



1.结构陶瓷的检测
(1)材料的表征图3.6-2为6mm厚热压SiC方棒的激光扫描声显微镜检测情况。图3.6-2a为无缺陷区的光学显微照片,可明显看到有一些微小孔隙。图3.6-2b为声幅度显微图像,视场为2.3mm×3mm,工作频率100MHz,声的透射基本是均匀的。图3.6-2c则为声干涉图像,显示出为直的平行条纹,表明声速是均一的,条纹的微小偏移可能是表面粗糙所引起。
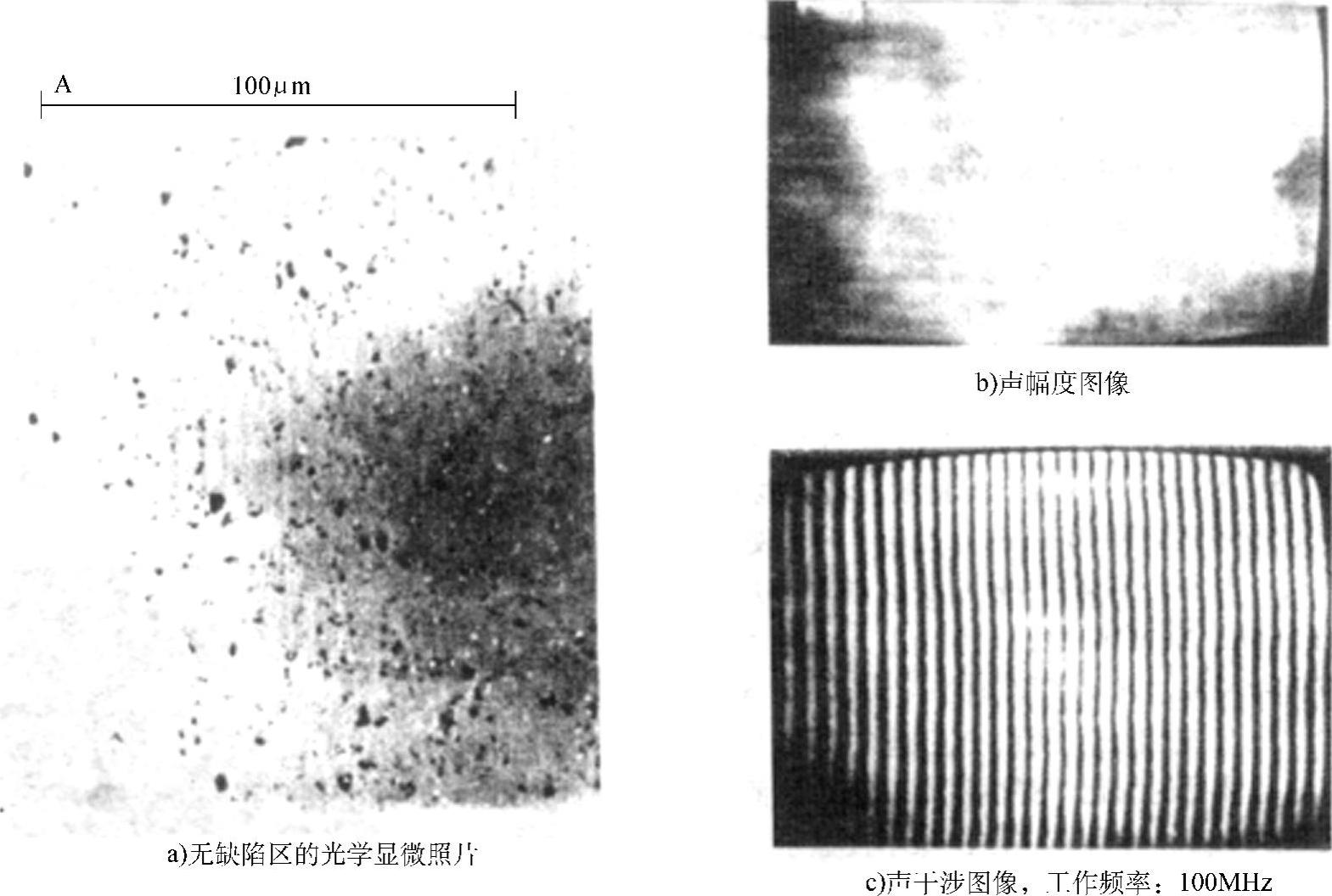
图3.6-2 热压SiC的光学显微照片和SLAM图像
