



操作面板是操作人员与数控机床进行交互的工具,一方面操作人员可以通过它对数控机床进行操作、编程、调试或对机床参数进行设定和修改;另一方面,操作人员也可以通过它了解或查询数控机床的运行状态。HEIDEHAIN iTNC530系统操作面板如图2-34所示。
下面简单介绍HEIDEHAINiTNC530系统操作面板的内容。
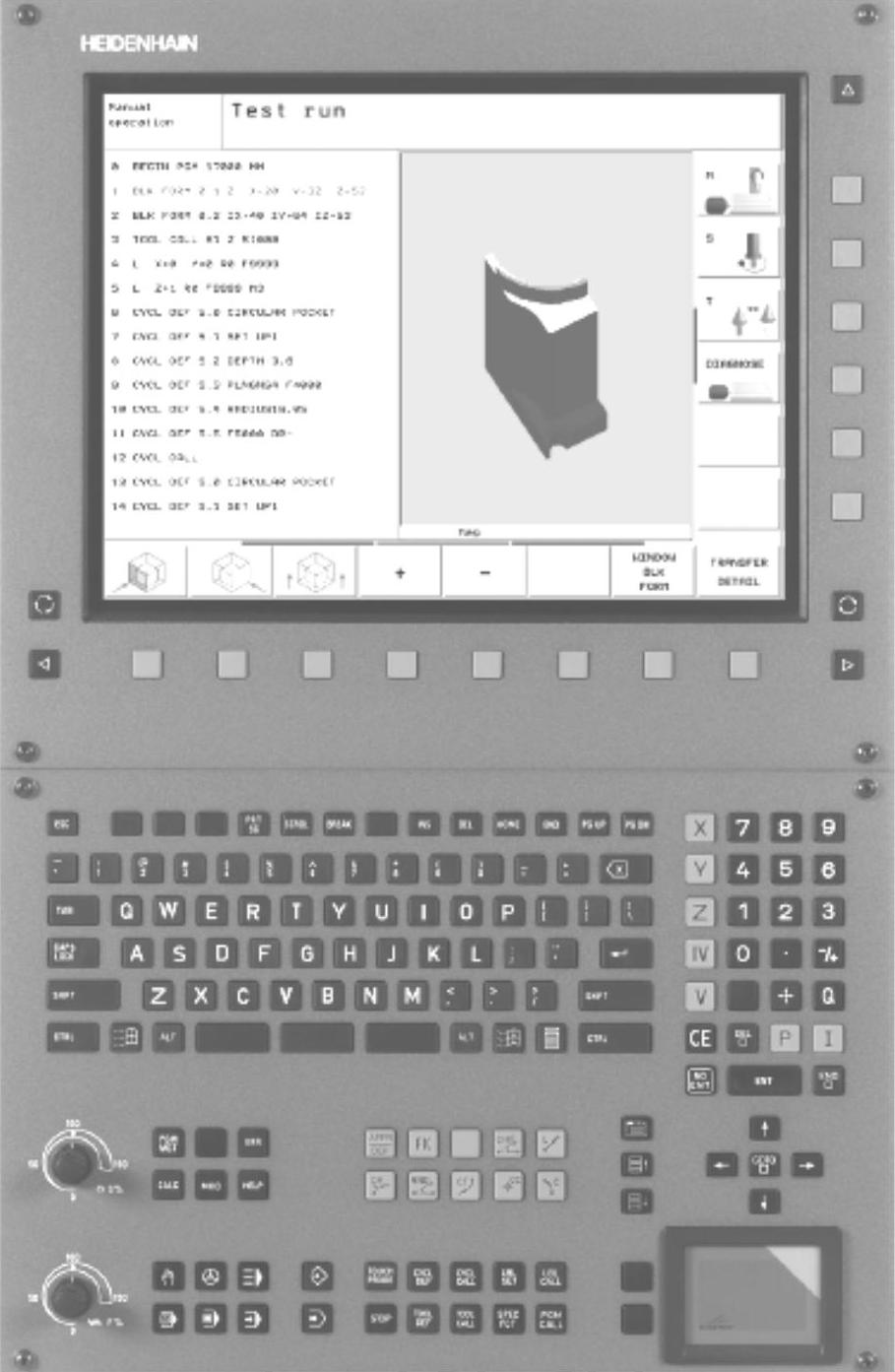
图2-34 HEIDEHAIN iTNC530系统操作面板
1.显示屏
HEIDENHAINiTNC530系统配BF150(TFT)彩色纯平显示器,如图2-35所示。
