



透射式仪表是直接测量射线穿透物质后强度变化的仪表。其特点是放射源和核辐射探测器分别置于被测物体两侧。由于物质的吸收,射线穿过物体后强度要降低,降低的程度与物体厚度、密度及成分有关。因此,在其中一个因素变化而其他条件不变时,核辐射探测器测得的射线强度便仅和变化的因素有关,可用于测量与之有关的参数,如材料的厚度、密度、浓度、重量等。从广义的角度看,厚度计、密度计、核子秤等实际上都可看做是测厚仪表,从原理到结构都十分接近。本手册主要讨论各种类型的厚度计。
透射式厚度计应用十分广泛,可以无接触、迅速、精确、连续地自动检测和控制纸张、塑料、各种金属板材、电影胶片或其他板状材料的厚度。
由前面的讨论,参考式(2.5-11)及式(2.5-8)可知,无论是β射线还是γ射线,虽然与物质的作用原理不同,但穿过被测材料后射线强度衰减的近似关系式在形式上是一样的。X射线与物质相互作用原理和γ射线基本相同,与γ射线同样考虑。探测器测得的射线强度Ix与吸收体厚度x的关系为

式中 I0——不存在吸收体时,探测器测得的射线强度;
ρ——被测材料的密度;
μm——被测材料对射线的质量吸收系数;
xm——被测材料的质量厚度,xm=ρx。
经简单推导可以得到

对一定材料,即确定的μm和ρ,只要测得I0和Ix即可算出材料的厚度x,这就是测厚仪表的基本原理。
适当地选用放射源是设计测厚仪表的首要问题。由式(2.5-12)可知,要减小厚度x的测量误差,应尽量使I0/Ix大一些。即选用较低能量的γ(X)射线源或选用β射线源。但β射线有一定的射程限制;γ射线能量太低时Ix太小,反而会使Ix的统计误差上升,测量精度下降。表2.5-8列出了工业上常用的β或γ放射源的测厚范围。
