



焊接构件是工业生产中常见的结构,在管道、压力容器、飞机结构、涡轮叶片等设备上起重要的连接作用。焊接部位容易产生明显的应力集中,采用金属磁记忆方法检测焊缝附近应力集中便于发现磁记忆特征信号,以及有效的研究金属磁记忆方法检测铁磁材料应力集中的效果。
检测对象为对焊管道的焊缝应力集中区,如图5.3-16所示。管子材料为16MnR低合金高强钢,具有比较高的强度和弹塑性,横截面外径D=500mm,壁厚t=28mm。整个焊接件由2个长500mm的管子对接焊成,总长L=1000mm,焊缝处采用V形坡口,单面堆焊,使用J507焊条电弧焊制成,焊缝宽25mm。
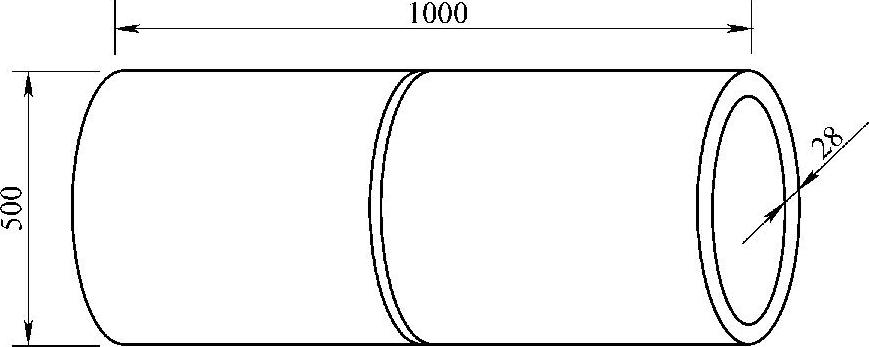
图5.3-16 钢管焊接试样
钢管置于地磁场中,采用金属磁记忆方法检测原始未打磨的焊缝附近存在应力集中的区域,检测时不需要对钢管进行磁化。