①标题区:启动TNC后,屏幕标题区将显示所选定的操作模式:加工模式显示在左侧,编程模式显示在右侧。当前所用的模式显示在大框中,弹出的对话框和TNC信息(除非TNC将整个显示屏都用于图形显示)也显示在这里。
②软键区:在屏幕底部有一行提供其他功能的软键,可通过按其正下方的按键选择这些功能。软键正上方的线条用来显示可被右侧和左侧黑色箭头按键调用的软键行的数量。当前软键行由高亮条显示。
③软键选择键。
④软键行切换键。
⑤设置屏幕布局。
⑥加工和编程模式切换键。
⑦预留给机床制造商的软键选择键。
⑧预留给机床制造商的软键行切换键。
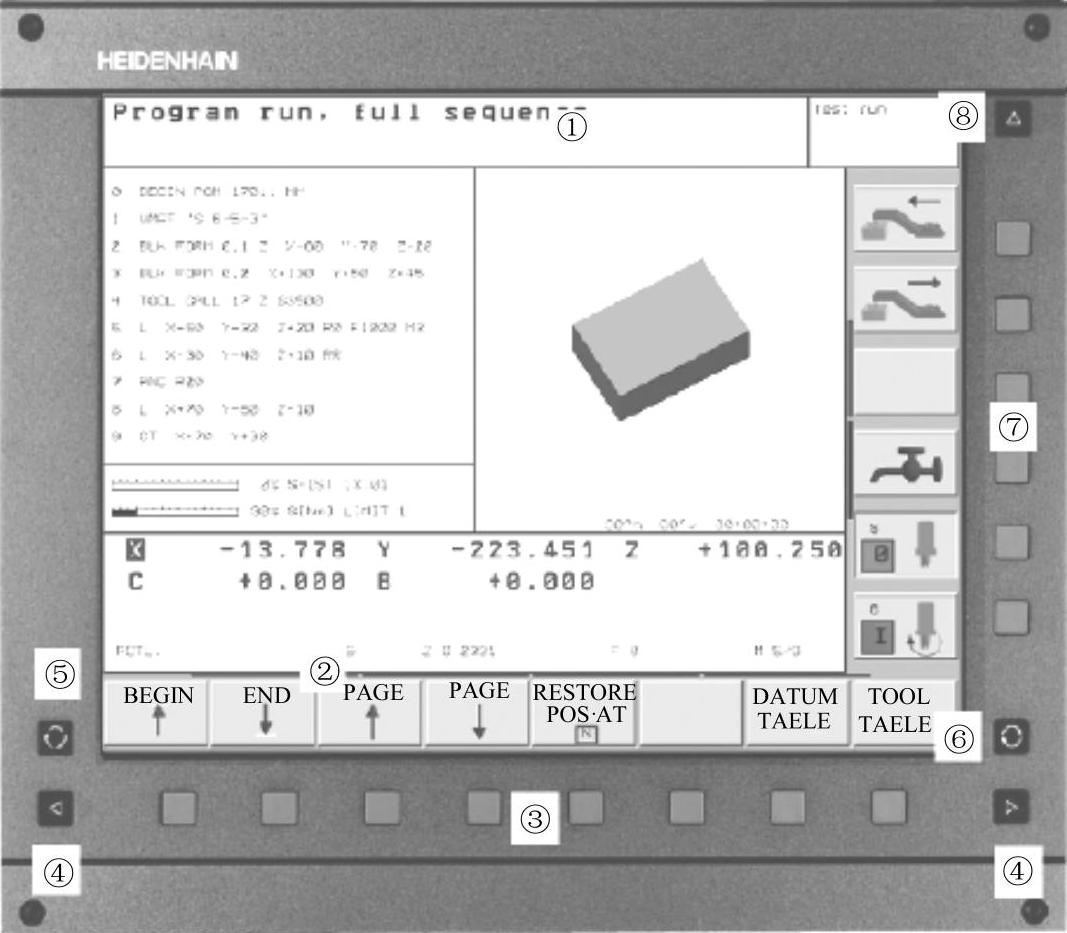
图2-35 可视显示屏