表2.5-8 工业上常用的β或γ源的测量范围(用质量厚度表示)
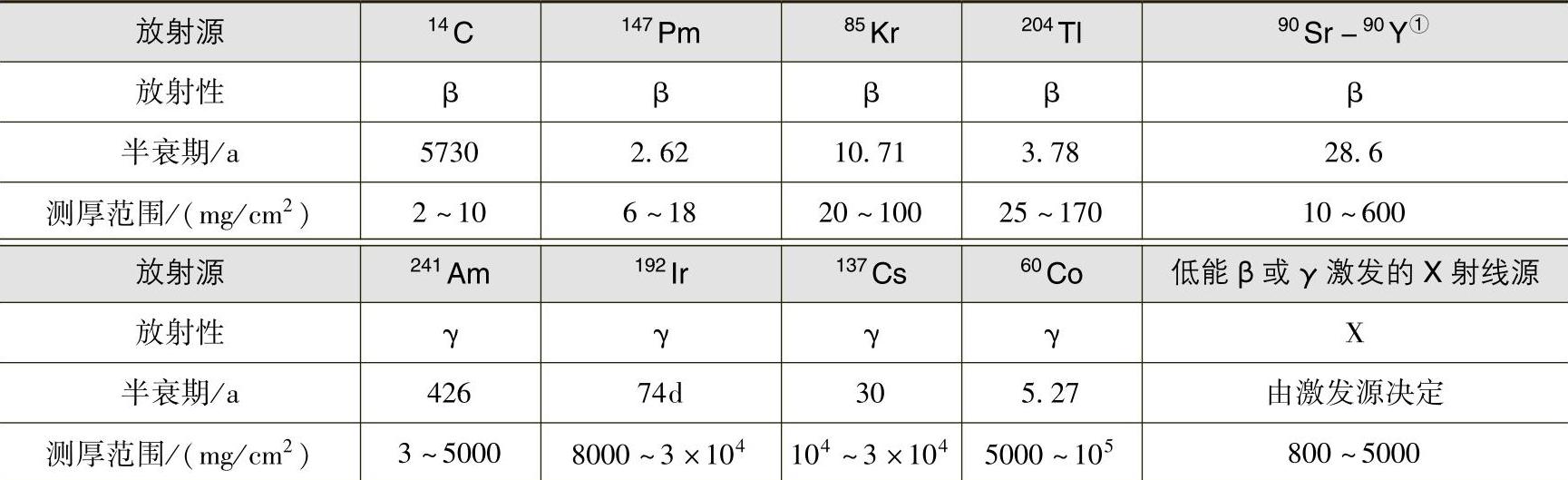
注:在实际应用中常把90Sr-90Y放射源简称为90Sr源
选用探测器时应考虑射线的种类和能量范围,许多放射源都发出不止一种能量的射线,甚至发射不同种类的射线。要保证对测量起主要作用的能量范围内的射线有较高的探测效率,非主要作用射线有时起到干扰的作用,因此要尽量压低其影响。合理设计探测器往往起到主要作用。如设计测量低能β射线的电离室,应选用薄输入窗和适当的充气压力,以减少γ射线的干扰,并保证β射线有足够的探测效率。而测量γ射线时就要提高充气压力,并选用原子序数大的工作气体,如氙等,同时为了提高充气压,入射窗应相应加厚。
探测器的选择对整个仪表结构有着决定性的影响,在计数方式上,多采用闪烁探测器,相应地可选用较弱的放射源。但电子电路应包括给光电倍增管供电的高压电源、主放大器、甄别器等,最后可用计数率计将脉冲计数变为电压进行测量和显示。在采用电流方式时多采用电离室,往往要求放射源比前者强得多,但电子电路相对简单得多。对高压电源稳定性要求较低,关键的电路是弱电流直流放大器。一般说来这种仪表抗干扰能力、线性范围以及稳定性要比计数式好。
工业现场使用的探测器信号总要经过前置放大,以保证信号的传输。二次仪表虽可采用各种模拟电路,但较新的仪表几乎全部采用各种微处理器或计算机进行处理。不仅可将信号与厚度之间的非线性关系进行适当转换而且可以很方便地实现数字化的显示或与主计算机连接以及实现反馈控制。