测量面水平向上放置,传感器紧贴钢管表面,沿直线逐点测量。以焊缝为中心左右各测50点,共测点数101点,每两个测点间相距6.25mm,总检测长度为625mm。测量值为不同测点处表面的三维漏磁场。测量方法及测点的分布如图5.3-17所示。
试验结果如图5.3-18所示,依次为地磁场中,钢管焊缝附近直线区域表面的三维(X,Y,Z方向)磁场。
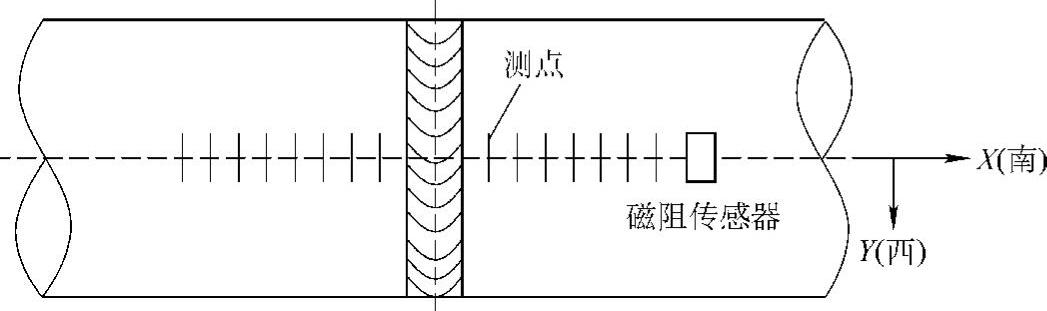
图5.3-17 测点分布示意图(Z为垂直方向,未标出)
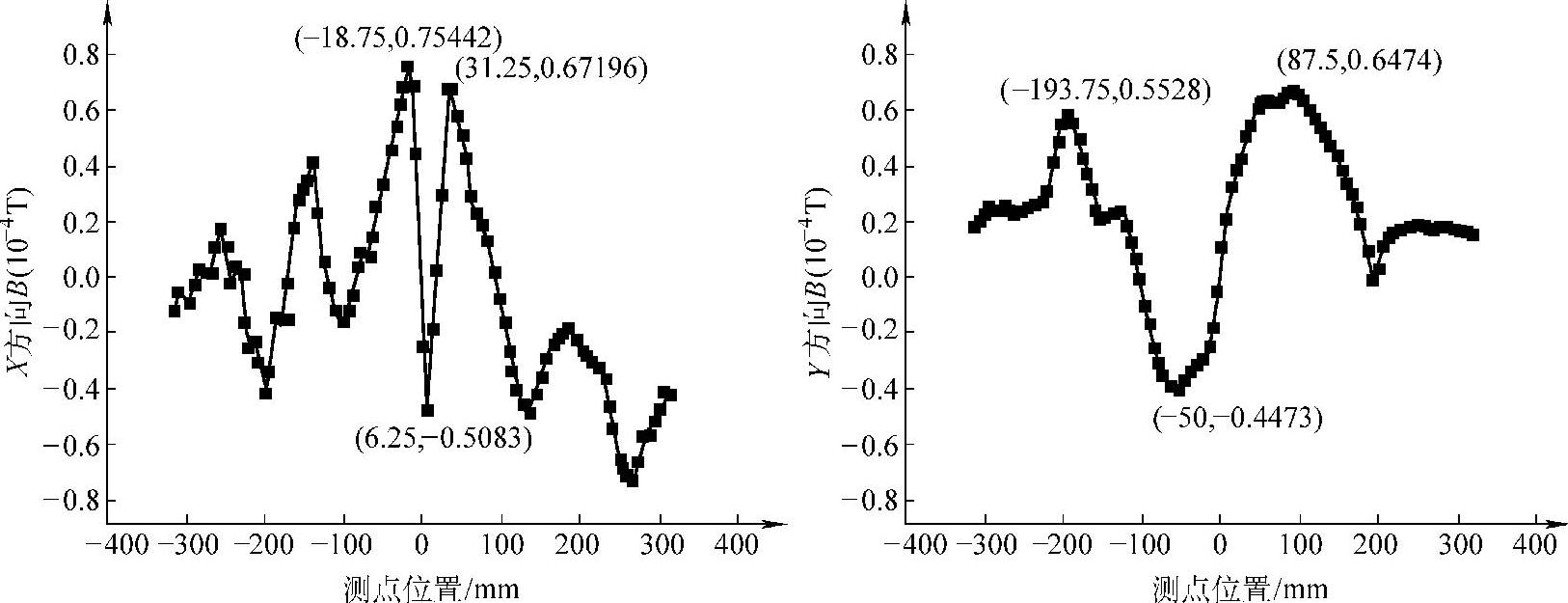
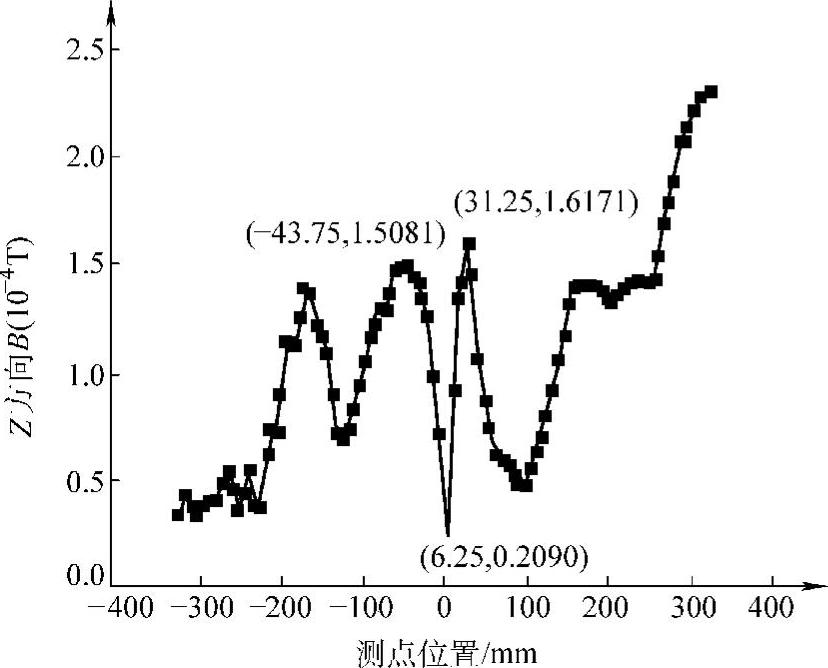
图5.3-18 焊缝附近表面X,Y,Z方向磁场分布
 (https://www.xing528.com)
(https://www.xing528.com)