2.操作面板
TNC系统配TE530操作面板,如图2-36所示为TE530键盘部分的控制钮和显示屏。
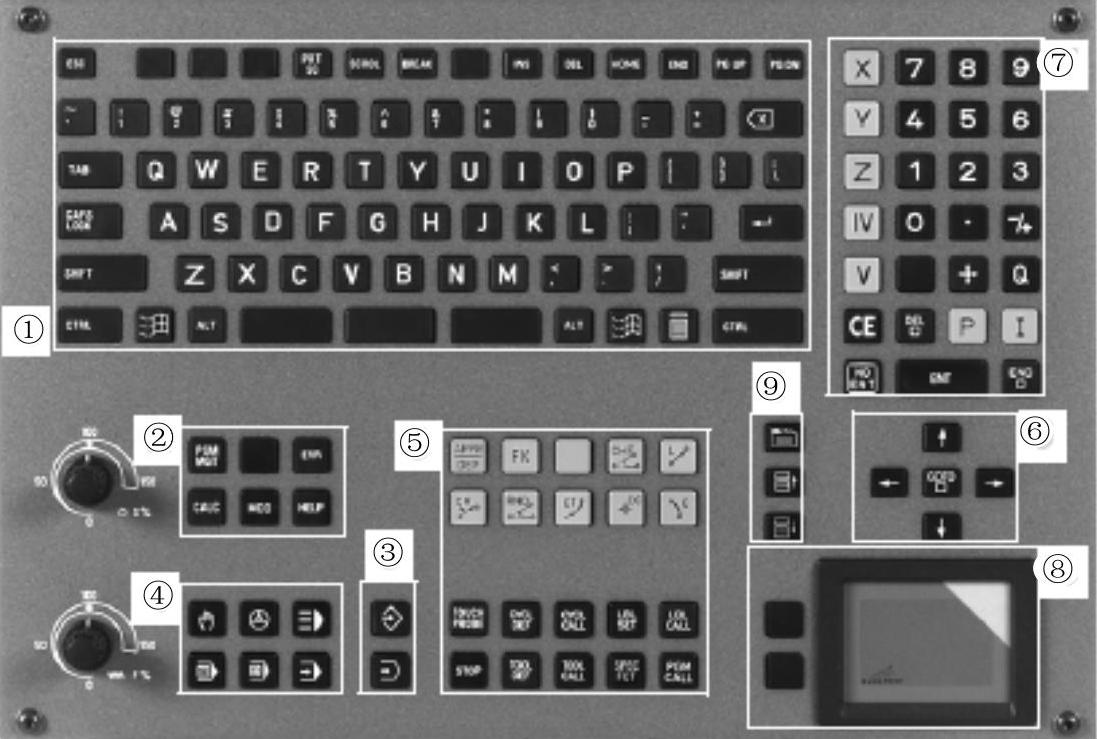
图2-36 HEIDEHAIN iTNC530面板
HEIDEHAINiTNC530面板主要由以下几部分构成:
①字母键盘:用于输入文本和文件名以及ISO编程。双处理器版本还有用于操作Windows的其他按键。
②文件管理器、计算器、MOD功能、“HELP”(帮助)功能。
③编程模式。
④机床操作模式。
⑤编程对话的初始化。
⑥箭头键和GOTO跳转命令。
⑦数字输入和轴选择。
⑧鼠标触摸板:仅适用于双处理器版本,软键和smarT.NC。
