



验证系统性能的一种可靠的方法是利用试验件,其上带有验收要求的规定类型、位置和尺寸的缺陷。如果在这有代表性的试验件上能正确显示出相应的磁痕,说明整个系统和检测作业是满足要求的。试验件使用后应退磁、彻底清洗并在可见光或黑光下检查,以保证不再有残留磁痕。
由于带有所需位置、类型和严重程度的缺陷的实际产品试验件不易获得,常采用带人工缺陷的试验件(标准试块、标准试片等),其主要类型有:
(1)直流标准环形试块(Betz环)其尺寸如图5.1-27所示,是用ϕ140mm直径的热轧工具钢(含铬、钨、锰的合金工具钢)圆棒制造的,机加工前每根棒应正火,即加热到(816℃±56℃)保温60min,加热到(857℃±56℃)保温60min,而后空冷,环形试块在加工后应退火,即加热到674~802℃保温60min,以不大于每小时(22℃±2℃)的速率冷却到(538℃±56℃)或更低些,然后炉冷或空冷至室温;由于退火或正火所引起的表面氧化,可用(172~276kPa)的玻璃珠或氧化铝干喷去除;为了防锈可涂油,退火后的硬度应是90~96HRB。直流标准环形试块的使用方法是用芯棒周向法磁化,按要求通以直流电或经整流电以连续法检测,观察环外缘各孔的磁痕显示情况。指示的要求见表5.1-2。
(2)交流标准环形试块如图5.1-28所示,使用时将试块夹在两接触头之间通电磁化,观察钢环外缘上孔的磁痕显示情况。
(3)A型标准试片由日本非破坏检查协会提出,其外形、类别、规格、材料、用途及使用方法如图5.1-29及表5.1-3所示。
(4)饼式磁场指示器如图5.1-30所示,由8块厚3.2mm低碳钢片铜焊在一起,再在一面上镀铜,镀铜厚度常为0.25mm±0.05mm,再装上小手柄。使用时,低碳钢面朝下紧贴试件受检面,用连续法,在镀铜面上施加磁悬液,观察磁痕显示。根据所需发现的缺陷大小可改变镀铜层的厚度。
