



涡流检测对电导率、磁导率和几何形状三个变量敏感。在分选中,如果感兴趣的冶金变量可以从这三个变量来推断,涡流检测法就很适用。对于非磁性材料,如果试件的厚度超过标准透入深度,分选就可以通过电导率的检测来进行,即先在已知材料试样上建立相应阻抗值,再从待分选试样上获得读数与之相比较。应该指出,由于在分选中所有有关的冶金变量均需从电导率的变化来推断,而不希望有的冶金因素又会不可预期地出现,较之缺陷检测,分选要困难得多。
1.关于电导率的测定
影响电导率的因素有合金化元素的添加和热处理及机械应力。
(1)影响电导率测量结果的因素
1)表面的曲率。应避免在具有小曲率半径的表面上进行测量,弯曲的表面可改变线圈的提离及受涡流作用的材料的体积从而改变涡流的响应,图4.1-21所示即为一例。对于凸表面,可用一V形块以保持探头面与曲面间的平行度,并应加工带曲面的标准试块供比对之用。
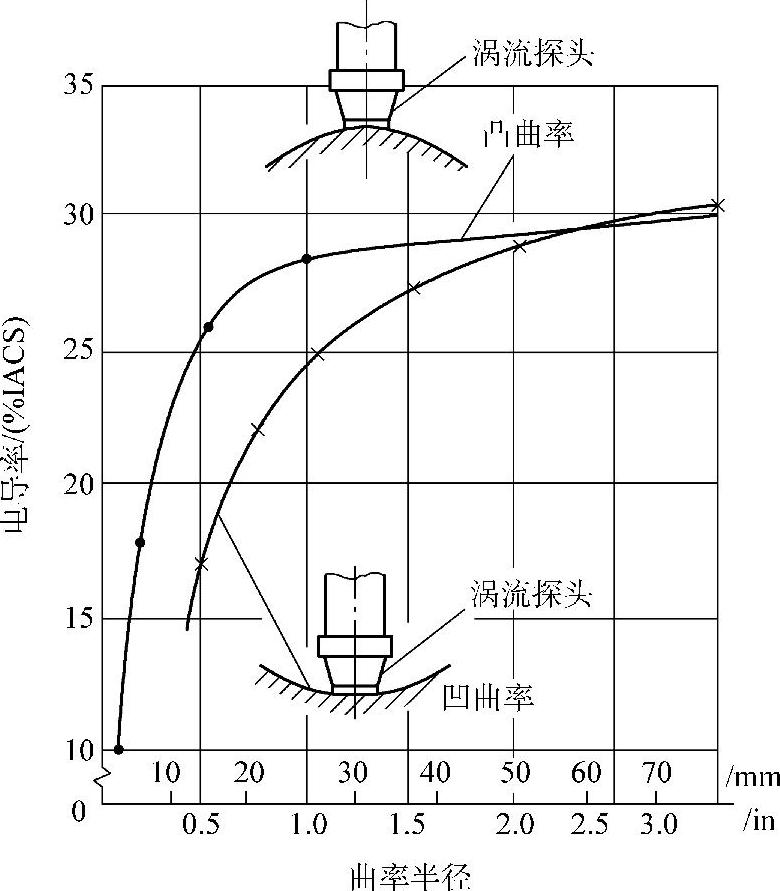
图4.1-21 圆柱形曲面对于电导率测量的影响
2)边缘效应。图4.1-22所示为边缘效应的一例,因此试件必须足够大,在图4.1-22的情况下,边缘距离必须保持不小于5mm。如果必须对窄试件进行检测,应采用专门的定中心夹具,以保持探头处于中心,并用边缘距离曲线对读数进行修正。
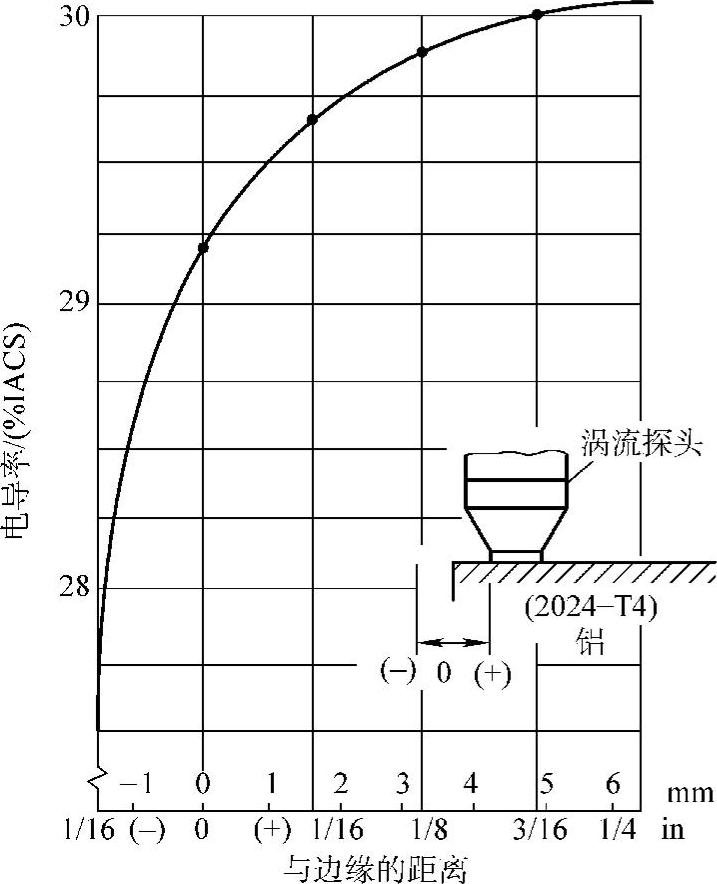
图4.1-22 用探头法测量电导率时边缘效应的影响
3)试件厚度。如本章1.2.4节所述,在材料中约5个标准透入深度(δ)处,涡流密度已小于其表面值的0.7%,一般将有效透入深度定为3δ。当材料厚度大于3δ时,认为厚度效应已可避免。
4)非导电体覆盖层厚度或提离。图4.1-23所示为在2024-T4铝合金上出现非导电覆盖层时层的厚度与视在电导率的关系。大多数直读式涡流电导仪在40%IACS试件上可对0.08mm的提离作出补偿,有些类型的仪器可在60%IACS试件上对0.1mm的提离作出补偿,这表明在试件表面上与无非导电覆盖层(或提离)时金属的电导率读数相比,在试件表面有较此值微高或微低的非导电覆盖层(或提离)时读数的变动不致大于0.5%IACS。