⑨smarT.NC浏览键。(https://www.xing528.com)
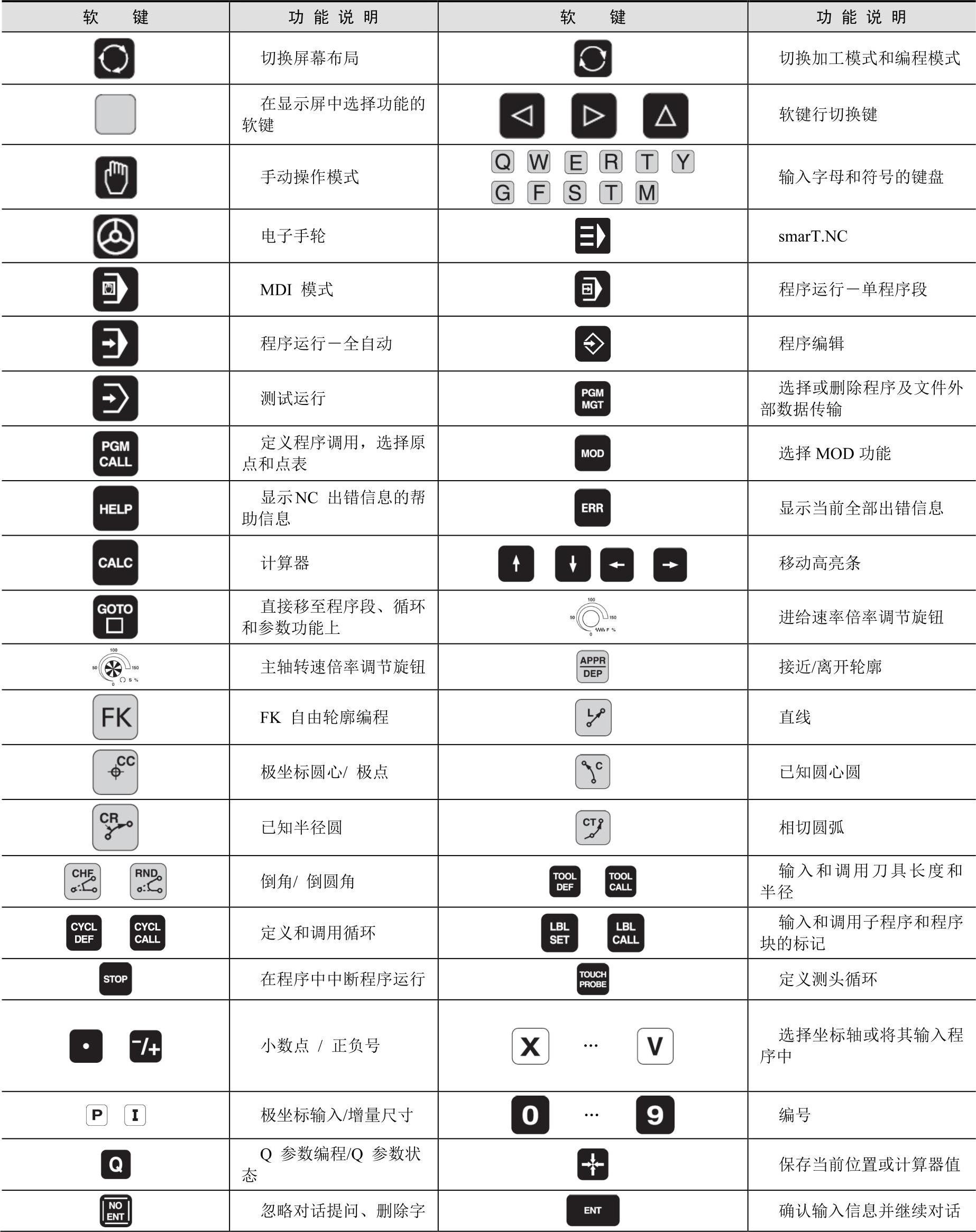
HEIDEHAIN iTNC530系统控制面板软键功能说明见表2-6。
表2-6 HEIDEHAIN iTNC530系统控制面板软键功能说明
(续)

3.HEIDENHAIN3-D测头和HR电子手轮
(1)HEIDENHAIN 3-D测头 用HEIDENHAIN 3-D测头可实现如下功能:自动对正工件、快速和精确地设置工件原点、在程序运行期间测量工件、测量和检查刀具等。测头采用红外线将触发信号传给控制系统,如图2-37所示。