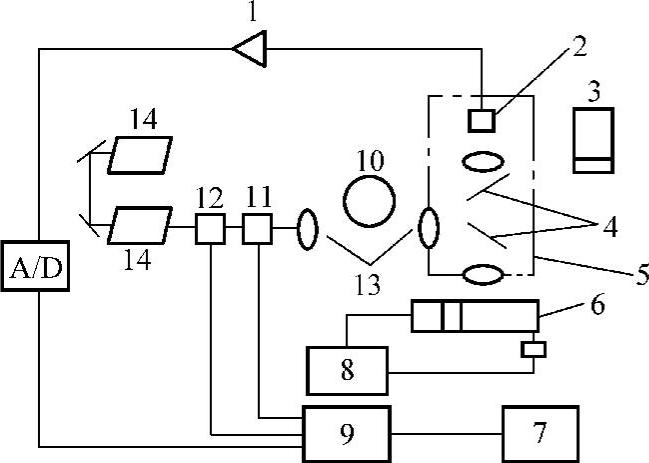
图7.1-9 整个系统的原理框图
1—前放 2—红外探测器 3—工业电视摄像机 4—二色镜 5—注入检测光学头 6—样品 7—外设接口 8—伺服控制 9—计算机 10—柔性光纤 11—保险光阀 12—控制光阀 13—透镜 14—激光器
图7.1-10 典型焊点的红外热特性曲线
1—引线分离污染大孔隙 2—多孔、焊料不足或冷焊 3—正常焊点 4—多焊料暴露冷却
3.火车轴温的探测
我国的火车轴温的探测工作始于20世纪70年代,它对保障铁路的安全运行、防止燃轴、切轴的发生起着重要的作用。自1978年推广使用以来,它已收到了显著的社会和经济效益。
所谓热轴探测是指对运行中的列车的车辆轮轴轴承的过热监控,可用红外探头加上相关的计算机电路来控制。火车的轴承有滚动轴承和滑动轴承之分,其轴温的承受能力也是不同的。在正常工作情况下,滚动轴承轴温可以高于环境20℃,热轴的临界温度为超过环境温度60~80℃;滑动轴承的正常工作温度约可超过环境温度5℃,热轴的临界温度为超过环境温度15~20℃。
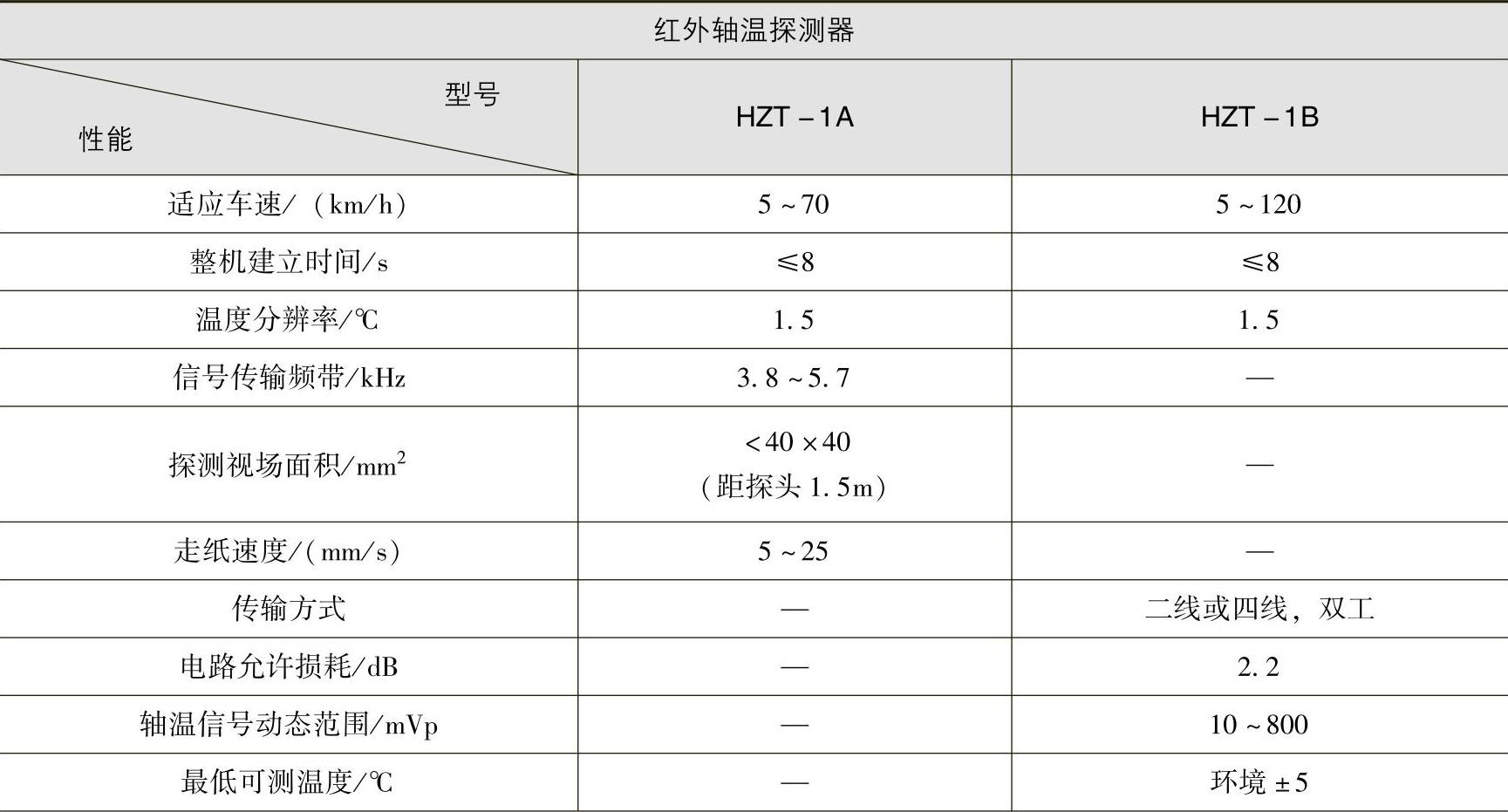
表7.1-2 国产红外轴温探测器和红外轴温探测系统
自1978年全面推广使用红外轴温探测以来,从技术上已经经过了从一代机向二代机发展的历程。从1978年到1985年底,主要安装的是一代机约700套。从1986年到现在,已在主要干线上安装了二代机并普及一代机,现已有2000多台在工作。一代机的运作大体是这样的:在指定地点的铁道路轨两侧,各安装上红外轴温探头,使探头能探到通过的列车上各车辆轮轴轴承的辐射;建造值班室,设立红外探测点;由记录仪直接记录到达列车的各轴温信号;列车通过以后,由红外线检查员将记录仪记录的信号进行分析判读,并将热轴位置用电话向列检值班员报告,或用适当载波传输方式将轴温信号传至值班室,进行集中处理。