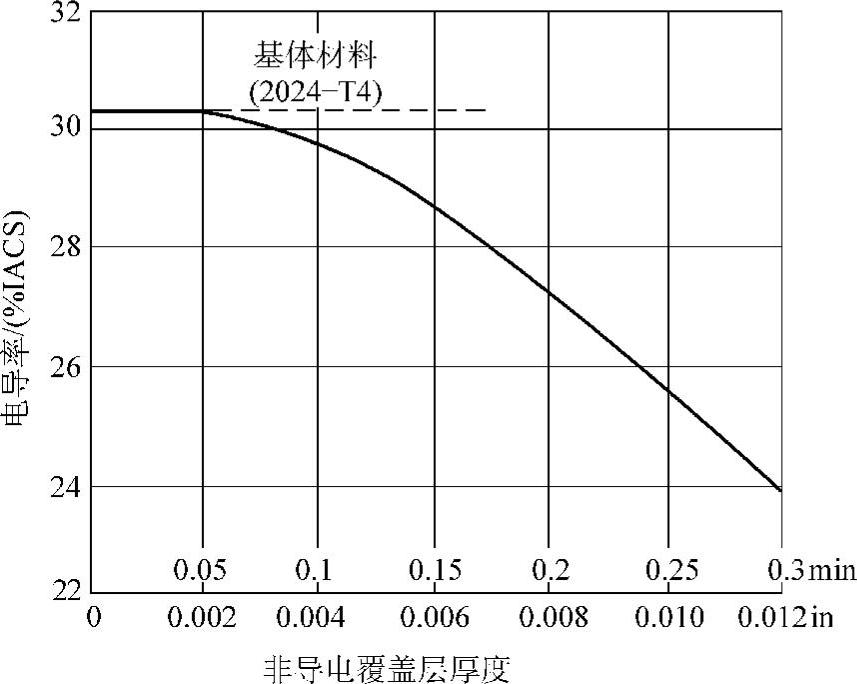
图4.1-23 2024-T4铝合金上非导电覆盖层厚度与视在电导率读数的关系
5)温度。温度为一重要的试验参量,必须考虑:①试件的温度;②试件与标准试块之间的温度差;③所用涡流仪的类型。温度对金属电阻率的影响可用下式确定:
ρt=ρ0(1+αt)
式中 ρt——试件在测试温度下的电阻率;
ρ0——标准温度下金属的电阻率;
α——电阻率的温度系数;
t——标准温度和试验温度的差。
(2)测定电导率时工作频率的选择电导率不同的一些非磁性材料的阻抗平面图如图4.1-9所示。可注意到,与铝相比,青铜的电导率轨迹和提离轨迹之间的分离角θ要小得多。频率的选择应使材料电导率变化的方向与所需抑制参量变化的方向有明显的不同。在低频处(图4.1-9a)青铜的θ角小,提离的抑制就比较困难:选择较高频率(图4.1-9c)使θ角增大,可使电导率变化的测量灵敏度提高。对于钛合金,频率应选在500kHz~1MHz之间,对于铝合金则应在20~100kHz之间。
(3)用于校准涡流电导率仪的试块对于涡流电导率仪的校准,所需试块的数量取决于检测的目的和要求的准确度。标准试块的电导率范围应在仪器测量范围之内,且应覆盖所测电导率的范围,希望有与校准范围低端和与校准范围高端电导率之差至少超过10%IACS,但不超过25%IACS的试块。试块需要有足够数量,以便得到能覆盖所测范围的光滑连续曲线。为便于运输和保存,电导率试块通常做得比较小,但尺寸必须足以防止有边缘效应或者其厚度会给电导率读数带来影响,对于铝和铝合金,一般取44mm×44mm×9.5mm。标准试块应是平的,表面粗糙度优于Ra6.3μm,没有任何覆盖层。测试电导率前用于校准仪器的工作试块,其准确度应在标称值的±0.5%IACS之内;二级标准试块准确度在±0.35%IACS之内,用于定期检查仪器性能及现场用的工作试块,二级标准试块应可溯源到国家计量部门,工作基准(一级标准)试块是与国家基准直接比对而赋值的,仅用于校准二级标准试块,通常保存在国家计量部门的试验室环境中。很多试块,特别是铝合金的,如过度曝露在高温下(65℃或更高),会有冶金学上的变化,如曝露在潮湿或其他有害环境中表面会被腐蚀。由于草率操作而引起的损伤也会使电导率读数产生误差,使用、保存应予以注意。