应当指出的是,虽然二次仪表种类繁多,然而只能影响到仪表的使用性能或者说使用方便的程度。决定仪表基本性能指标的关键还在前面的探测器和前置放大器所提供信号的质量。图2.5-6是一个典型的β射线厚度仪框图。
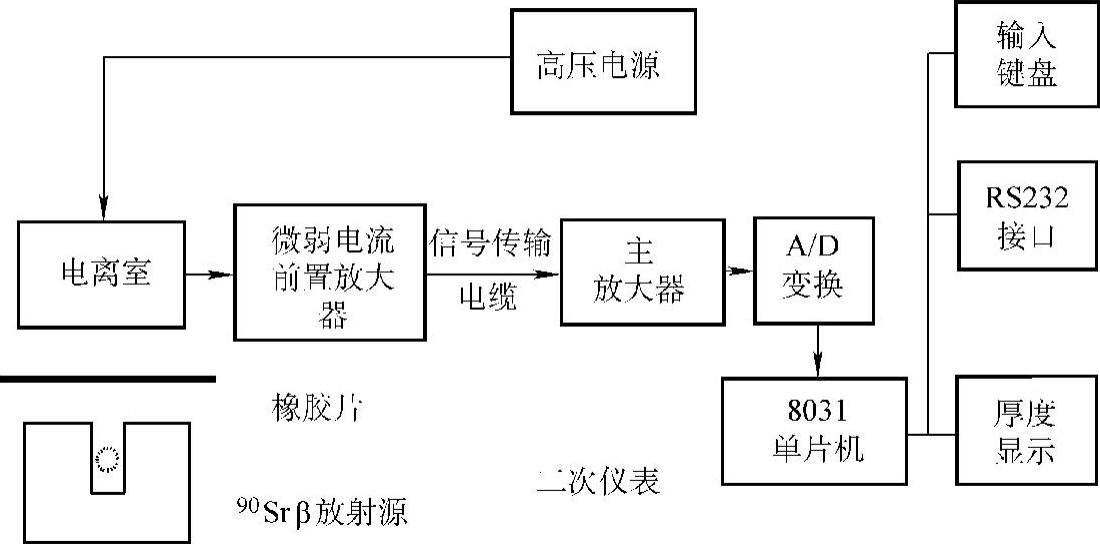
图2.5-6 透射式β射线厚度仪框图(https://www.xing528.com)
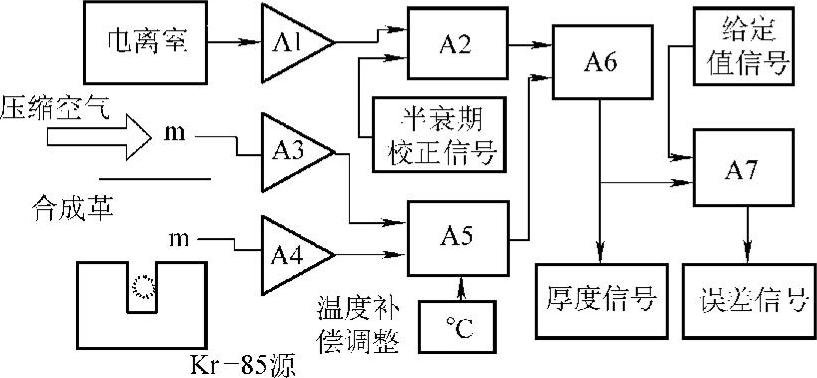
图2.5-7 合成革厚度测厚系统的原理图
m—温度传感器 A—比较放大单元
β放射源90Sr的强度大约为(1.85~3.7)×108Bq(5~10mCi),电离室输出电流在10-9A量级。前置放大器有不同的原理和结构,最常用的是运算放大器通过高阻反馈的传统电路,这种电路的电压放大倍数差不多等于1,但微弱电流得到了放大。信号传输到二次仪表的主放大器中经增益调节和滤波等变换,由A/D变换变为数字信号,输入8031单片机处理。未经处理的信号电流与被测橡胶片厚度之间是指数关系。由计算机处理成线性关系。还可根据键盘输入的给定值及其他各种参数进行校正和处理,根据要求显示出厚度值或与给定值的偏差。这类二次仪表有时还附带有D/A变换提供模拟信号输出及RS-232串行口输出信号。
对密度较低的材料,可选用能量较低的放射源,如85Kr等。图2.5-7是一个合成革测厚控制系统的原理图。
由于85Kr能量较低,在射线源到电离室所经过的路径上对射线的吸收就得考虑。首先,用压缩空气吹掉附着在电离室窗口附近的合成纤维。其次,对空气层温度变化引起的密度变化也要考虑,因此安装了两个温度传感器,以提供对空气层温度补偿的信号。此外,还采用了对放射源半衰期的自动校正。最后输出厚度信号及误差信号进入微计算机进行处理。
