



关于射线实时成像检测技术的理论,与可应用的直接相关主要结果是几何不清晰度、最佳放大倍数、可分辨的缺陷最小尺寸。
1.几何不清晰度
射线实时成像检测的基本透照布置,一般如图2.2-92所示。对于射线实时成像检测技术,这时几何不清晰度的表示式为
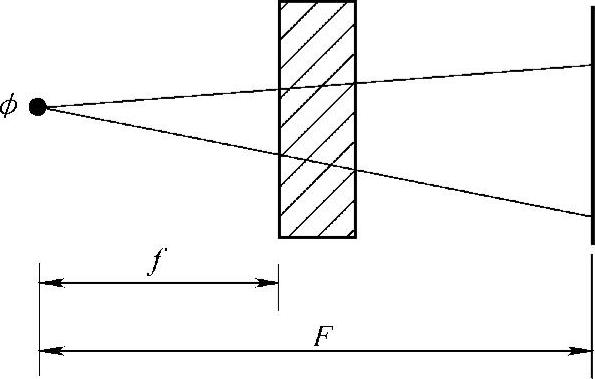
图2.2-92 射线实时成像检测的透照布置
Ug=ϕ(M-1) (2.2-38)
式中 ϕ——射线源焦点尺寸;
M——透照布置的放大倍数,可按下式计算。
式中 F——射线源至探测器距离;
f——射线源至工件距离。
几何不清晰度的上述表示式,实际上仅是射线照相中几何不清晰度表示式的简单变形。
2.最佳放大倍数
在射线实时成像检测技术中,按照检测系统的特性和射线源的焦点尺寸,对于透照布置存在最佳放大倍数。当选用最佳放大倍数时,在探测器处检测的总的不清晰度最小,由此将影响对缺陷的检测能力。当采用不同的总的不清晰度表示式时,可以得到不同的最佳放大倍数的表示式。
如果总的不清晰度采用三次方的形式
U3=U3g+U3S
则,最佳放大倍数的表示式为

如果总的不清晰度采用二次方的形式
U2=U2g+U2S(https://www.xing528.com)
则,最佳放大倍数的表示式为

式中 US——探测器成像平面处的固有不清晰度;
Ug——探测器成像平面处的几何不清晰度;
U——探测器成像平面处的总的不清晰度;
M0——最佳放大倍数。
当采用平板探测器或线阵探测器等由分立像素单元构成的成像平面时,按照不清晰度概念,这时探测器成像平面处的固有不清晰度由像素尺寸决定。若像素尺寸为a,则这时探测器成像平面处的固有不清晰度为
US=2a
最佳放大倍数的计算式不变。
3.可识别的缺陷最小尺寸
对射线实时成像检测技术(或系统),可识别的缺陷最小尺寸,一般可以认为决定于关系式
Md≥U
而可识别的缺陷最小尺寸,则由下式确定

图2.2-93显示了可识别的缺陷最小尺寸与不清晰度、射线源焦点尺寸和采用的放大倍数的关系。
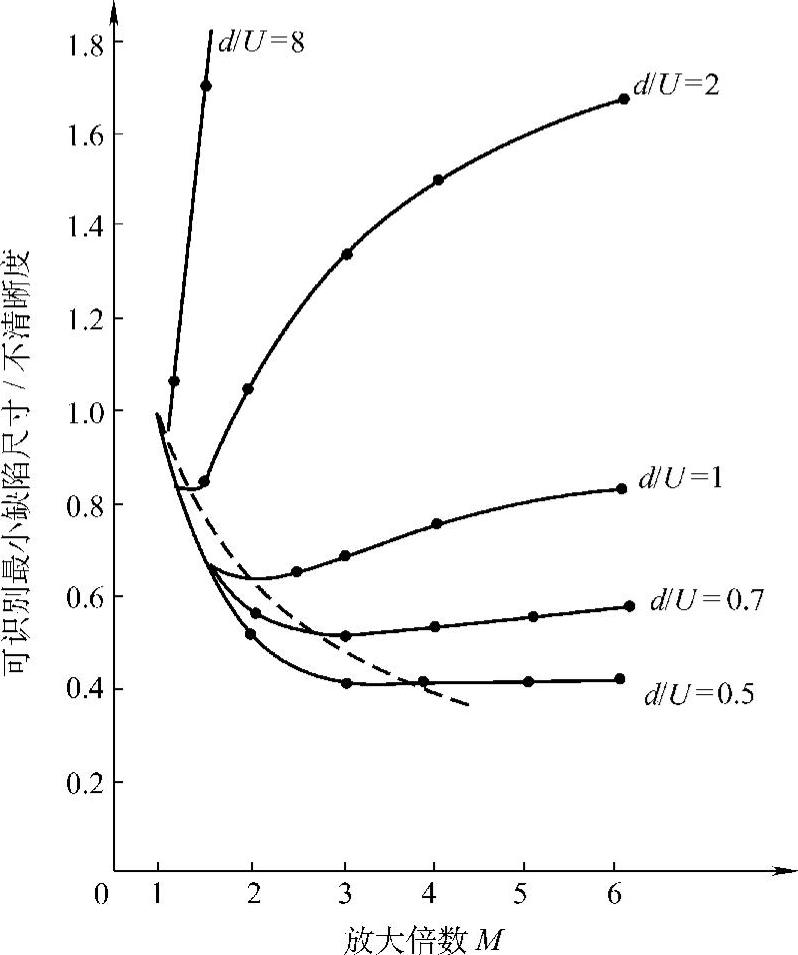
图2.2-93 可识别缺陷最小尺寸与放大倍数等的关系
注:图中虚线显示的是最佳放大倍数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。