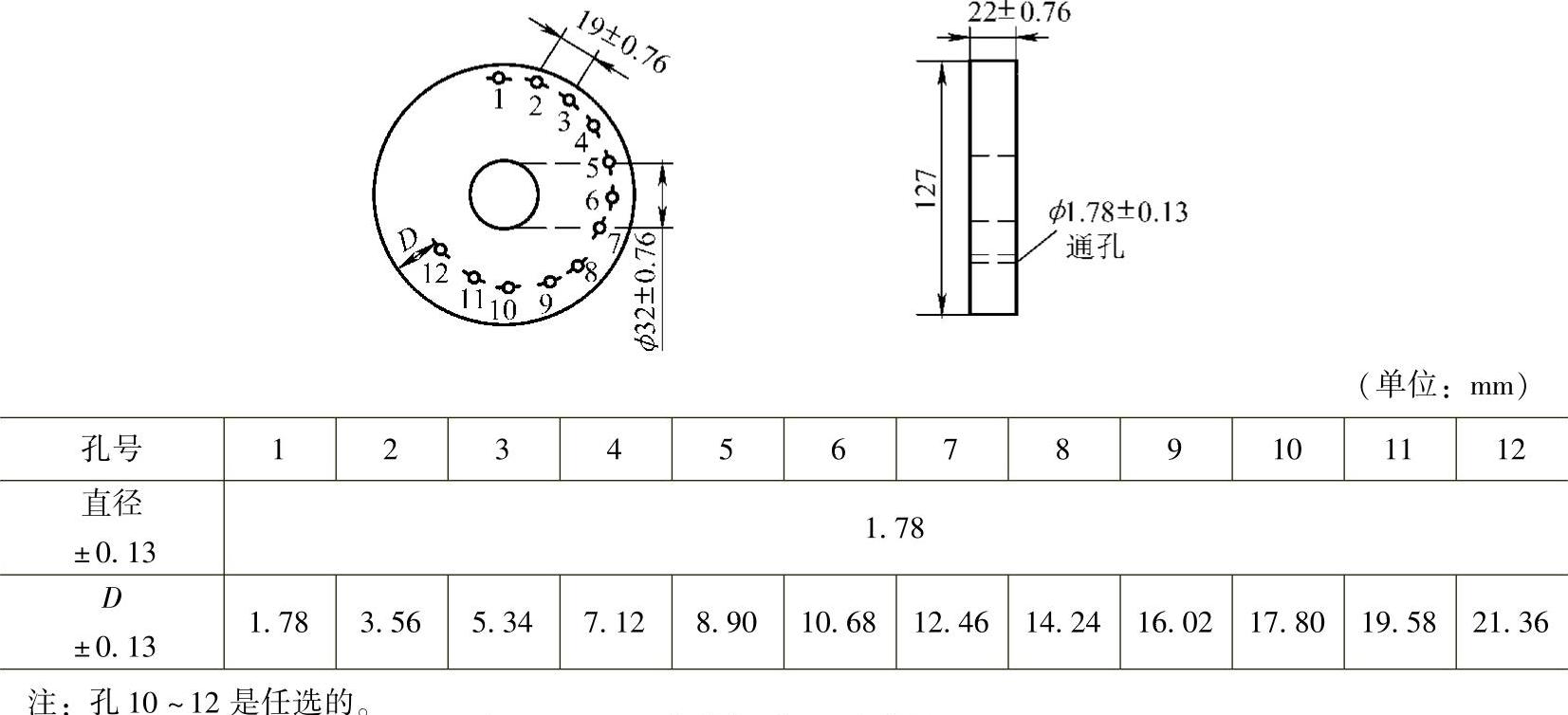
图5.1-27 直流标准环形试块(Betz环)
表5.1-2对于工具钢直流环形试块、电流幅度与孔指示的要求
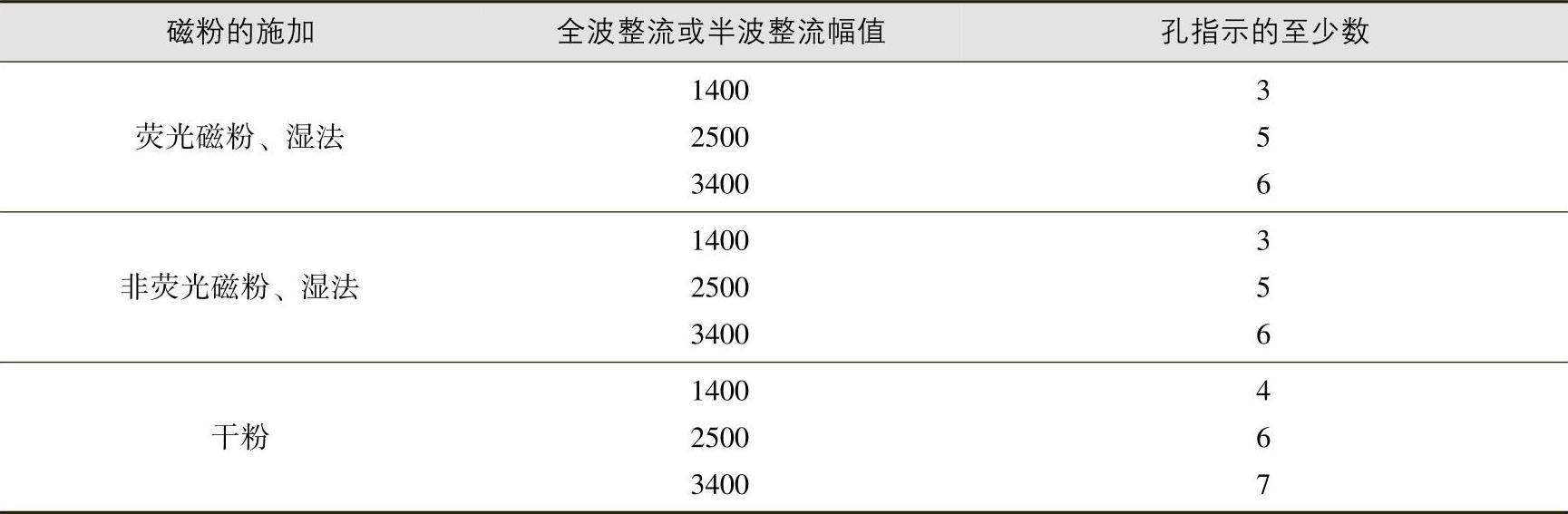
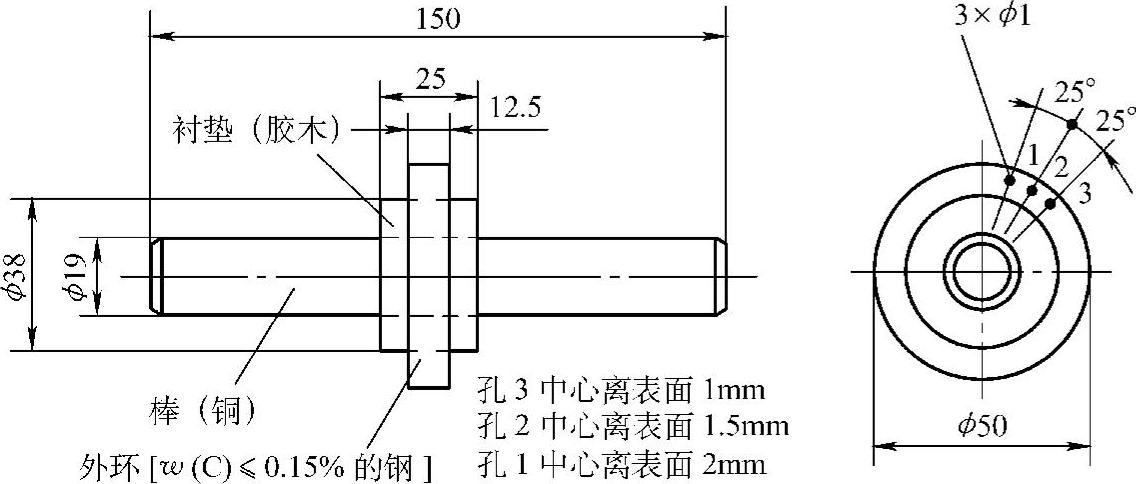
图5.1-28 交流标准环形试块(https://www.xing528.com)
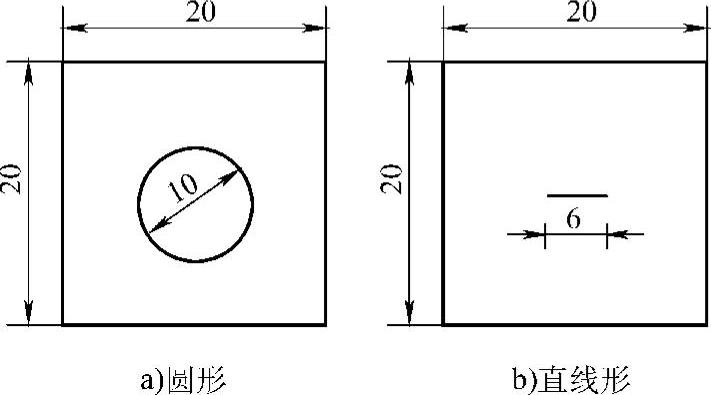
图5.1-29 A型标准试片
表5.1-3 A型标准试片的类别、规格、材料及应用
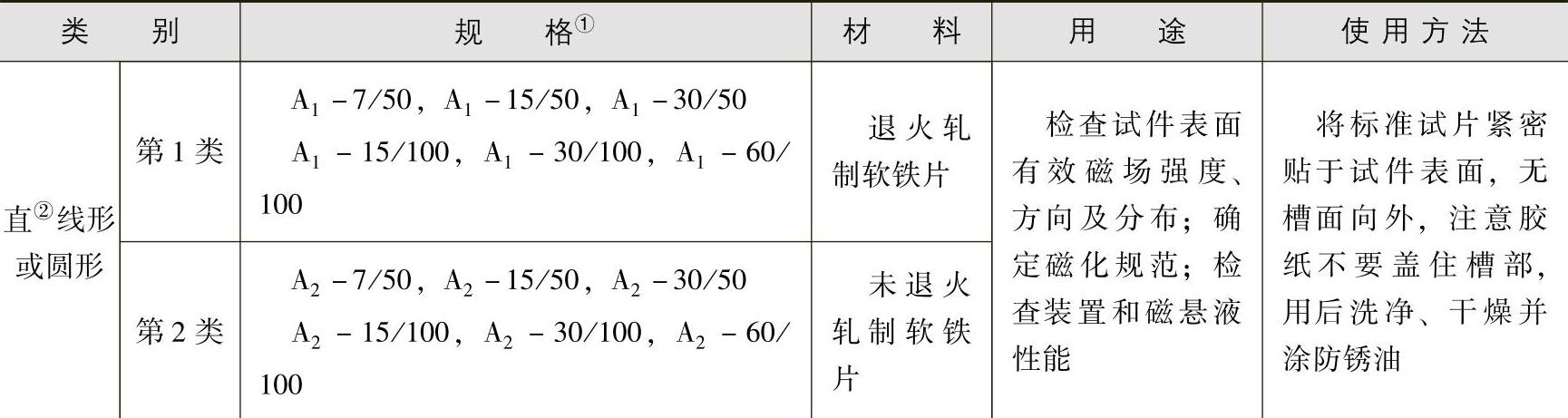
①规格中斜线上方的数字表示槽的深度,斜线下方的数字表示片厚(μm)。
②示例:A1-7/50(圆)、A1-7/50(直线),括号内为人工缺陷形状。