二代机的情况大体是这样的:在运输量大、行进速度高的主要铁路干线上,每隔30~40km设置一探测点,应用计算机网络处理轴温信息,构成热轴探测系统;每隔300~400km设置数据处理和管理的中心机,与铁路调度集中联网。该系统对通过的列车的热轴进行跟踪,并按微热、强热、激热三级予以预报。该系统能自动识别客货车辆,自动识别滚动和滑动轴承,自动计轴、计辆,还具有联网通信、自动打印、显示、报警、人机对话、系统自检等功能,还预留有超载、偏载、超限、抄车号等接口。
在使用的一代机中,主要是广汉通信信号厂的HZT-1A型轴温探测器。据广汉通信信号厂1979~1986年营运资料统计,其产品发现和防止燃轴事故291万件,相当于每年为铁路增加运用货车43万辆次。二代机PHBD-Ⅱ型使用的是快响应光敏类探测器,整机能适应高速行驶的列车,并以优良的性能向瑞典和美国出口。
热轴的探测工作,在现阶段实际上是通过测量火车轴箱的温度来进行的。在正常情况下,掌握了轴箱温度分布的规律后,分别采用上探式、直探式或下探式进行定点温度检测。通常,大部分事故都可以从这些定点检测中,将测得温度与正常分布规律中的相应点温度进行对比,从而识别热轴的所在。但由于有些热轴故障往往使轴箱内的部件移位而造成轴箱的热分布失去规律性,这样用单点测温的模式就会偶尔出现漏报的事例。若能用热成像技术,其效果就会完全不同了。整个轴箱的热分布能实时记录下来,与正常轴箱的热分布一对比,一目了然。当然由于热成像技术的成本高,目前尚不能推广到铁路沿线中去,还处于研究工作中使用的阶段。表7.1-2列出国产红外轴温探测器和红外轴温探测系统的性能。
4.红外热成像无损检测