HEIDENHAIN触发式测头内有一个耐磨的光学开关,只要探针一偏离其自由位置就将发出电信号。将该信号传给TNC后,TNC系统将保存探针的当前位置,并将其用作实际值。
(2)HR电子手轮 HR电子手轮可以让操作人员方便和精确地移动机床轴,如图2-38所示。

图2-37 HEIDENHAIN 3-D测头

图2-38 HR电子手轮
4.操作模式
(1)“手动操作”和“电子手轮”“手动操作”模式用于设置机床,如图2-39所示。在“手动操作”模式下,可以用手动或增量运动来定位机床轴、设置工件原点以及倾斜加工面。在“电子手轮”操作模式下,可用HR电子手轮移动机床轴。
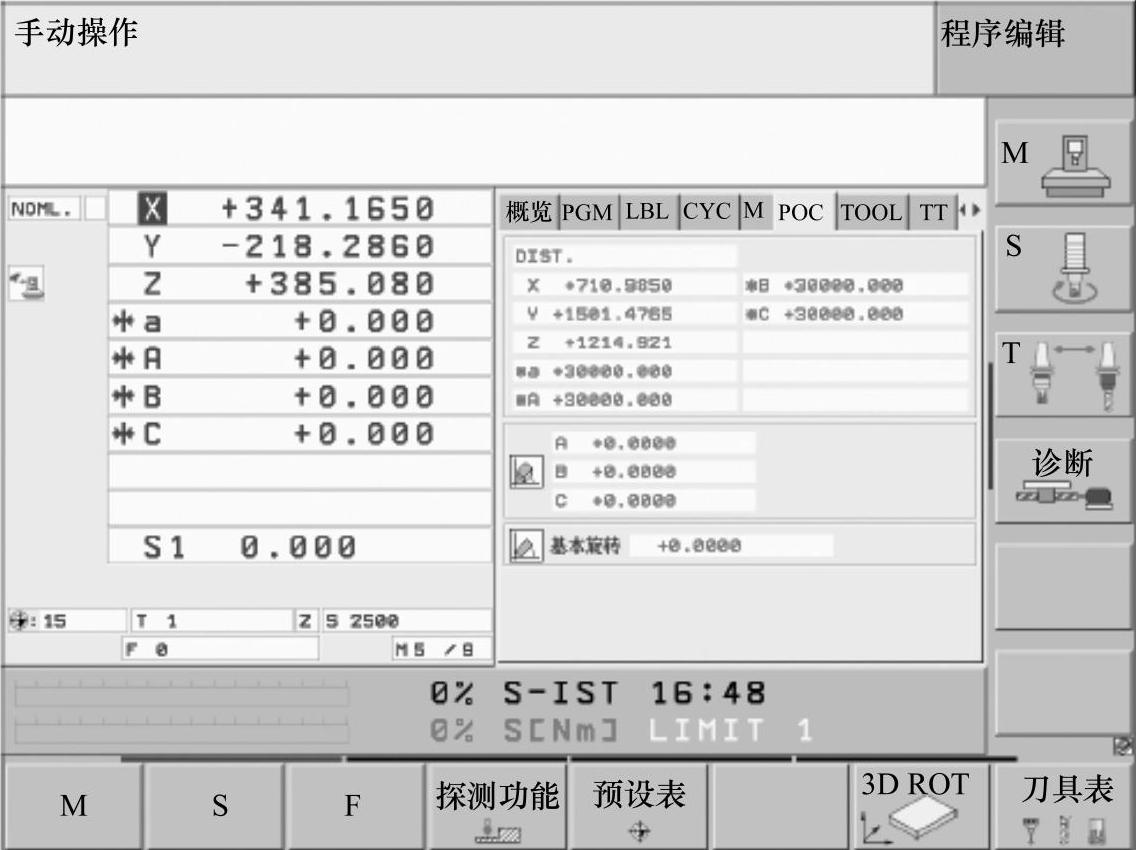