2.铝合金电导率的测试技术
利用涡流电导仪测量非铁磁性金属及其合金电导率的技术本身比较简单,只要试件的厚度、大小、表面状态等满足测试条件要求,使用量值准确的电导率标准试块校准性能合格的电导仪,即可直接测量出材料和零件的电导率值,并据此进行牌号、状态的识别或分选。不同于其他非铁磁性金属,由于铝合金的一些力学性能(如硬度)与其电导率之间具有密切的对应关系,如图4.1-24所示,因此铝合金电导率的涡流检测技术应用更为广泛。
当载有交变电流的线圈接近导电材料时,线圈内交变电流产生的交变磁场会在导电材料表层生成涡旋状流动的电流。该涡旋电流的大小除了与激励磁场的大小及交变电流的频率有关外,还与导电材料的电、磁特性及尺寸等参数密切相关。对于非铁磁性的铝合金,其相对磁导率μr=1,因此其磁特性参数μ=μ0μr是一个常量。对于确定的仪器,当线圈紧密接触厚度无限大铝合金平板时,影响涡流场大小的只有一个变量,即铝合金板材的电导率。为了精确测量出电导率的微小变化,通过复杂的阻抗分析、计算和比较试验,确定了电导率在1%IACS~100%IACS范围的金属及其合金最合适的测试频率为60kHz左右,铝及铝合金的电导率范围大致在17%IACS~62%IACS。
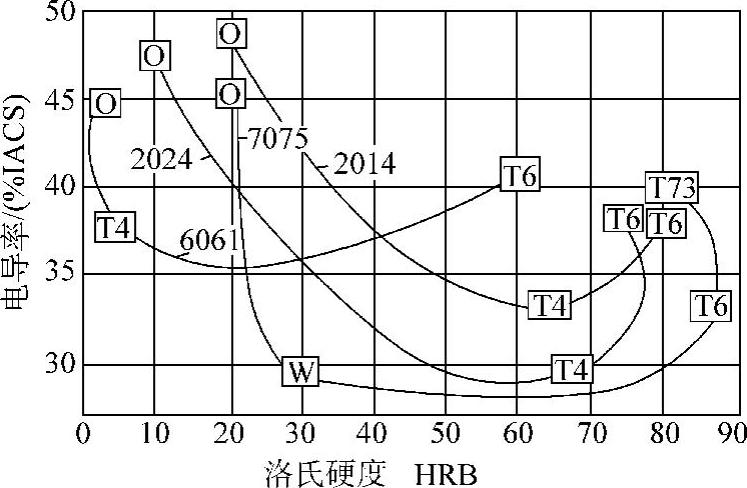
图4.1-24 几种牌号铝合金的热处理状态、硬度及电导率之间的关系曲线
铝合金材料和零件的硬度和热处理状态均匀状况是工程应用十分关心的技术指标。由于压痕式硬度检测是一种破坏性测量方法,且测试设备通常也比较大,对试件大小及硬度又有一定的要求,因此铝合金热处理质量的检测一般不直接采用打硬度的方法,而是通过电导率的测量间接地评价。由图4.1-24可见,各种牌号铝合金的电导率值与其硬度、热处理状态之间并不是单值的一一对应关系,因此要根据电导率值评价铝合金的硬度,首先还需要明确被测试对象的牌号和热处理状态。