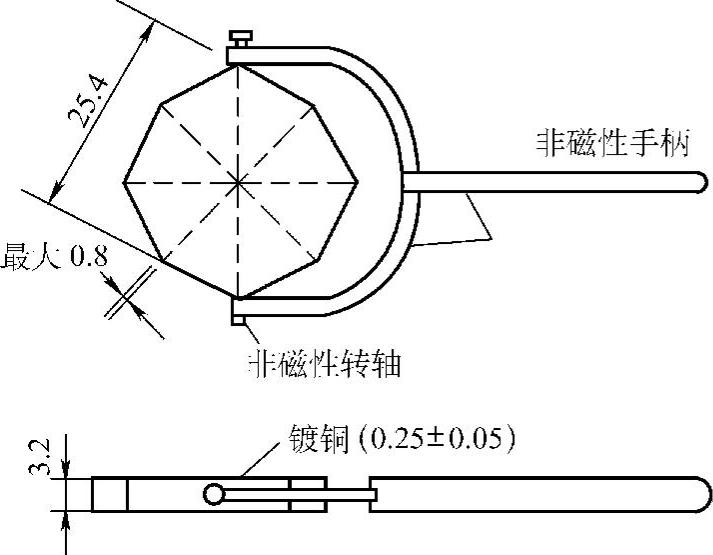
图5.1-30 饼式磁场指示器
(5)可弯曲层压板如图5.1-31所示,长50mm、宽12mm,是在两层厚0.05mm的黄铜板之间夹入钢薄片,在中间钢薄片中加工有三条纵向槽。一般用途的层压板三槽宽度为0.00030mm、0.00035mm和0.00040mm,用于航空航天的则为0.00012mm,0.00016mm和0.00020mm。中间钢薄片是用高磁导率磁性材料制作的,可将一个或多个层压板放在受检件的关心部位,以保证获得合适的磁化方向,须知,当缺陷取向尖磁化方向夹角小于45°时,缺陷即难以检出。
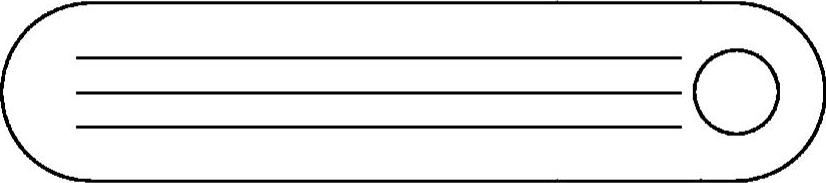
图5.1-31 可弯曲层压板中间钢薄片中加工出的三条偏向槽
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。