图3.6-3为在经硅处理的直径为25mm的SiC管上所作检测情况。图3.6-3a为光学显微照片,可看到晶粒尺寸大至20μm,图3.6-3b和图3.6-3c分别为声幅度图像和声干涉图像,相对于图3.6-2b和图3.6-2c,声的透射幅度和平均声速都是非均一的,这与晶粒较大和出现有自由硅(白色区)有关。虽然对于100MHz的频率来说,单个的自由硅晶粒是不能分辨的,但可在透射特性上表现出来。干涉条纹的总的弯曲是由管表面的曲率引起的。
图3.6-4为在经硅处理的尺寸为3mm×6mm方棒形SiC上所作检测,图3.6-4a为光学显微照片,该材料的晶粒尺寸有双峰分布,晶粒直径可大至100μm,白色区为自由硅。图3.6-4b和图3.6-4c为1mm厚切片的典型声特性,从图3.6-4b的声幅度图像上可见到由于大尺寸晶粒和自由硅的散射声学显微图是不均一的,在图3.6-4c的声干涉图像上可看到条纹有相当大的不连续性,说明声速有突变处,而在图3.6-2c和图3.6-3c中条纹基本是连续的。
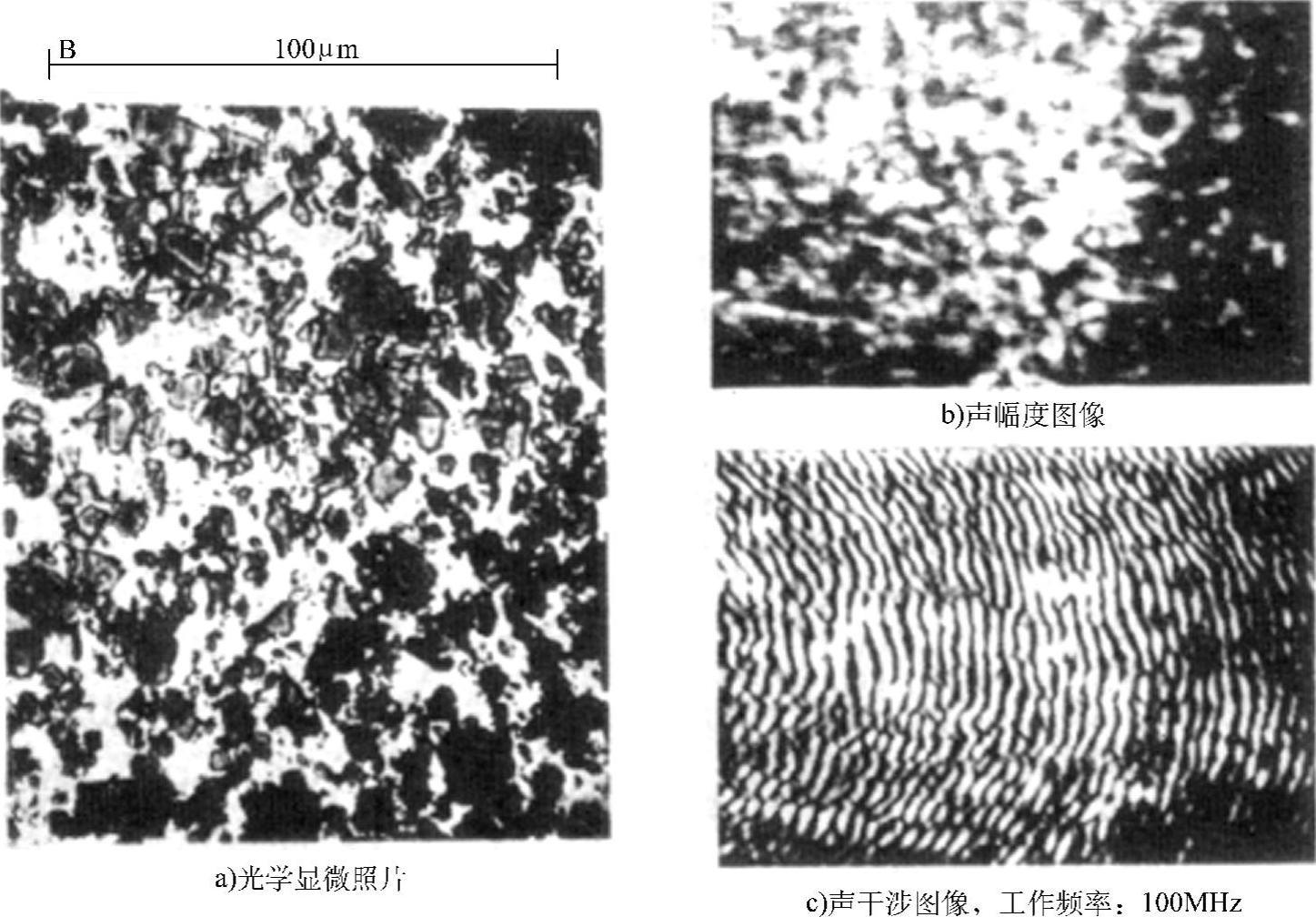
图3.6-3 经硅处理的SiC管的光学显微照片和SLAM图像
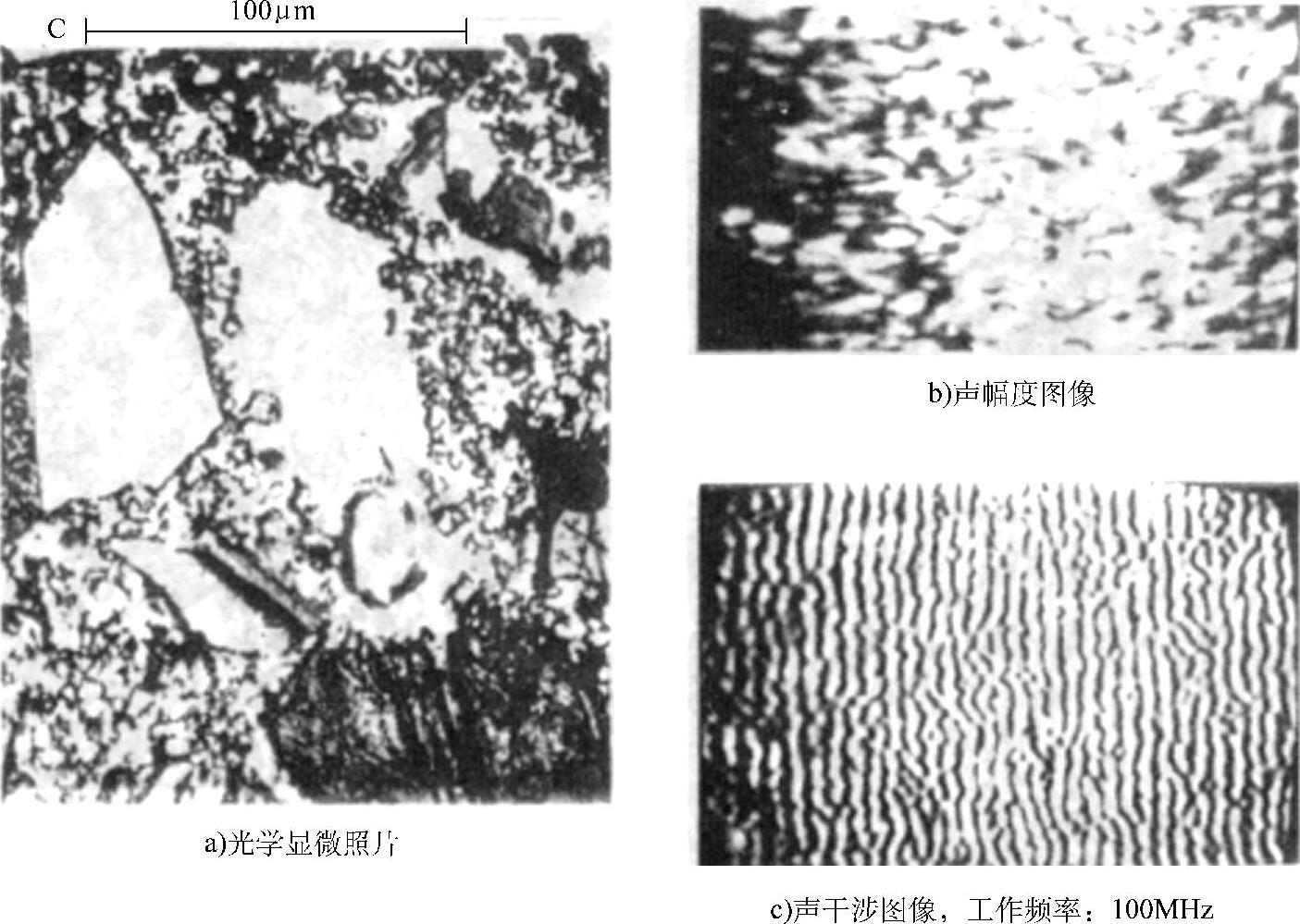
图3.6-4 经硅处理方棒形SiC试样的光学显微照片和SLAM图像
(2)缺陷的表征图3.6-5为在热压SiC方棒试样上开口于表面的裂纹的声显微图,由于声波通过试样时在断裂界面处受阻,导致在开裂面右侧出现