



单击【快速访问】工具栏上的【程序顺序视图】按钮 ,【工序导航器】切换到程序视图。
,【工序导航器】切换到程序视图。
1.创建工序
1)单击【加工创建】工具栏上的【创建工序】按钮 ,弹出【创建工序】对话框,在【类型】下拉列表框中选择“mill_contour”,【工序子类型】选择第1行第5个图标
,弹出【创建工序】对话框,在【类型】下拉列表框中选择“mill_contour”,【工序子类型】选择第1行第5个图标 (ZLEVEL_PROFILE),【位置】选项组中的【程序】选择“NC_PROGRAM”、【刀具】选择“D6R1”、【几何体】选择“WORKPIECE”、【方法】选择“MILL_SEMI_FINISH”,在【名称】文本框中输入“ZLEVEL_PROFILE_SEMI”,如图7-31所示。
(ZLEVEL_PROFILE),【位置】选项组中的【程序】选择“NC_PROGRAM”、【刀具】选择“D6R1”、【几何体】选择“WORKPIECE”、【方法】选择“MILL_SEMI_FINISH”,在【名称】文本框中输入“ZLEVEL_PROFILE_SEMI”,如图7-31所示。
2)单击【确定】或者【应用】按钮,弹出【深度轮廓加工】对话框,如图7-32所示。
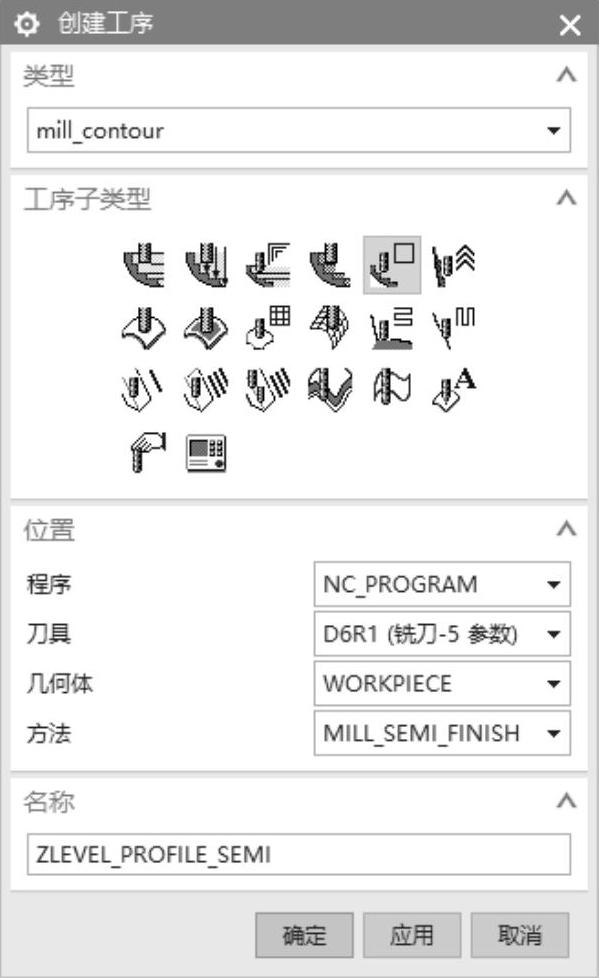
图7-31 【创建工序】对话框

图7-32 【深度轮廓加工】对话框
2.指定修剪边界
1)单击【几何体】选项组中的【指定修剪边界】后的【选择或编辑修剪边界】按钮 ,弹出【修剪边界】对话框,在【选择方法】中选择“面”、【修剪侧】为“外部”,如图7-33所示。
,弹出【修剪边界】对话框,在【选择方法】中选择“面”、【修剪侧】为“外部”,如图7-33所示。
2)在图形区选择图7-34所示的边线作为修剪边界,单击【确定】按钮完成。