电阻反馈型运算放大器主要技术关键在于解决其直流漂移问题。直流漂移可能是由于电源、温度及元器件长期老化引起。一般说来,电源变化的影响很小,影响最大的是高阻引起的温度漂移,其次是长期漂移。长期漂移可以用预先老化的办法得到相当程度的改善。由于高阻的温度系数可能达到每变化1℃阻值变化千分之几。如不加以控制,则很容易由于温度变化使仪表的漂移超过百分之几。可以将高阻置于恒温槽中,但往往达不到理想的效果,因此有的产品将整个前置放大器放在恒温环境中。这样虽然增大了体积,结构比较复杂,但效果较好。对工作环境温度高的探头可用通冷却水的办法达到控制温度的效果。
但仅用一种恒温措施仍不能完全避免漂移的影响,用调零或安装标准样品的办法则是十分有效的。设计一定的机构使调整仪表零点时射线不经过任何吸收物直接射入电离室,用一定的方法保留这时的电流或电压信息,标定仪器的零点。只要能很好地保持相对几何位置,零点就不受温度影响。用标准样品产生标准电压的道理亦与此相仿,只是通过一定的机构测量标准样品,用产生的标准电流或电压信号校正仪器。图2.5-8示出了一个用于钢板厚度测量的系统原理图,由于钢板吸收系数较大,故采用γ射线源241Am。
在测量过程中先将放射源和探头保持其相对位置并移到校正位置。标准厚度钢板给出的信号存入微处理器。再将放射源和探头移到测量位置将测得信号与标准信号比较得到误差信号,经放大后输出到执行机构,控制轧辊间隙,使生产出的钢板与标准厚度一致。这样就完全消除了因温度变化及长期漂移引起的测量误差。改变生产品种时只需改换标准样品就可以了。图2.5-8中所示为用一楔形钢板,由计算机给出控制信号,控制楔形的有效位置,这就相当于调整了标准样品的厚度,通过一定的方法刻度,即可由计算机直接设定不同的产品厚度值。这种标准片进行比较的方法对其他板材和塑料、橡胶等也完全适用。