阴影区,在声干涉图像(图3.6-5a)和声幅度图像(图3.6-5b)上可看到明显的边界,标以箭头的阴影的范围是1.8mm,按在棒中声的传播约为60°,开裂的程度可估计为1.8mm/tan60°=1mm。
2.粘接的检测
(1)环氧树脂胶的凝固快速凝固环氧树脂胶的两种组分树脂(左)和固化剂(右)等量接触但不予搅混。光学显微照片(图3.6-6a)表明在界面处存在有聚合现象,图3.6-6b、c、d则表示开始接触1min、2min和10min后所获得的连接处的声干涉图像,表明了聚合的逐步进行直至出现固化的壁垒阻止了两组分的进一步相互作用。随着液体的固化,弹性模量和透声性的增大使条纹偏移,这种声干涉图像不仅显示了固化区的出现,也显示出靠近结合区仍保持着的不完全聚合。
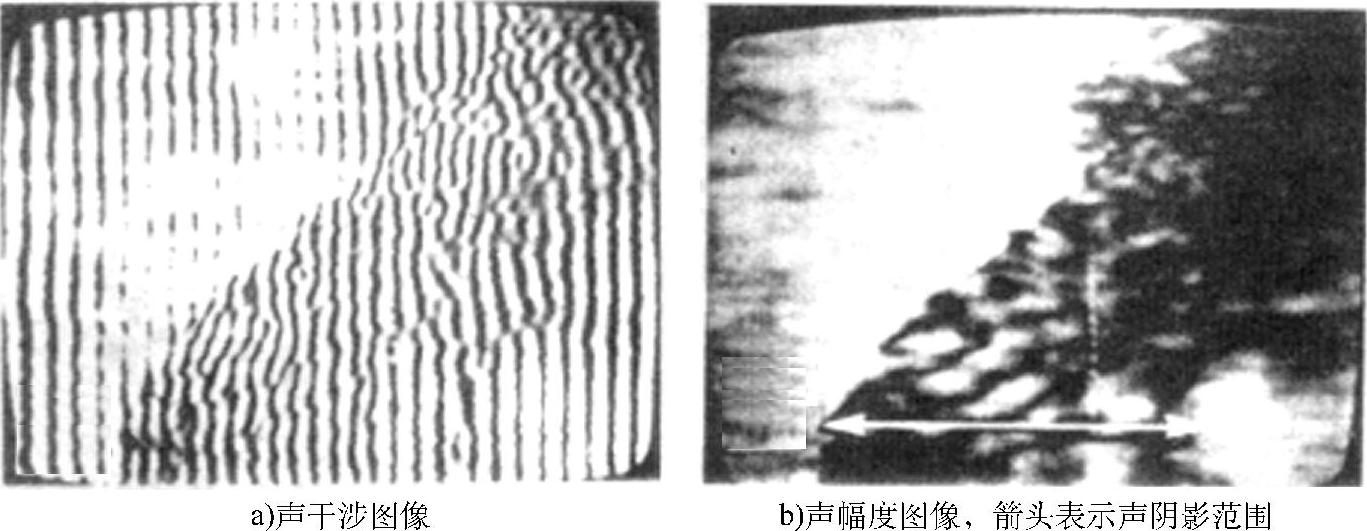
图3.6-5 热压SiC方棒中开口表面裂纹的SLAM图像
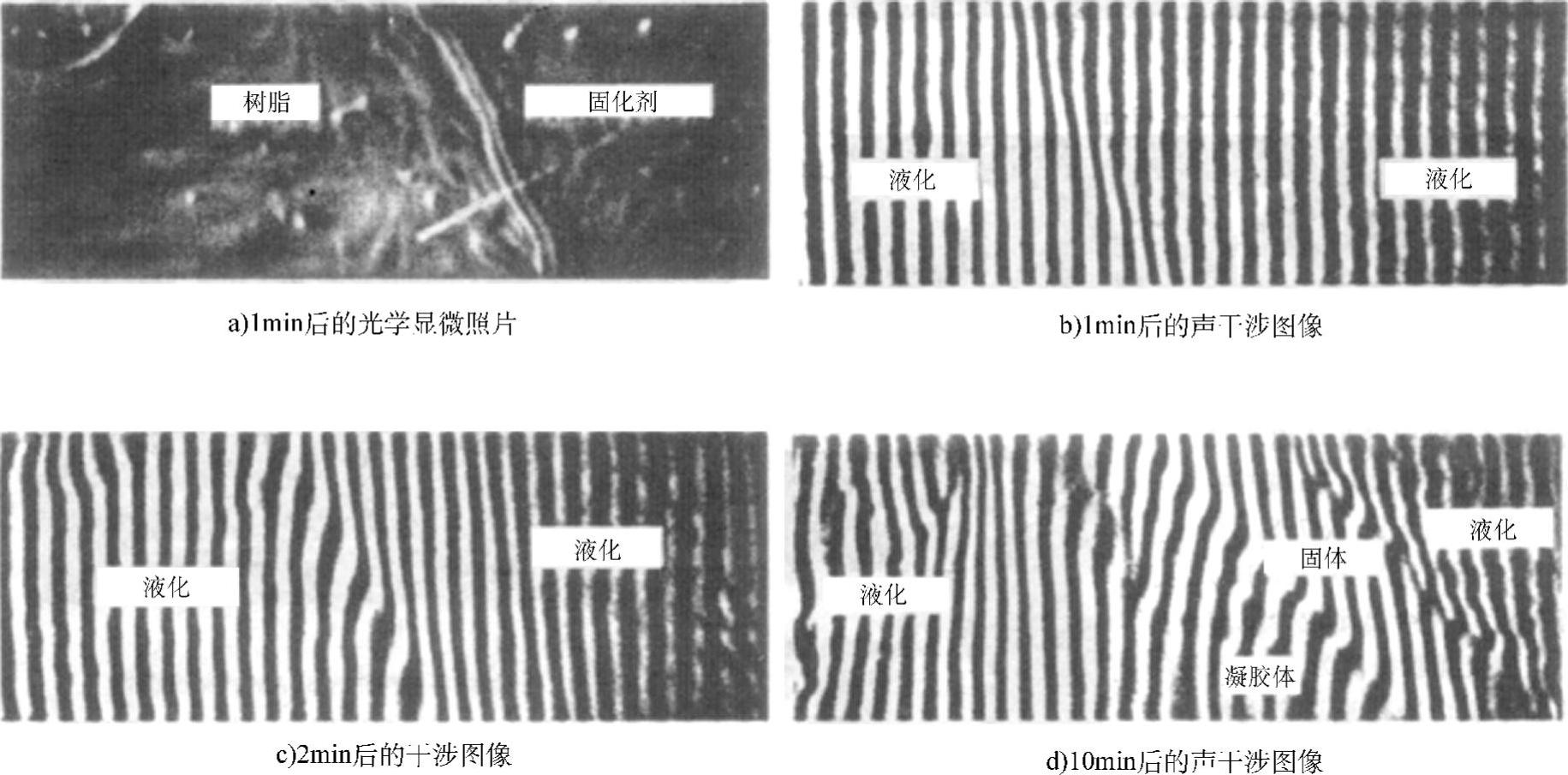
图3.6-6 环氧树脂固化的SLAM观察(https://www.xing528.com)
(2)胶接蜂窝结构件质量的检测图3.6-7为用工作频率30MHz超声波所获得的SLAM图像,可清楚看出粘接质量。
3.固态连接的检测
由两片特殊加工成形的单侧件通过固态连接(如扩散连接)制成的带纵向冷却通道的发动机涡轮叶片,其连接质量可用激光