图2-39 手动操作
(2)手动数据输入(MDI)定位“手动数据输入定位”操作模式用于对简单运动的编程,如铣端面或预定位,如图2-40所示。
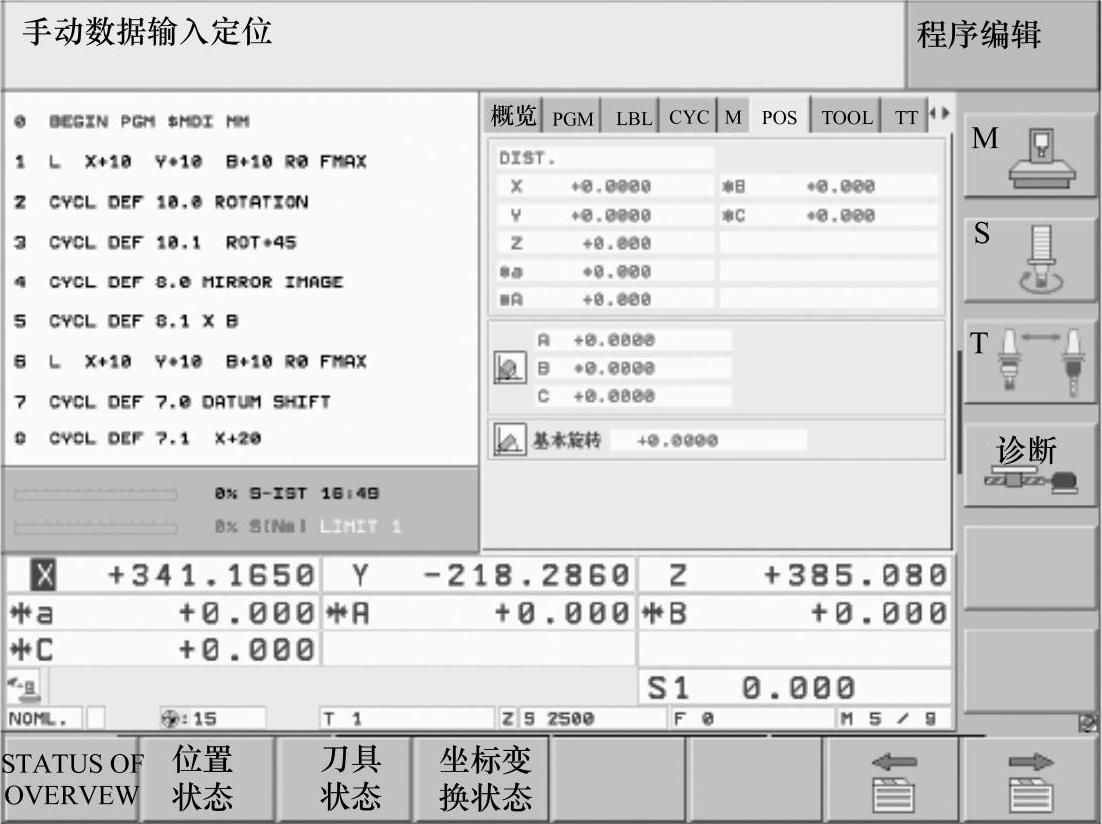
图2-40 手动数据输入定位
(3)“程序编辑”模式 用“程序编辑”操作模式可编写零件程序,如图2-41所示。FK自由编程功能、各种循环加工功能和Q参数功能让用户可以编写程序和添加必要信息。如果需要的话,编程图形或3-D线图(此为FCL2功能)功能可以显示编程的运动路径。
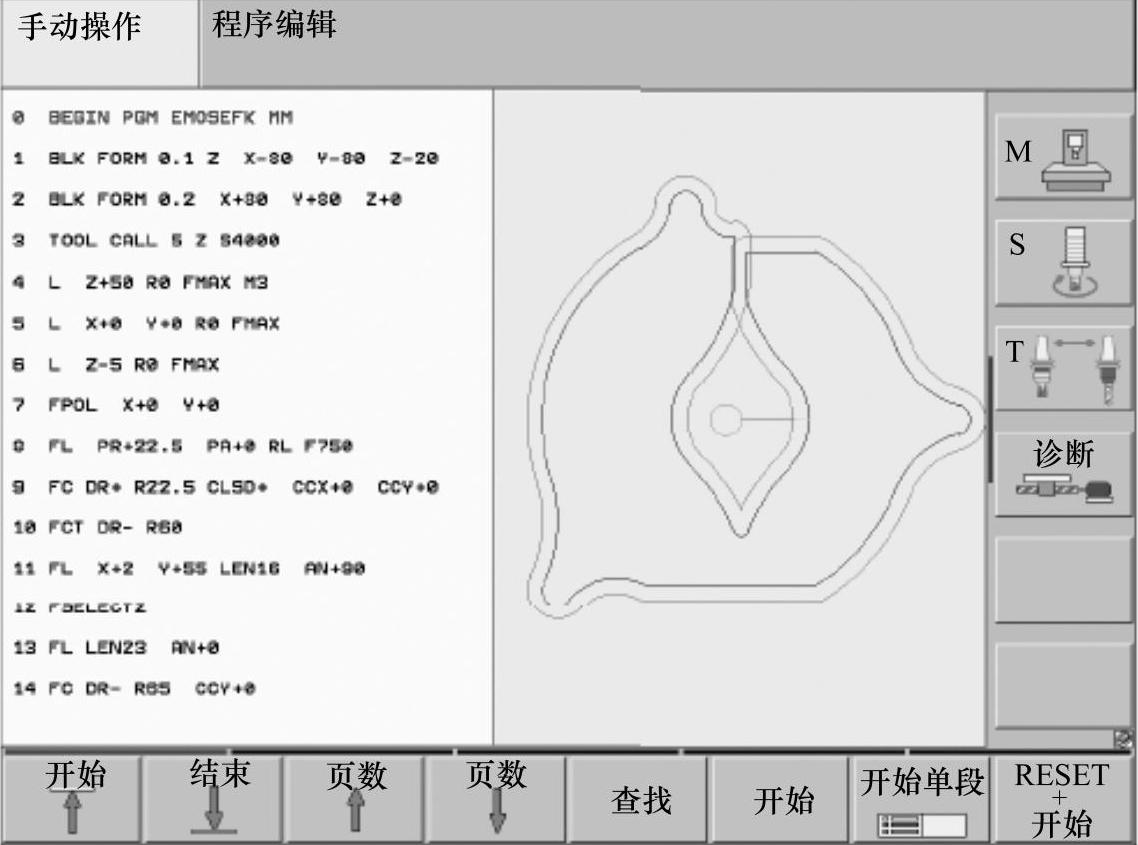
