



用“手动数据输入定位”操作模式能非常方便地执行简单加工操作或刀具预定位。在该模式下可以用HEIDENHAIN对话格式编程语言或ISO格式编写小程序并立即执行。还可以调用TNC固定循环。编写的程序被保存在$MDI文件中。在“手动数据输入定位”操作模式下,还可以显示附加状态信息。
1.手动数据输入(MDI)定位
1)选择“手动数据输入定位”操作模式 。编写$MDI程序文件。
。编写$MDI程序文件。
2)开始执行程序,按机床的START(启动)按钮。
例:在一个工件上钻一个深度为20mm的孔,如图2-53所示。夹紧并对正工件和设置原点后,只需编写几行程序就能执行钻孔操作。首先,在程序段L(直线程序段)将刀具预定位至孔的圆心坐标处,使刀具位于工件表面之上5mm的安全高度。然后用循环1啄钻钻孔。
0BEGIN PGM $MDIMM
1TOOL DEF1L+0R+5 定义刀具:标准刀,半径为5mm
2TOOL CALL1 ZS2000 调用刀具:刀具轴Z主轴转速为2000r/min
3LZ+200R0 FMAX 退刀(FMAX=快速运动)
4LX+50Y+50R0 FMAX M3 刀具以快速运动速度移至要钻孔的上方,主轴转动
5CYCL DEF 200 DRILLING 定义钻孔循环
Q200=5; 安全高度:刀具在要钻孔上方的安全高度
Q201=-15; 深度:孔的总深度(代数符号=加工方向)
Q206=250; 切入进给速率:啄钻进给速率
Q202=5; 进给深度:退刀前每次进给深度
Q210=0; 在顶部停顿时间:每次退刀后的停顿时间,以秒为单位
Q203=-10; 表面坐标:工件表面坐标(https://www.xing528.com)
Q204=20; 第二安全高度:刀具在要钻孔上方的安全高度
Q211=0.2; 在孔底部的停顿时间:在孔底的停顿时间,以秒为单位
6CYCLCALL 调用钻孔循环
7LZ+200R0 FMAX M2 退刀
8ENDPGM $MDIMM 程序结束
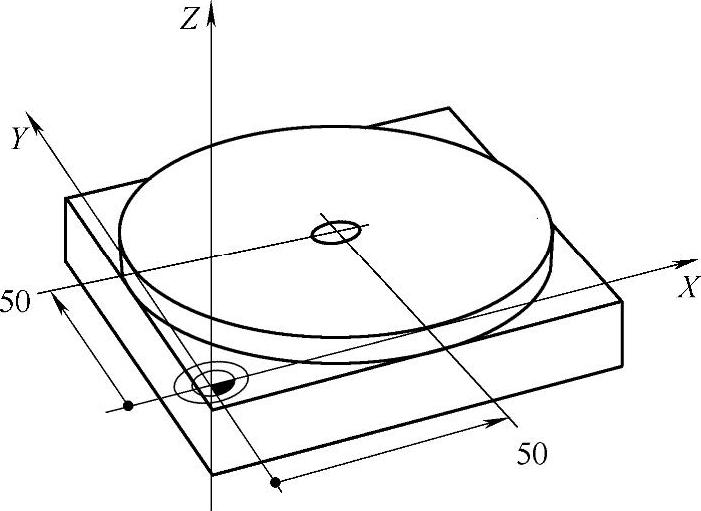
图2-53 钻孔位置
2.保护和删除$MDI中的程序
通常$MDI文件只用于临时所需的小程序。虽然如此,如果需要的话也可以用如下步骤将其保存起来:
1)选择“程序编辑”操作模式 。
。
2)按下PGMMGT(程序管理)键 ,调用文件管理器。
,调用文件管理器。
3)按键 将高亮条移至$MDI文件上。
将高亮条移至$MDI文件上。
4)按COPY(复制)软键 选择文件复制功能。
选择文件复制功能。
5)输入要保存$MDI文件中当前内容的文件名。
6)按键 ,复制文件。
,复制文件。
7)按下END(结束)软键 ,关闭文件管理器。
,关闭文件管理器。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。