本检测用HWRX-2型红外热像仪对一轴承滚子表面裂纹和一轴瓦内部缺陷进行判断。滚子在热水中加热约1min后,取出进行红外热成像。表面裂纹很清楚地被显示出来,如图7.1-11所示。图中,“Y”亮线即是表面裂纹。表面缺陷主要通过两个方面使图像显示出缺陷,一是有缺陷处的红外辐射发射率与无缺陷处不同,二是有缺陷与无缺陷的表面散热不一样导致温度不同。这两个因素使热像仪在接受滚子的红外辐射时,在缺陷处的辐射量有了突变,从而显示出缺陷。
(续)(https://www.xing528.com)
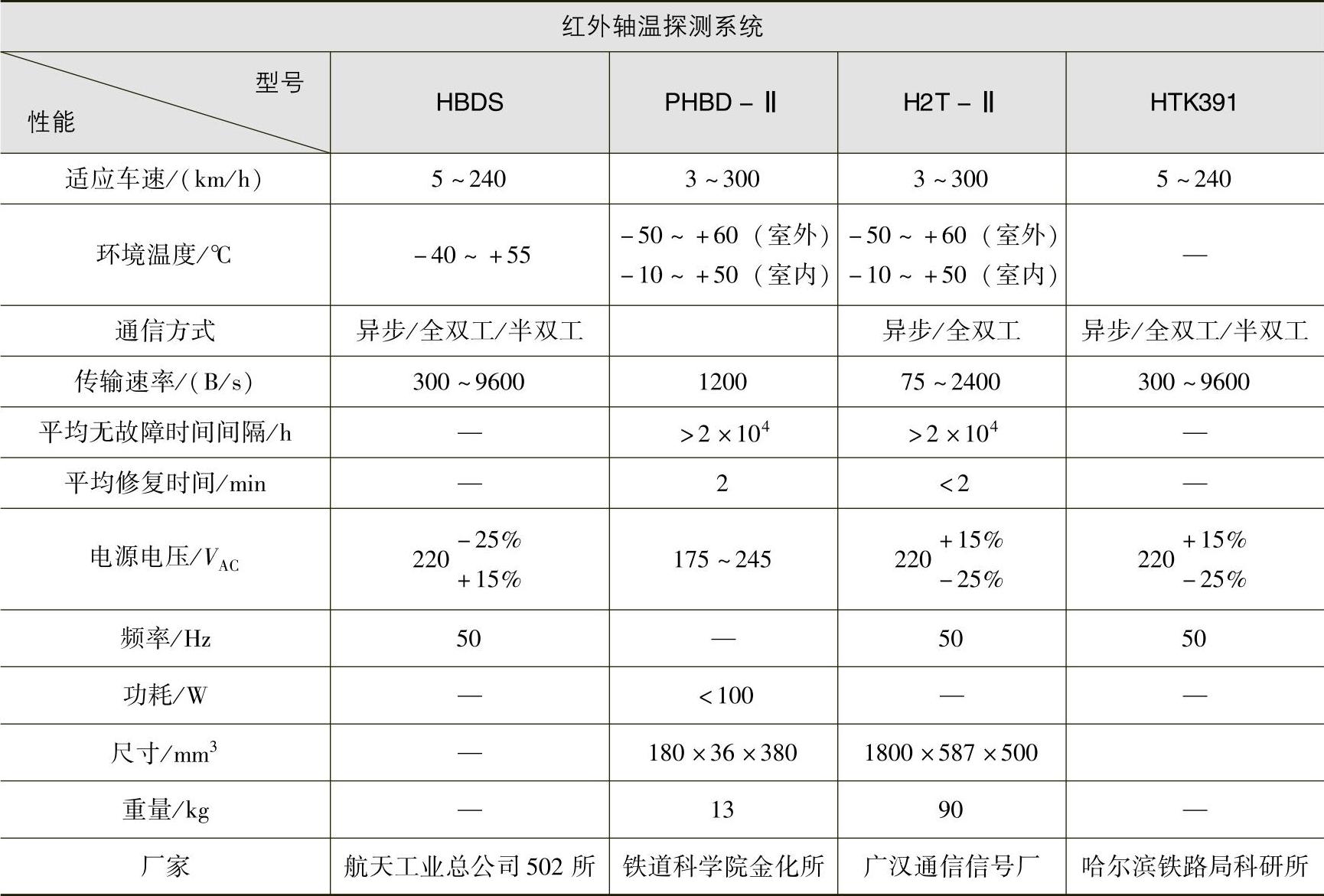

图7.1-11 滚子的热成像
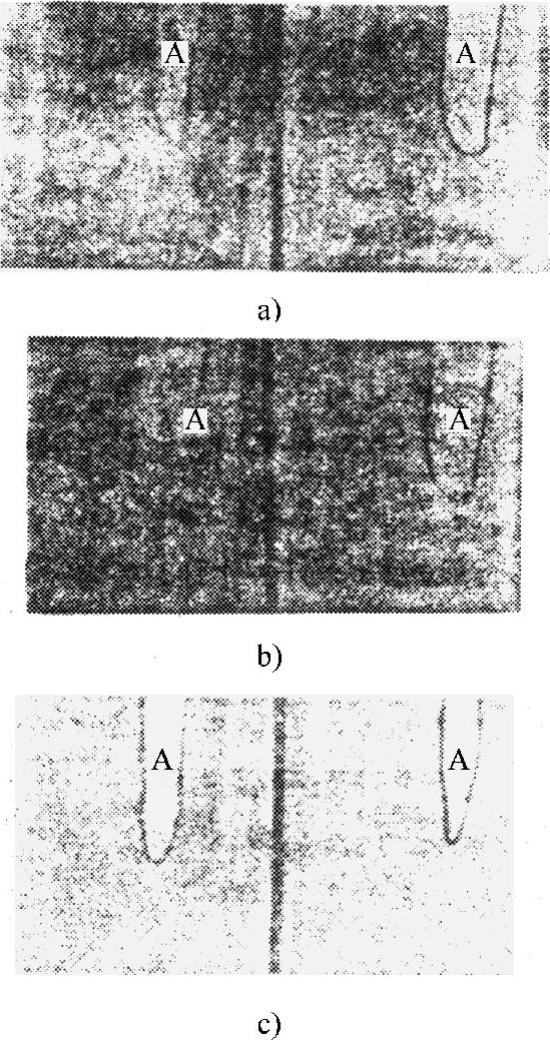
图7.1-12 轴瓦内部缺陷的热成像
a)、b)、c)显示了热图的变化规律与缺陷显示的最佳时间,且能测出缺陷尺寸
轴瓦的内部缺陷是隔层。轴瓦是由两层金属压碾而成。两层中间可能存在大的体积状、面状缺陷。先对轴瓦反面加热1min,由于内部有缺陷处与无缺陷处的传热速度不同,导致缺陷处的表面温度低于无缺陷处的表面温度。通过较长时间的监测摄像,摸索出热图变化规律和缺陷显示的最佳时间,如图7.1-12所示。图7.1-12中的A区是内部缺陷的热图。它的变化是先由小变大,再由大到小,直至消失。A区的温度低于周围温度。这一变化的解释是首先内部缺陷使传热受阻,而周围部分可正常传热,因此缺陷区温度偏低。由小变大是因为最初刚加热时,传热时间短,缺陷中心处较其边缘处传到的热量更少;随着时间的推移,有缺陷处与无缺陷处的温差增大,第三分钟时,温差最显著,此时边缘最清晰;然后时间再增大,温差逐渐减小,到第十分钟时,温差几乎为零,显示消失。
欲准确地测量缺陷尺寸,必须在显示清晰时,通过软件提供的功能测出。本测试测到“Y”裂纹宽为1.3mm。
5.用热图像检测墙面砖内部缺陷