对计数式工作的仪表,可以用一个标准能量的放射源来自动补偿增益的漂移。图2.5-9是这种校正方法的工作原理。
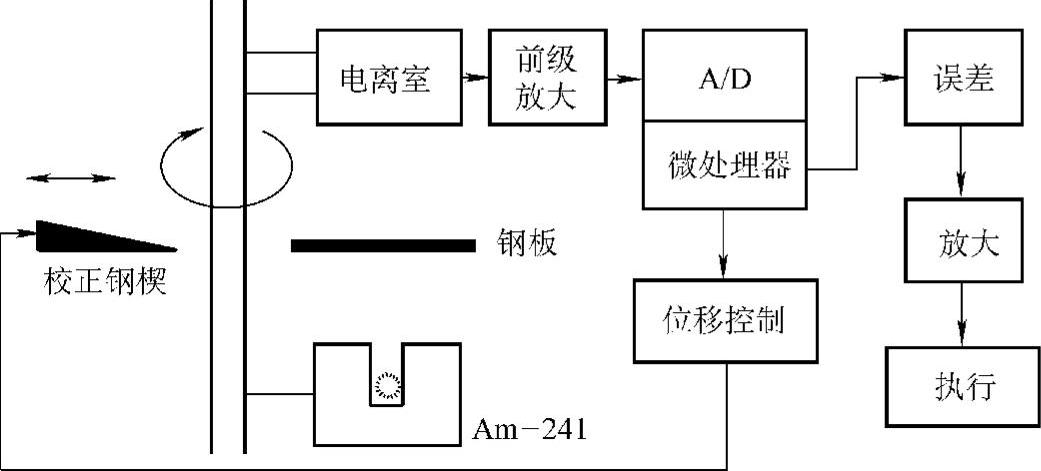
图2.5-8 用比较法测量钢板厚度的原理图
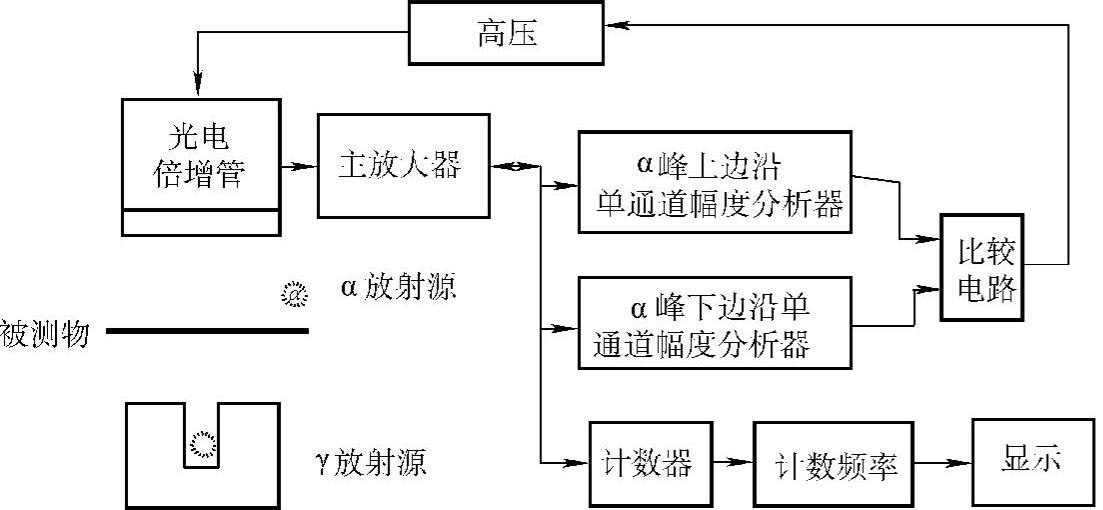
图2.5-9 增益自动稳定电路原理
在此应用了闪烁探测器。将一个小α源封在探头内闪烁体附近。α源为固定能量,一般为5MeV,远高于测厚用放射源的能量。用两个单道幅度分析器分别测量α峰上下两个边沿的计数,调节到在一定高压下两边计数相等。由于各种原因电路增益发生变化,则同时峰位也要变化,引起两边沿计数不同。通过比较电路反馈一个信号控制高压,使α峰回到原来的位置,从而保证了整个系统的稳定性。测厚信号由于其能量远离α峰,故很容易区分。
上述各实例主要用于板材测厚,图2.5-10是一个测量管壁厚度均匀度的实例。
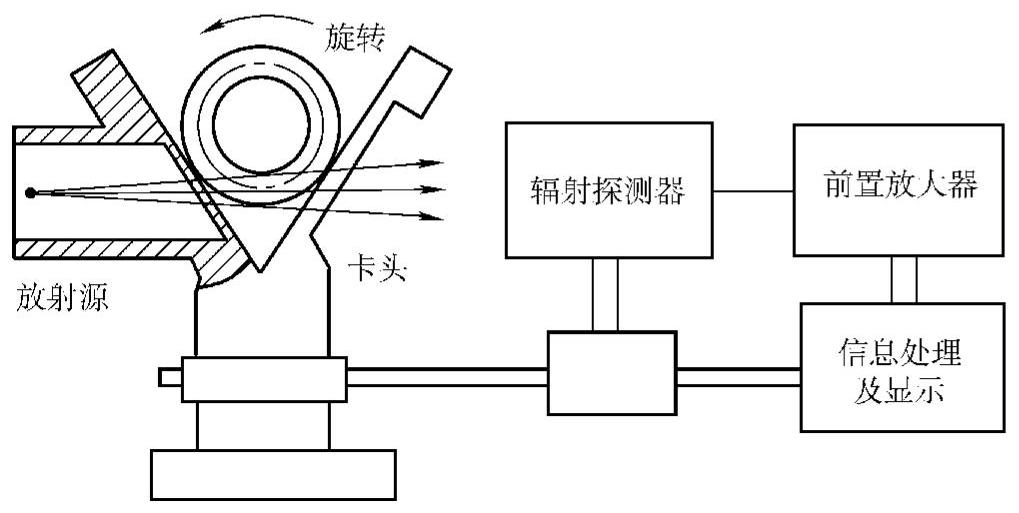
图2.5-10 β或γ透射式壁厚均匀度测量仪
根据被测管道的材料和壁厚选择放射源。γ射线对准管道的平均圆周的切线方向,并射入探测器。被测管道置于V形夹具上,并缓慢旋转。记录各个方向的射线强度即测得了管道的壁厚均匀度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。