当电导率的测得值在规定的电导率极限值范围内,可根据电导率的合格推断其硬度合格;当电导率的测得值超出规定的电导率验收值范围,特别是超出量又比较小的情况下,决不能由电导率的不合格断定该试件为不合格品,而需要对电导率不合格的试件(或部位)做补充硬度试验,并以硬度试验结果作进一步的分析和判定。
变形铝合金原材料的种类分为铝合金棒材、板材、管材、型材,相应地有各种形状、规格、尺寸的变形合金制件。正是由于材料及零件在形状、尺寸上的千差万别,在电导率测试过程中,需要结合涡流技术的一些特点,采取相应的技术手段减小或消除各种因素的影响,或对各种因素的影响进行补偿,以准确地获得试件真实的电导率值。
电导率涡流测量的主要影响因素有板材的厚度与宽度、材料或零件表面的覆盖层以及表面形状等。对于铝合金板材,当厚度小于涡流有效透入深度时,受板材厚度的限制,涡流在板材中的分布不再遵循半无穷大导电介质中的分布规律,因此对检测线圈的反作用磁场的强度也随之发生变化,导致涡流电导仪指示的电导率值与板材的实际电导率并不相同。同样,当检测线圈置于宽度小于线圈涡流场作用范围的窄条材料或零件表面时,受边缘效应的影响,涡流场的分布也会发生畸变,出现仪器显示值与真实电导率不符的情况。材料和零件表面的覆盖层主要有包铝层和漆层或阳极氧化膜层两类。前一类的包铝层一般具有比基体铝合金更高的导电性,因此在带有包铝层的材料或零件(厚度大于涡流有效透入深度)表面上测得的电导率值要高于基体铝合金的实际电导率;后一类的覆盖层,无论是漆层,还是阳极氧化膜层,均为非导电层。铝合金零件表面非导电层的存在,使得检测线圈表面与铝合金表面之间形成了一定的间隙,铝合金电导率的测量因此受到提离效应的影响。对于铝合金棒材或曲面形状的铝合金制件,涡流检测线圈置于曲面上测量时,受电磁耦合条件的影响,同样无法正确测得棒材或曲面制件的电导率。
不同型号的涡流电导仪,由于受线圈尺寸、结构及仪器信号处理电路等方面不同因素的影响,即使采用相同的检测频率,对于上述各项影响因素的响应也不相同,并且可能存在较大的差异,因此在实际测量中,必须针对具体的仪器建立或制定适用的修正关系或修正系数,消除或补偿相关的影响。