对于陶瓷行业来讲,材料内部缺陷的形状探测原是无损检测领域中没有解决的问题。红外热像技术为该难题的解决开辟了新途径。用HR-2型红外热像仪对陶瓷砖块进行热图像测试时,由于砖内缺陷造成砖块内热阻的变异,缺陷砖的图像与正常砖的图像便有了差别,不同的热分布使我们能很快发现问题。图像中各部位的温度分布情况,可应用多点测温功能对热图进行测试。为了验证其正确性,用釉面砖作为研究对象,根据热传导方程,采用有限元法进行了计算机模拟计算。结果,热图像上提供的信息与计算结果基本符合。因此,用红外热像仪无损检测,不但可以检测出缺陷的形状大小,还可以通过一定的数学处理判断其缺陷所在的位置。为了提高检测灵敏度,在具体操作中,必须调整好各项参数,使检测在最佳条件下进行。
6.红外热像仪在铝板轧制过程中对动态温度场的检测
在冶金加工业中,如何轧制出高精度高质量的金属板材也是一个大家关心的问题。在金属板材的轧制过程中,整个板材的纵向温度梯度和横向温度的分布直接影响到其轧制质量,所以控制连轧过程中各环节的温度对轧制质量具有重要的意义。中科院金属所为了监控工艺过程,提高板材质量,用红外热像仪做了检测与研究。
为测得铝板在热轧、冷轧过程中的动态温度场,在生产现场将AGA-780热像仪(瑞典生产)安装在7m高的天车上,进行跟踪观察和实时存储热像图。铝板轧速为1.3m/s,热像存储速率为1幅/s。因此,每幅热像图中的铝板长度约1m左右。在观察中,对轧制过程中的整个板温是连续采样的。
为了从图像中对应出铝板的温度,必须知道铝板在这一温度范围内的表面发射率。用实验对比的方法,先确定了铝板的表面发射率为0.3~0.08。用P-1000图像处理系统,对现场实测的实时存储热图进行数据处理。处理结果表明:
1)实测铝锭出炉时,锭面温度分布不均匀。同一炉的同一批锭因在炉内的位置不同,其锭面温度亦不相同。有的温度高达520℃,甚至到570℃;有的则偏低。同一铝锭的锭面温度可差30℃左右。出炉温度分布得不均匀,使铝锭在热轧中产生不均匀形变。