扫描声显微镜进行检测,所用装置如图3.6-8所示,考虑到叶片的尺寸比较大,所用频率为30MHz,可穿透约6.5mm厚的叶片和给出比较合适的分辨力(约125μm)。扫查面积每次为9mm×12mm,一个叶片的四个纵向冷却通道全面检查约需1min。如图3.6-9所示,叶片的气流冷却通道在声幅度图像上显示为黑色,结合良好的部位,声波能很好穿过,呈现为白色,结合不好的部位由于其间有空隙也会呈现为黑色。由于叶片材料是定向凝固的,对超声有双折射效应,对结合面的面积难作准确测量。
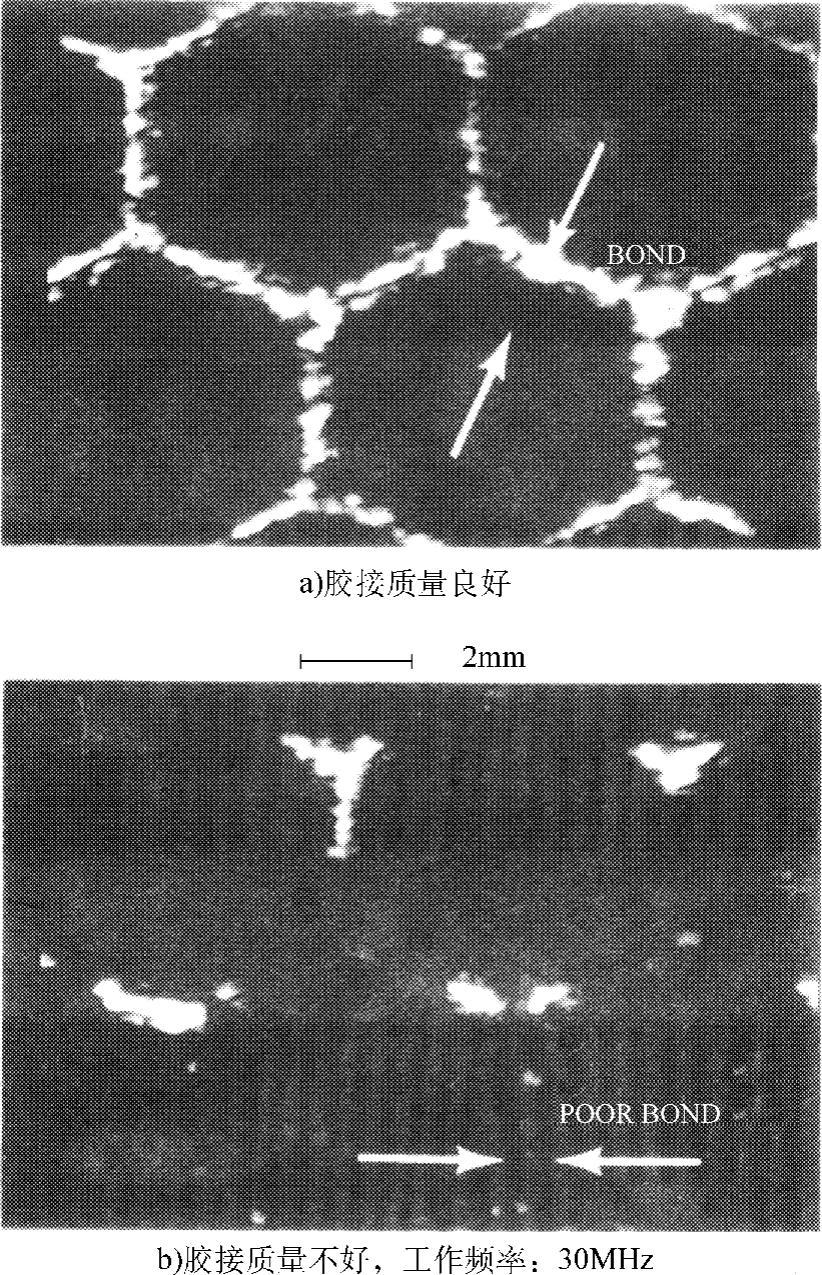
图3.6-7 胶接蜂窝结构SLAM声幅度图像
