



1.开机和关机
(1)开机 开启控制系统和机床电源,TNC将自动进行如下初始化:
①内存自检,自动检查TNC内存。
②电源中断信息,TNC显示出先前电源曾中断的信息,可清除该信息。
③转换PLC程序,自动编译TNC的PLC程序。
(2)关机 为防止关机时发生数据丢失,需要用如下方法关闭操作系统:
①选择“手动操作”模式。
②选择关机功能,用YES(是)软键再次确认。
③当TNC的弹出窗口显示“Now you can switch offthe TNC”(现在可以关闭TNC系统了)字样时,切断TNC电源。
2.移动机床轴
(1)用机床轴方向键移动
①按 键,选择“手动操作”模式。
键,选择“手动操作”模式。
②按住机床轴方向键直到轴移动到所要的位置为止,或者连续移动轴:按住机床轴方向键,然后按下机床的START(启动)按钮。
③要停止机床轴移动,按下机床STOP(停止)按钮。
(2)增量式点动定位 采用增量式点动定位,可按预定的距离移动机床轴。(https://www.xing528.com)
①选择“手动操作” 或“电子手轮”操作模式
或“电子手轮”操作模式 。
。
②按 键,切换行。
键,切换行。
③选择增量式点动定位:将“INCREMENT”(增量) 软键置于ON(开)。
软键置于ON(开)。
④输入以毫米为单位的点动增量,例如8mm,如图2-44所示。
⑤根据具体需要决定按下机床轴方向键的次数。
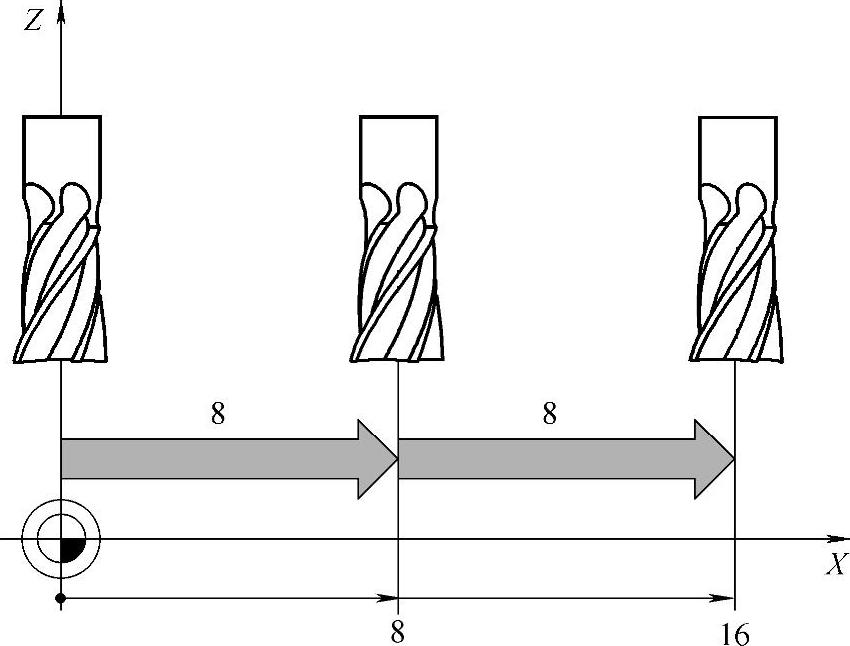
图2-44 增量图例
注意最大允许进给量为10mm。
3.主轴转速S、进给速率F和辅助功能M
在“手动操作”和“电子手轮”操作模式下,可用软键输入主轴转速S、进给速率F和辅助功能M,三者参数输入方式相同,下面以主轴转速为例说明。
①按S软键输入主轴转速。
②输入所需主轴转速并用机床的START(启动)按钮确认。
注意输入进给速率F后,必须用ENT键确认,不能用机床的START(启动)按钮确认。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。