2)热轧铝板的最佳温度在350~450℃之间,而现场实测板温在开轧时高达525~540℃,终轧最低在280℃左右,如图7.1-13所示。由此可知,生产现场实际温度超过了最佳温度的上下限。这样会引起轧件的形变抗力增加,其边部和中部产生不均匀延伸,使板材不平整。
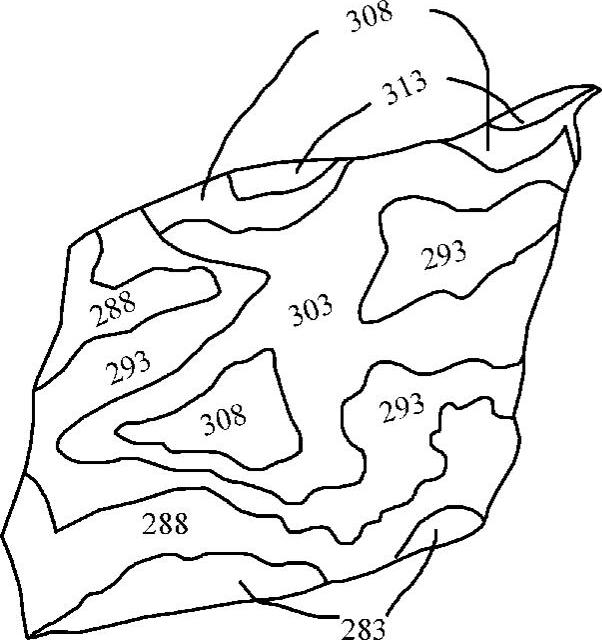
图7.1-13 铝板在热轧入口处的温度分布
以上结果为解决铝板不平整问题及提出轧制新工艺提供了有用的依据。
7.热像技术在安全生产提高生产效率中的应用
热像仪是一种高科技产品,其价格是昂贵的,目前尚不能在各产业领域普及应用。但是,其显著的效益却是屡屡被证实的。
武汉钢铁公司用AGA-780热像仪检查出热轧加热炉烟囱检修的质量问题,及时返工,避免了更大的损失。
鞍山热能研究所用热像仪测定出某厂热风炉的温度分布图像,很快查出热风炉烧坏的部位,及时检修。
扬子石化公司利用红外热像仪,对裂解分馏塔底积焦的红外热图进行研究分析,发明了一种塔底积焦的测试方法,对在运行状态中的塔底积焦量进行计算,并获得了中国发明专利,专利号为ZL92107770X。由于热像仪提供了分馏塔塔底有关积焦位置、面积及其发展趋势的特征参数,为优化工艺操作、制订装置最佳运行方案提供了可靠的资料,延长了装置的运行周期,创造了可观的经济效益。
图7.1-14是红外热像仪摄制的运行中客车轴承热像图,采用俯探式拍摄。图中,清晰显示了轴承的热分布信息:顶部温度最高,逐渐随部位而下降。图中间部位的圆点为轴箱盖外螺母的温度,从顶部到底部温差约18℃。
图7.1-14 运行中客车轴承热像图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。