图5.3-18 焊缝附近表面X,Y,Z方向磁场分布(续)
为说明磁记忆检测方法的可靠性,采用盲孔法测量管道焊缝附近区域具体的应力值,与金属磁记忆检测结果比较。
用盲孔法测量钢管焊缝附近应力,测点分布如图5.3-19所示,每两个测点间相距10mm,共测量11个点。
将相同区域测点的X,Z方向磁场与轴向(X方向)应力值做归一化处理后进行对比,如图5.3-20所示。
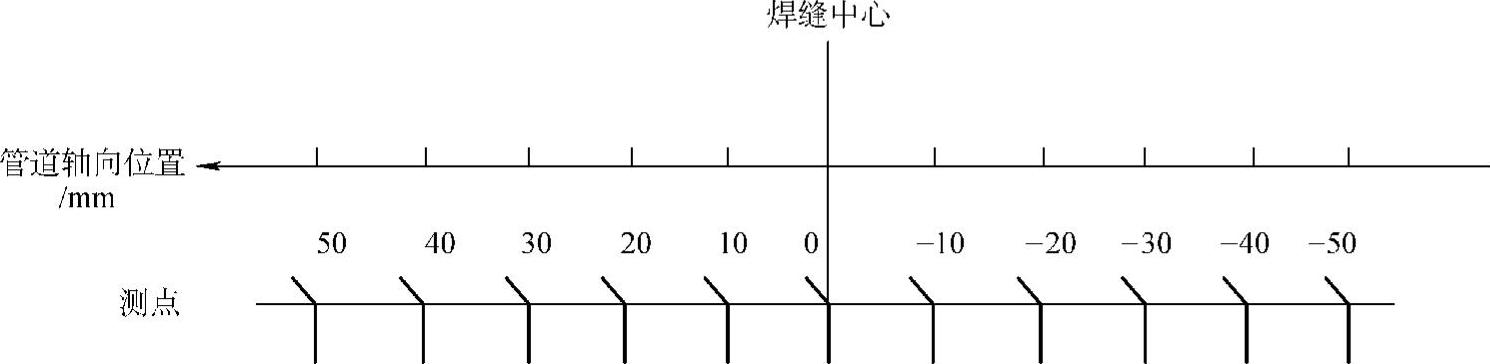
图5.3-19 盲孔法测点分布
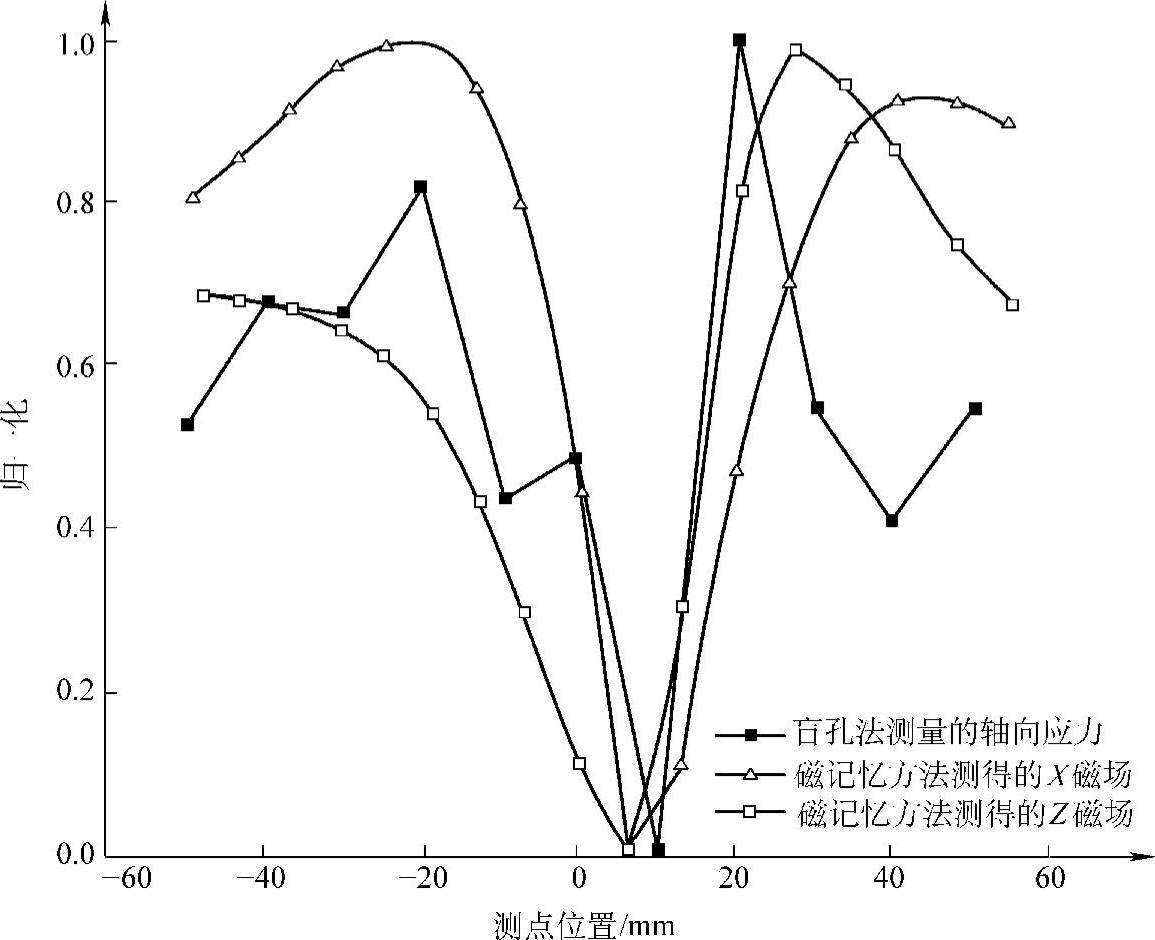
图5.3-20 金属磁记忆检测与盲孔法检测结果对比
与盲孔法应力检测的结果相比,磁记忆检测信号中X,Z方向磁场与相同区域的应力分布从趋势上具有一定的一致性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。