利用涡流电导仪测量材料或制件电导率之前,首先要用电导率标准试块校准仪器的测量范围。以Sigmatest2.067型电导仪为例,该仪器配备了电导率值分别为9.18MS/m和58.2MS/m的标准试块。从该型号电导仪的指示盘可以看到,在不同的量值范围内等量的电导率变化引起指针的偏移量并不相等,这是因为电导仪指示被测试件电导率值的刻度盘与仪器内某平衡电桥电路上的可调电容相联接,电导率变化量与电桥平衡过程中电容改变量之间存在近似的对数函数关系,而不是线性关系。美国波音公司在20世纪60年代末期最早发现,以仪器配备的标准试块校准仪器量限的高、低端,测试铝合金得到的电导率读数与其真实电导率值有较大偏差,这是因为模拟对数函数变化规律标记的刻度盘不能在很宽的测试范围内准确反映电导率变化,为此增补了量值分别约为11.6MS/m、16.7MS/m、25MS/m、34.9MS/m和49MS/m的电导率标准试块,各标准试块的量值间隔为5~15MS/m。选用与被测件电导率最接近的两块标准试块校准仪器相应的测量范围,测得的铝合金电导率结果要比采用仪器配备的标准试块校准后测量结果精确得多。20世纪70年代之后,美、德、英、俄及中国先后开展了电导率标准试块的研究与制造,试块不再是仪器的附属品,而成为独立于市售仪器之外的专卖的标准物质,因此用户在订购电导仪的同时,应根据其测试对象购置相应范围的电导率标准试块。
严格地讲,涡流电导仪属计量器具,校准仪器用的试块属于标准物质范畴,因此需要按照计量技术管理原则开展标准试块量值溯源、传递及仪器周期检定工作。早期标准试块的量值基本上采用机械加工方式将电导率值刻印在其表面上,而且许多试块的量值不具有可溯源性。美国波音公司在20世纪60年代末最早开始研究电导率标准试块量值的计量溯源问题,他们首先在大量合金材料中选择均匀性好、稳定性佳的板材,经过精密机械加工制成尺寸为1524mm×50.8mm×12.6mm条形板,在能够精确控温的油槽内向长条板输入定值直流电,并在固定长度位置上(间距1m)精确测量电压降,经过电阻R、电阻率ρ的计算,导出电导率σ值,并定义该组长条板为Ⅰ级电导率标准,以Ⅰ级电导率标准的定值校准专用的涡流电导率测量装置,再测量尺寸为30mm×30mm×5mm试块的电导率值。以该方法及测量装置给出的量值作为试块的标准值,并定义其为Ⅱ级电导率标准。