图7-33 【修剪边界】对话框
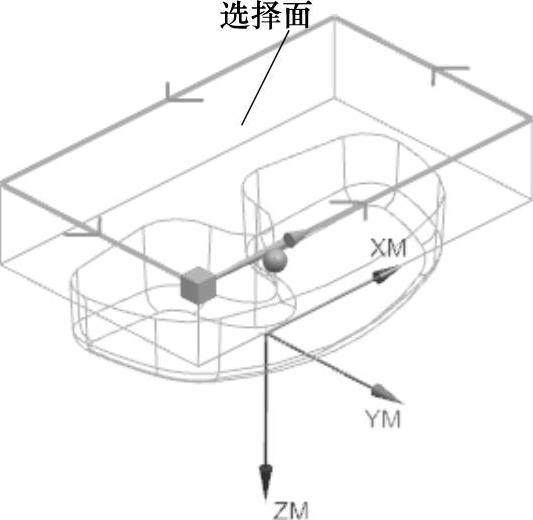
图7-34 选择修剪边界
3.设置合并距离和切削深度
在【刀轨设置】选项组中设置相关参数,如图7-35所示。
1)在【陡峭空间范围】下拉列表框中选择“无”选项。
2)【合并距离】文本框中输入“3.0000”,【最小切削长度】为“1.0000”,【公共每刀切削深度】为“恒定”,【最大距离】为“1.0000”。
4.设置切削参数
单击【刀轨设置】选项组中的【切削参数】按钮 ,弹出【切削参数】对话框,设置切削加工参数。
,弹出【切削参数】对话框,设置切削加工参数。
1)【策略】选项卡:在【切削】选项组中设【切削方向】为“顺铣”,【切削顺序】为“深度优先”,取消【在边上延伸】和【在边上滚动刀具】复选框,其他接受默认设置,如图7-36所示。
2)【连接】选项卡:在【层之间】选项组中设【层到层】为“使用转移方法”,勾选【在层之间切削】和【短距离移动上的进给】复选框,如图7-37所示。
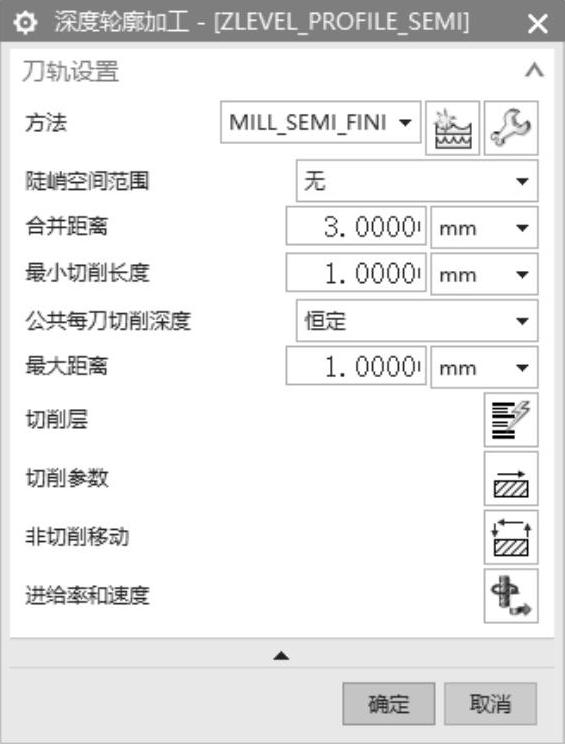
图7-35 设置刀轨参数
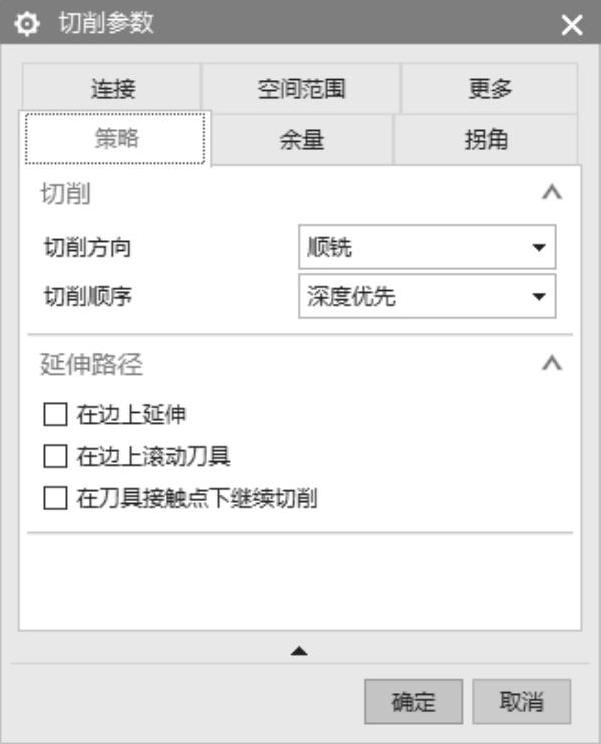
图7-36 【策略】选项卡
 (https://www.xing528.com)
(https://www.xing528.com)
图7-37 【连接】选项卡
3)单击【切削参数】对话框中的【确定】按钮,完成切削参数设置。
5.设置非切削运动
单击【刀轨设置】选项组中的【非切削参数】按钮 ,弹出【非切削移动】对话框,进行非切削参数设置。
,弹出【非切削移动】对话框,进行非切削参数设置。
1)【进刀】选项卡:设【开放区域】选项组中的【进刀类型】为“圆弧”,【初始开放区域】的【进刀类型】为“与开放区域相同”,其他参数设置如图7-38所示。
2)【退刀】选项卡:【退刀】选项组的【退刀类型】为“与进刀相同”,其他参数设置如图7-39所示。
3)【转移/快速】选项卡:【安全设置】选项组的【安全设置选项】为“使用继承的”,其他参数设置如图7-40所示。

