



经过培训的无损检测人员运用给定的检测方法和检测条件(设备器件),检出特定类型、特定尺寸缺陷的概率定义为缺陷的检出概率(probability of detection,POD)。检出概率为90%,意味着每100件有该缺陷的受检件至少有90件可被证明是有缺陷的,同时也意味着含有缺陷却被认为是无缺陷的零件不多于10件。
置信度(Confidence Level,CL)——检出概率数值的可信程度。这样,检出概率为95%而置信度为90%就表示:在95%的检出概率中有10%是对实际的检出概率估计过高的。
缺陷的检出概率和置信度的选择是任意的,常选用POD/CL为90/95,这是因为选更高的POD数值时,在验证现有方法过程中必须使用更大的子样,而选用95%的置信度可以保证要求的裕度。
 (https://www.xing528.com)
(https://www.xing528.com)
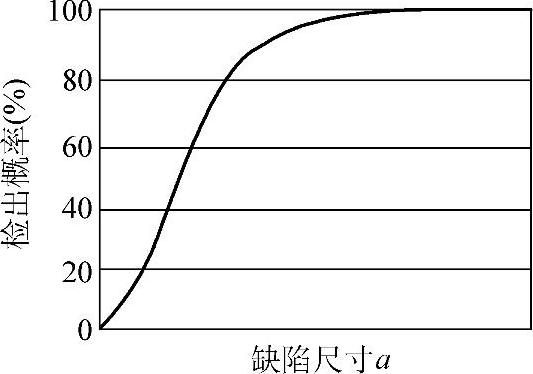
图1.3-1 不同长度裂纹检出概率的分布示意图
人们可用POD来表述对缺陷的检出能力,显然,这是缺陷尺寸a的函数。一种制作带不同长度裂纹试样的方法可以是在一些沉淀硬化马氏体不锈钢(AM355)矩形试样上钻一直径2.8mm的孔,在孔中用放电加工切割一条1.4mm宽的槽,然后将此试样在周期性拉-拉加载情况下加载,对于67~670kg周期性载荷,施加频率为10Hz,在约5000周时可出现裂纹的萌生,而后每100周,裂纹增长约0.1mm。在试样上用光学显微镜测得裂纹长从0.2mm到2mm。用这种方法所生的几乎所有裂纹接近为穿透裂纹。在加载完成之后,将带放电加工槽的直径为2.8mm的孔钻成直径为4.0mm的孔,即可得到一系列带不同长度孔边裂纹的试样。典型的缺陷检出概率曲线POD(a)如图1.3-1所示,给出的乃是用特定的无损检测工艺,在特定的缺陷和检测环境下检出缺陷的能力。POD(a)曲线可通过在含已知尺寸缺陷的试样上进行试验,对所得数据进行分析来获得,但分析的方法自20世纪70年代以来已有相当大的演变。以前假定对于给定尺寸的所有缺陷其检出概率是不变的,二项式分布法被用来评估这种概率及其置信下限。这种分析方法对于单一的缺陷尺寸可得到符合事实的统计评定,但是为了得到这种检出概率的合理置信下限需要非常大的样本量。在没有大量带相同尺寸缺陷的有代表性的试样的情况下,为了分析数据,近年来设计出两种分析方法,即从“检出/漏检”数据获得POD(a)和从信号响应数据获得POD(a)的方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。