美国国家标准技术研究院(简称NIST,即原美国国家标准局NBS)在20世纪70年代中期开始建立原理方法与波音公司基本相同的Ⅰ级电导率标准,并以此作为美国国家电导率最高基标准,向波音公司等企业或部门的最高标准进行量值传递,其传递量值得到世界许多国家认可。由于电导率标准试块在使用过程中会磨损,保存不当还会出现腐蚀,更由于铝合金材料的时效特性,所以在标准试块的制造商、供应商在标准试块表面上刻印电导率量值的做法是不科学、不合理的;正确的做法是在标准试块销售时出具包含标准试块量值的检定证书,每次周期检定后再出具新的检定证书。对于同一标准试块,各次检定的结果并不完全相同,这种标准试块量值在规定范围内变化的情况是正常的、允许的;如果标准试块量值的变化量超出规定范围,则必须予以修复或报废。
即使电导率标准试块的量值非常精确,如果涡流电导仪性能不合格,则仍不能准确测量铝合金材料或零件的电导率,因此需对可能影响仪器测量准确度的有关参量定期校验,如仪器的测试稳定性、准确度、灵敏度及提离抑制性等。稳定性是指仪器在一定时间内持续测量同一试件时指示值的变化;准确度是指仪器在校准范围内测量结果的正确程度;灵敏度是指仪器能够测量出电导率的最小差值或变化;提离抑制性是指仪器消除或减小探头与试件间微小间隙影响的能力。
3.铝合金材料电导率的涡流检测应用(https://www.xing528.com)
(1)薄规格裸铝板的电导率测试图4.1-25是采用工作频率为60kHz的Sigmatest 2.607型电导仪对0.4~2.0mm范围内四种不同厚度和电导率值铝合金板进行测量获得的试验曲线。可以看到,板材厚度大于标准透入深度而小于有效透入深度时,电导率测量的视在值与板材的实际电导率值有较大差异,只有厚度达到或超过有效透入深度,电导仪的视在读数才正确反映出材料的真实电导率值。
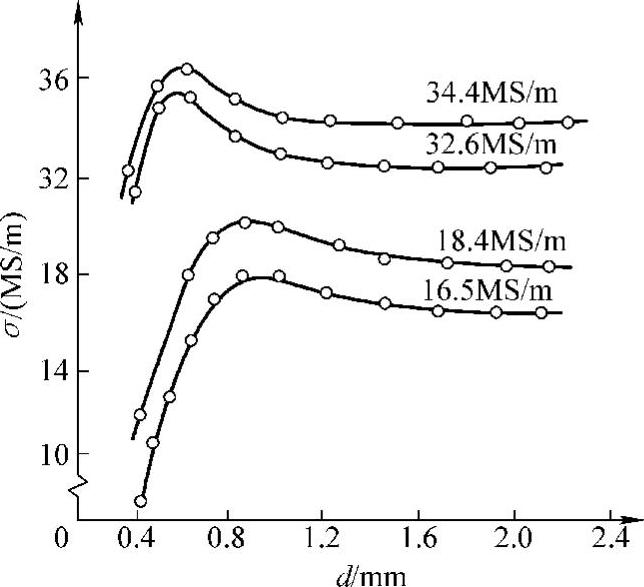
图4.1-25 Sigmatest 2.067型涡流仪的电导率测量读数与板厚的关系
因此,实际测量时,被测件厚度应大于涡流的有效透入深度,否则,需要采取叠加测量的办法。叠加测量时,可采取两张板叠加,亦可采取三张板叠加,原则上要求叠加后的厚度大于涡流有效透入深度,并要求各层必须贴紧,各层上、下位置互换后测量结果应一致。