图3.6-8 叶片SLAM检测的配置示意图
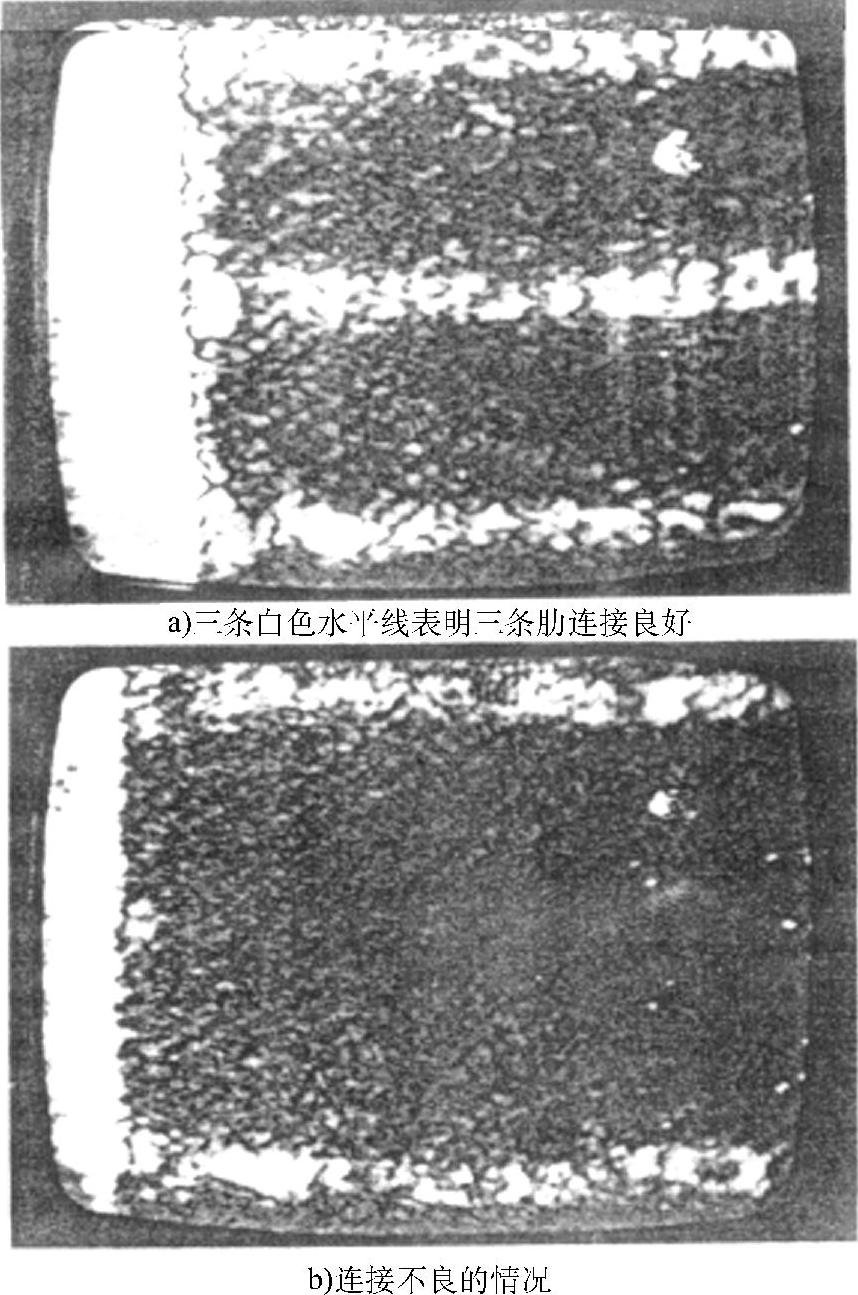
图3.6-9 半开叶片连接质量SLAM检测的声幅度图像
4.微电子器件的检测
可对如下缺陷进行检测
(1)固态器件模片连接和分层、模片中的裂纹。
(2)陶瓷片电容器分层、裂纹、孔洞、封装的完整性。
(3)厚膜电阻器对基片的结合、修整损伤。
(4)基片材料孔隙的表征,裂纹和缺陷探测,多层基片和分层。
(5)连接和封装引线的固定、芯片和散热片的连接,在基底上的金属喷镀、封装的完整性、钎封。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。