



1.金属板微波测厚
微波测厚的原理如图4.4-33a所示。图4.4-33b所示为待测金属板与两个终端短路器组成的“等效短路器谐振器”。环形器作为耦合元件,将金属板上下表面的反射波从输入端耦合出来。金属板与终端器机械上并不接触,终端器与被测金属板之间的距离约为λ/3。等效谐振腔的总长度L=L1+L2,L与金属板的厚度有线性关系。当待测金属板的厚度d变化时,金属板上下表面的反射波相位随之改变,最后表现为环形器输入端反射系数相角的变化。
显然,同波导短路器一样,输入端反射系数的相角为

或

式中 Δd——金属板厚度的变化量。
由式(4.4-18)和式(4.4-19)可见,当板厚增加λg/8时,谐振器的总长度L将减短λg/8,其输入端反射系数相角将超前p/2;当金属板厚度d不变,仅作上下平行移动时,由于谐振器总长度L不变,因而输入端反射系数相角θ也不会变,故测量结果与金属板平行移动无关。
微波相角的变化采用图4.4-33a所示的微波电桥“和差”系统。图中测量谐振器与比较谐振器在电气上完全对称,但在结构上稍有差异。比较谐振器由两只可移动短路活塞构成,魔T作为相角比较器,对两个谐振器的输出信号进行比较。微波信号经过环形器由魔T的E臂输入,魔T将微波功率反向平分给两个谐振器。两个谐振器的反射波信号同时返回到魔T为零,放大器无输出。一旦厚度变化Δd,放大器便有偏差电流信号输出至自动调节系统。(https://www.xing528.com)
该厚度测试系统测厚范围为0.1~0.5mm,给定误差约1%,偏差系统动态误差±0.01mm,8h漂移0.01mm;输出信号响应时间50μs,已用于金属带材自动化轧制过程。
以上对金属板的微波测厚法,甚至能在高温条件下对金属板实行快速、精确的测厚。
2.非金属板微波测厚
对非金属板的微波测厚法,可用穿透法或反射法(背衬金属板),由微波的衰减量和相移量,来实现快速、精确的测厚。
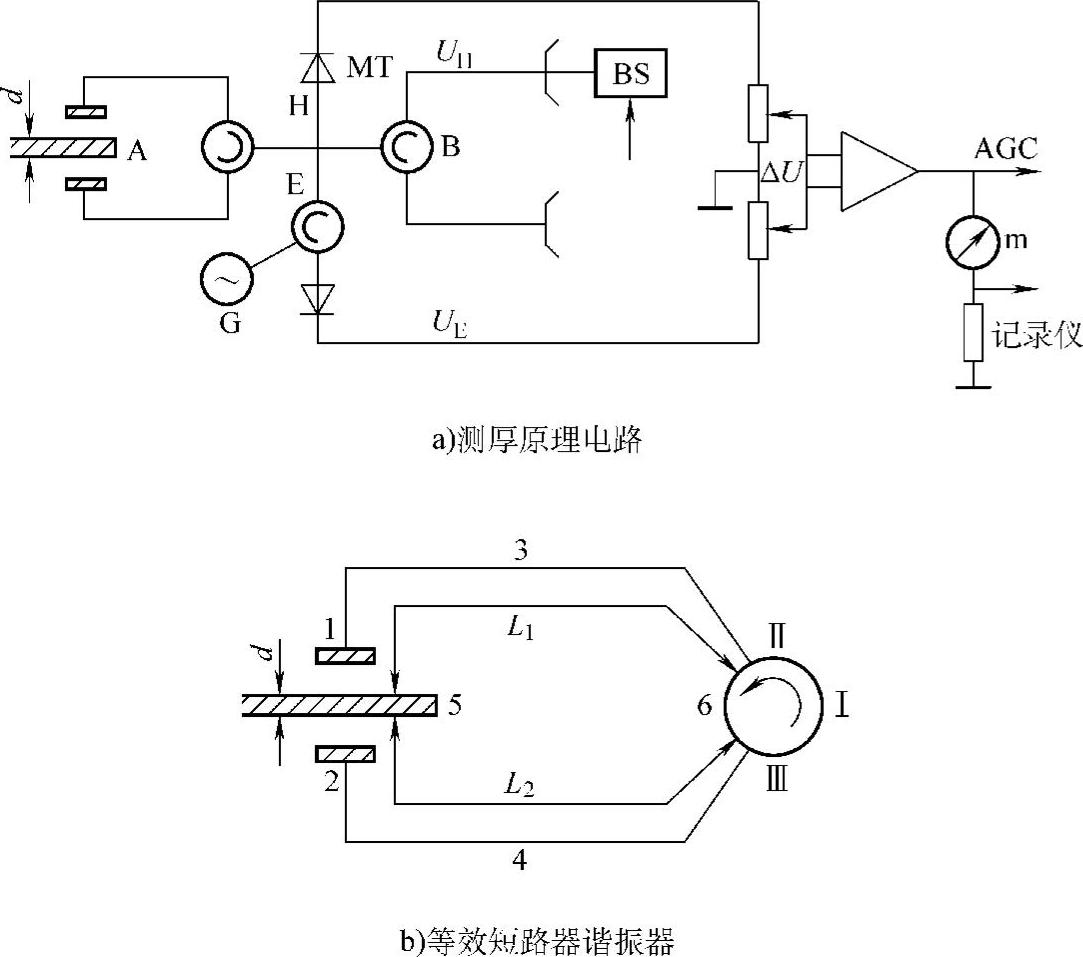
图4.4-33 微波测厚的工作原理图
A—测量谐振器 B—比较谐振器 MT—魔T G—微波信号源 BS—给定自整角机 m—偏差值表头
1、2—终端器 3、4—波导 5—待测金属片 6—环形器
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。