



锻、铸件由于尺寸、形状关系,检测有时是困难的,外表面可用支杆触头法检测,但对于大零件很费时且内表面不能检测。为此可采用图5.1-32所示方法,如果所用的磁化装置有足够高的功率多向输出,每种零件上的三个电回路可同时通电,采用湿法,磁悬液可以很容易施加到内表面和全部覆盖面。
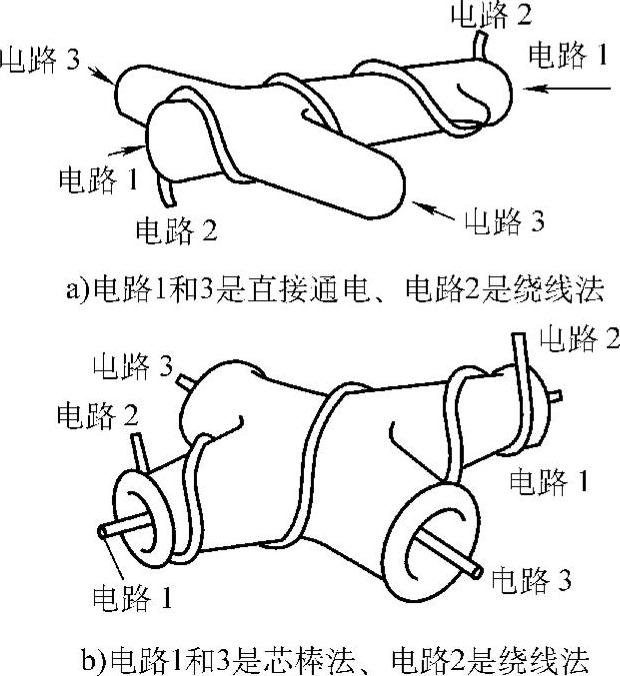
图5.1-32 大锻、铸件的磁粉检测示意图
图5.1-33为一起重钩,A区受拉应力,B区受拉应力和压应力,C区则受拉应力。磁粉检测的步骤可以是:①从钩上除去灰尘和油脂。②用磁轭所产生的平行于钩轴的交流场磁化并施加磁粉检查A区和B区。③用磁轭所产生的平行于钩轴的交流场磁化并施加磁粉检查C区。④对于在用的钩,用超声波检查C区。⑤用直流场重复②和③以检查近表面缺陷。
对于大批量生产的机加工件,国内也已研制成专用磁粉检测装置可供采用,这些典型件有摩托车和汽车连杆、通用弹簧、轮对轴颈、棒材、汽车转向节、汽车曲轴、缸套、轴承内外圈;此外,尚有采用PC编程控制、复合磁化、自动退磁、全方位检测的装置,可用于活塞缸顶、高强度螺栓、机车连杆、轿车左右支架、活塞销、火车车轴等的磁粉检测。
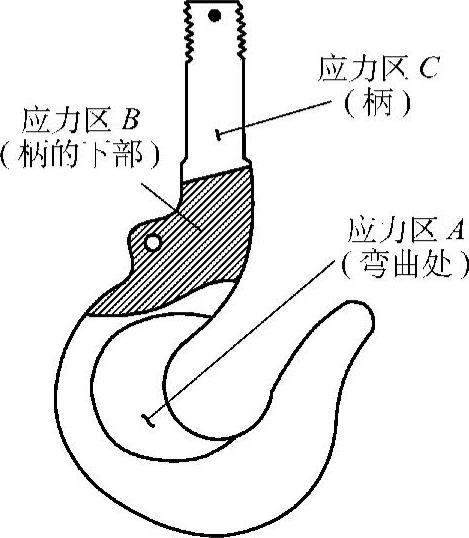
图5.1-33 锻造起重钩的磁粉检测
在国外,一飞机发动机厂建立的磁粉检测装置可适用于所有要求磁粉检测的大型发动机零件。基本工作台长3m,带有500mm的对开线圈以接受最大试件进入。第二工作台带有三种不同类型的线圈:扁平的螺管线圈、带转台的对开线圈和带叠片铁心的三匝线圈,用于感应电流法检测。两工作台均由同一动力机组提供动力,提供交流、单相半波整流和三相全波整流电用于试件的磁化。为满足航空航天飞行器的需要,电流是通过连续可变旋转变压器来控制的,以保证纯的正弦波形。装置也包括单相交流和三相全波整流电自动退磁部分。
以下的一般性准则已被用于不能在零件公差范围内被去除的磁粉指示。显然,这些准则不能通用,但在评价一般机加工零件时通常可用。(https://www.xing528.com)
1)缺陷指示处于潜在的高应力处(如在凹楞、螺纹、花键或键槽处)、跨接连接处的零件应拒收。
2)缺陷指示越过边缘,指示深度大于0.25mm或壁厚的10%应拒收。
3)周向缺陷与正常流线成一角度的零件拒收。
4)出现裂纹或冷隔的指示,不论其在零件中的位置如何,零件应拒收。
5)具有锻造折叠或破裂、裂纹、层状型缺陷和近表面缺陷的零件应拒收。
6)检测人员的看法是缺陷太多或缺陷明显使零件不适合使用的应拒收。
7)如采用经批准的方法可完全去除而不超过尺寸公差,可验收,但零件应重新检测,以保证缺陷确已完全去除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。