(2)铝合金棒材的电导率测试对于铝合金棒材的电导率测量,通常不允许在棒材横端面直接进行,这是因为与铝合金电导率相关的技术标准给出的数据均是在平行于铝合金轧制方向的平面上获得的。对于曲率半径小于250mm的内凹状试件,不能在凹面上直接测得其真实电导率值;对于曲率半径大于60mm的外凸状试件,才能在凸面上直接测得其真实电导率值,否则需要加工平整的测试面或采取修正测量方法。
对于直径在ϕ20~ϕ120mm范围的棒材,按下述公式对实测数据加以修正后可得到铝合金棒材的真实电导率值:

式中 σ(ϕ)——直径为ϕ的棒材上测得的视在电导率读数;
σ(∞)——材料的真实电导率值,即最终期望获得的电导率值;
s,t——与试件直径ϕ有关的修正系数。不同直径范围内s,t的取值见表4.1-2。
表4.1-2 不同直径范围内s,t的取值
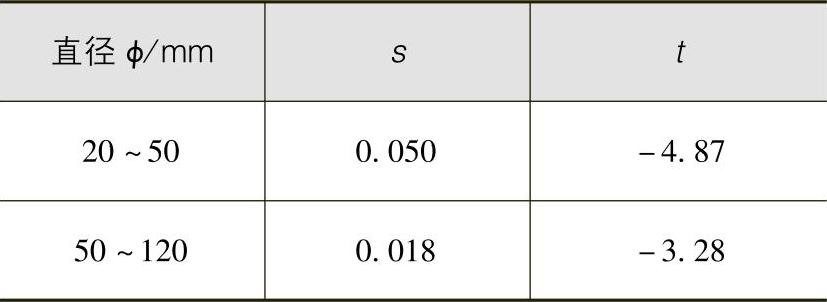
注:该修正系数的取值仅适用于Sigmatest2.607型涡流电导仪。
举例说明:在ϕ40mm和ϕ90mm铝合金棒材柱面上测得的电导率值分别为30%IACS和37%IACS,在表4-3中选择对应的s,t值分别代入修正系数计算式中,可分别得到ϕ40mm和ϕ90mm铝棒的真实电导率值:
σ(∞)|ϕ=40=σ(40)/exp(-0.07175)=1.074σ(40)
σ(∞)|ϕ=90=σ(90)/exp(-0.01844)=1.019σ(90)
采用上述修正方法可不必在试件柱面上加工测试平面而获得比较准确的电导率。
4.铝合金构件过时效或热损伤的评价
(1)2014铝合金件的涡流检测2014-T6铝合金在较高温度下时效,当时效温度接近425℃时电导率有反向现象,硬度和强度值此时也反向,可如图4.1-26所示。此外,这种铝合金在从热处理炉中取出延迟一些时间才淬火会导致抗拉强度的下降同时电导率可上升,这可用涡流法检测。