图7-38 【进刀】选项卡
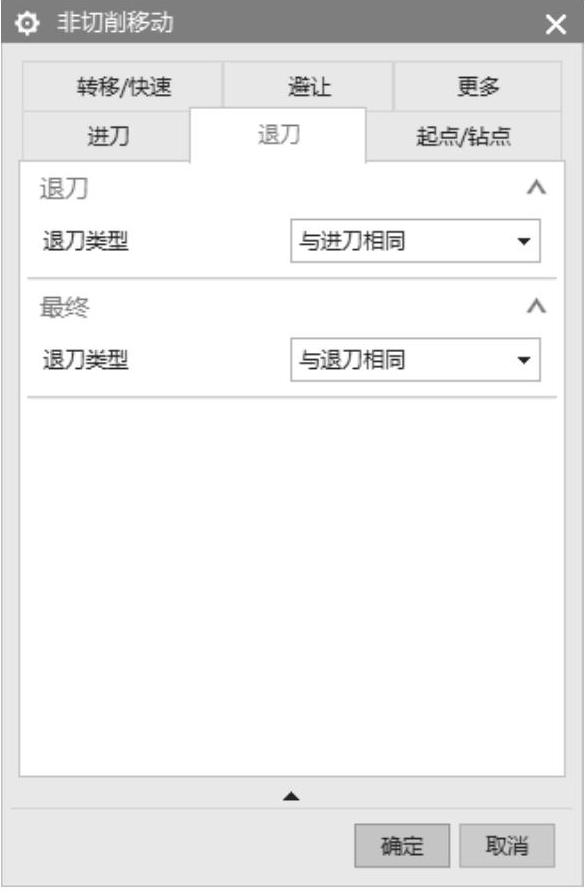
图7-39 【退刀】选项卡

图7-40 【转移/快速】选项卡
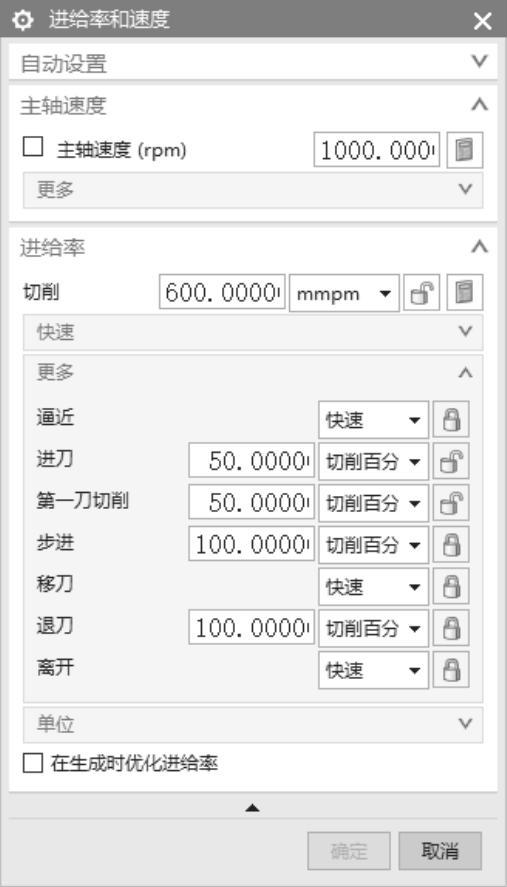
图7-41 【进给率和速度】对话框
4)单击【非切削移动】对话框中的【确定】按钮,完成非切削参数设置。
6.设置进给和速度
单击【刀轨设置】选项组中的【进给率和速度】按钮 ,弹出【进给率和速度】对话框。设置【主轴速度】为“1000.000”,【切削】速度为“600.0000”,单位为“mm/min(mmpm)”,其他参数如图7-41所示。
,弹出【进给率和速度】对话框。设置【主轴速度】为“1000.000”,【切削】速度为“600.0000”,单位为“mm/min(mmpm)”,其他参数如图7-41所示。
7.生成刀具路径并验证
1)在【深度轮廓加工】对话框中完成参数设置后,单击该对话框底部【操作】选项组中的【生成】按钮 ,可在工序对话框下生成刀具路径,如图7-42所示。
,可在工序对话框下生成刀具路径,如图7-42所示。
2)单击【深度轮廓加工】对话框底部【操作】选项组中的【确认】按钮 ,弹出【刀轨可视化】对话框,然后选择【2D动态】选项卡,单击【播放】按钮
,弹出【刀轨可视化】对话框,然后选择【2D动态】选项卡,单击【播放】按钮 ,可进行2D动态刀具切削过程模拟,如图7-43所示。
,可进行2D动态刀具切削过程模拟,如图7-43所示。
图7-42 生成刀具路径
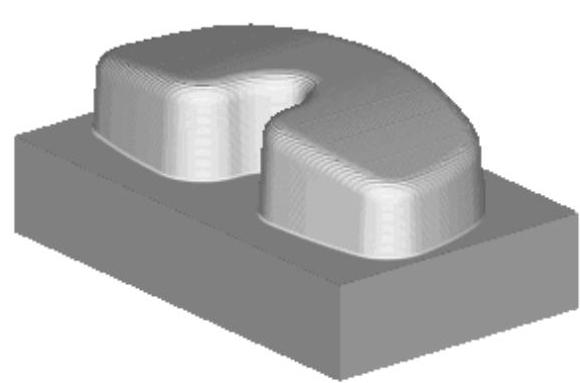
图7-43 实体切削验证
3)单击【深度轮廓加工】对话框中的【确定】按钮,接受刀具路径,并关闭【深度轮廓加工】对话框。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。