(2)2024铝合金件的涡流检测对于不同的回火,2024铝合金的电导率、硬度和强度可有明显的不同;淬火时间的延迟也有影响。一些制件是处于固溶处理后的自然时效回火状态(T3、T4)还是处于人工时效回火状态(T6、T8)可用电导率来分辨,但用硬度值是不能很好分辨的,见表4.1-3。
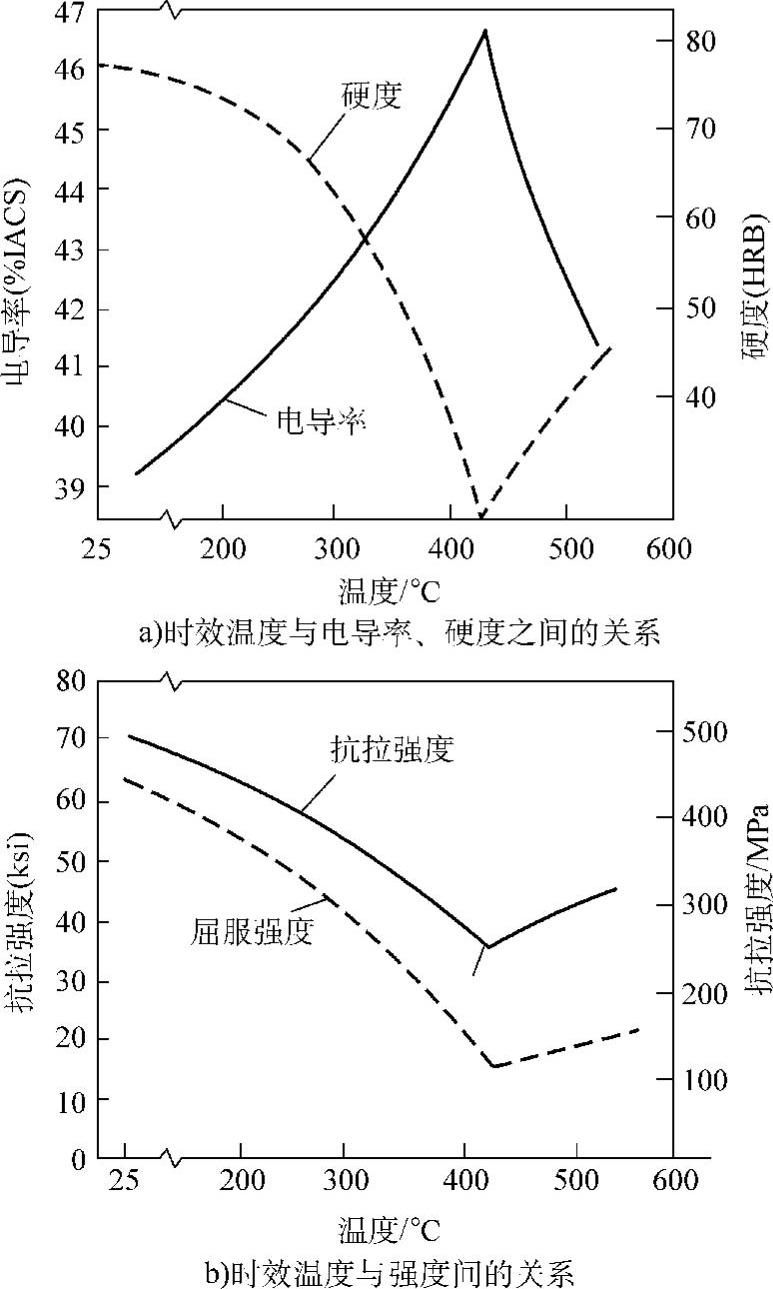
图4.1-26 2014-T6铝合金时效温度与电导率、硬度、强度间的关系
表4.1-3 2024铝合金轧棒的涡流检测

对于2024-T851的抗应力腐蚀能力,电导率值不是一个很好的判据,腐蚀抗力好的电导率往往是高的;但经验表明,电导率高的腐蚀抗力不一定都高。2024-T3/T4加热超过150℃保持足够的时间可导致硬度和强度的下降和电导率的上升。加热到200℃或260℃硬度和强度在微小下降后跟着有微小上升而电导率没有相应的变化,只是在持续更长些时间后电导率上升而力学性能下降。在315℃和370℃过时效,硬度和强度随持续时间的增长而下降,而电导率的增大开始是快的,经很短时间就达到较高值。温度上升到480℃,电导率达到最高值,24min后下降到36.6%IACS。
(3)7075铝合金件的涡流检测图4.1-27为淬火时间延迟对电导率和硬度的影响。图4.1-28则为在高温下保持不同时间对电导率的影响。
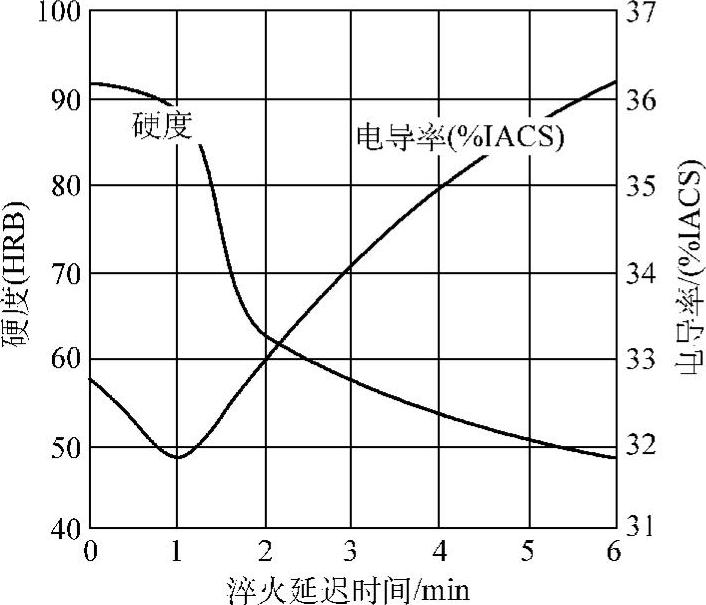
图4.1-27 7075-T6合金淬火延迟时间对硬度和电导率的影响
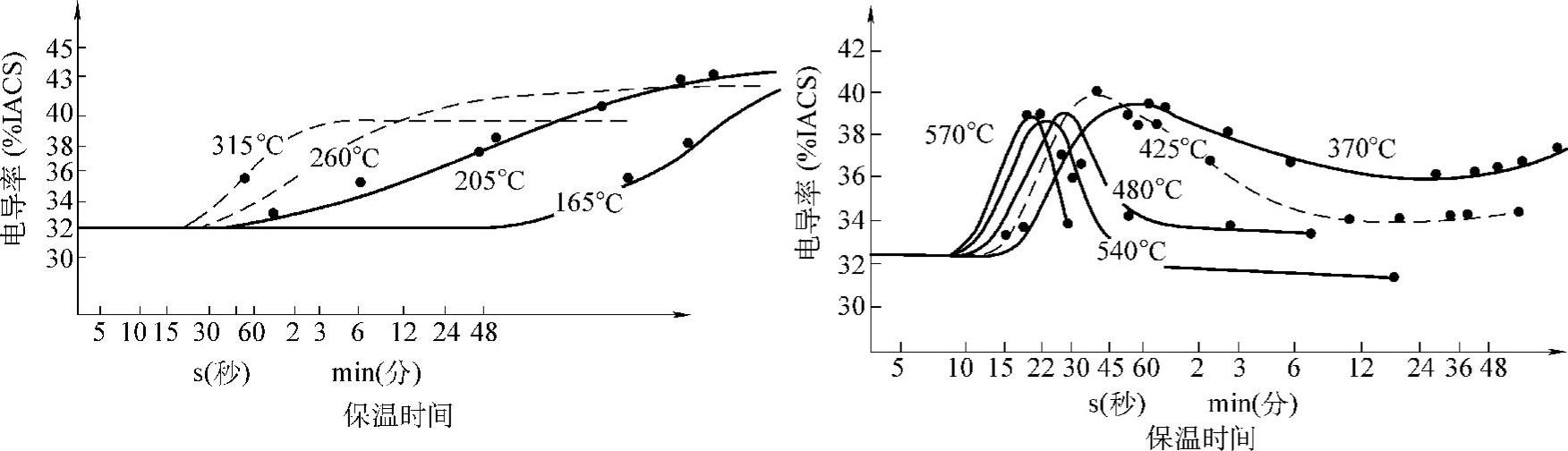
图4.1-28 7075-T6合金高温下保持时间对电导率的影响
5.钛合金制件涡流电导率检测
在高温下钛和钛合金对氧有亲和力,氧从表面向内扩散形成α外壳,这可使钛合金变脆和引发开裂。对于化学纯的钛、Ti-6Al-4V和Ti-5Al-2.5Sn合金,α外壳厚度与涡流揭示的典型关系如图4.1-29所示,工作频率低于500kHz的涡流仪要可靠指示α外壳厚度灵敏度不够。
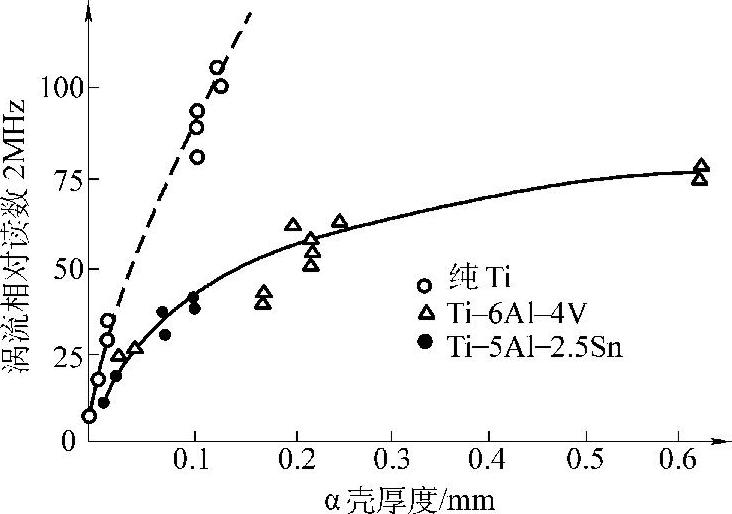
图4.1-29 α外壳厚度与涡流指示的关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。