图2-41 程序编辑
(4)试运行 在“试运行”操作模式下,TNC将检查程序和程序块中是否有错误,例如几何尺寸是否相符、程序中是否缺少数据及数据有错误、或是否不符合加工区要求,如图2-42所示。
(5)“运行程序,自动方式”和“运行程序,单段方式” 在“运行程序,自动方式”操作模式下,TNC连续执行零件程序直到程序结束或手动暂停或有指令暂停,如图2-43所示。程序中断运行后,可恢复程序的继续执行。
在“程序运行,单段方式”操作模式下,通过按机床的START(开始)按钮来依次执行各程序段。
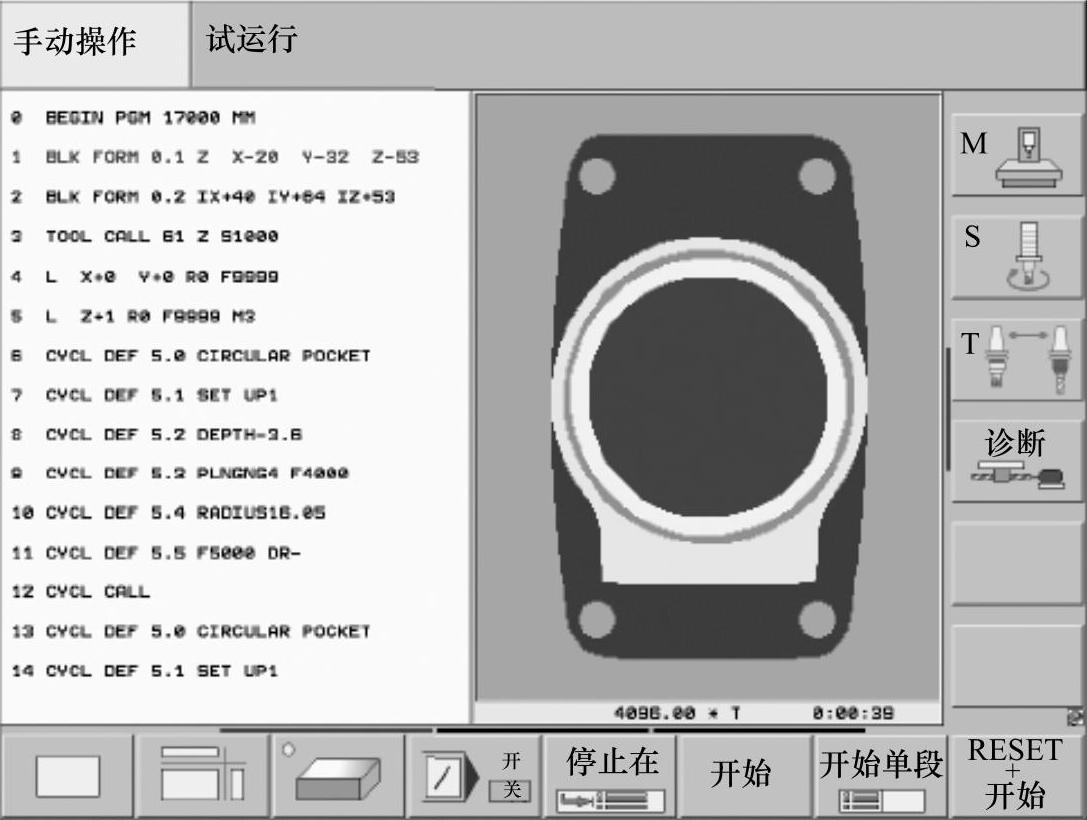
图2-42 试运行
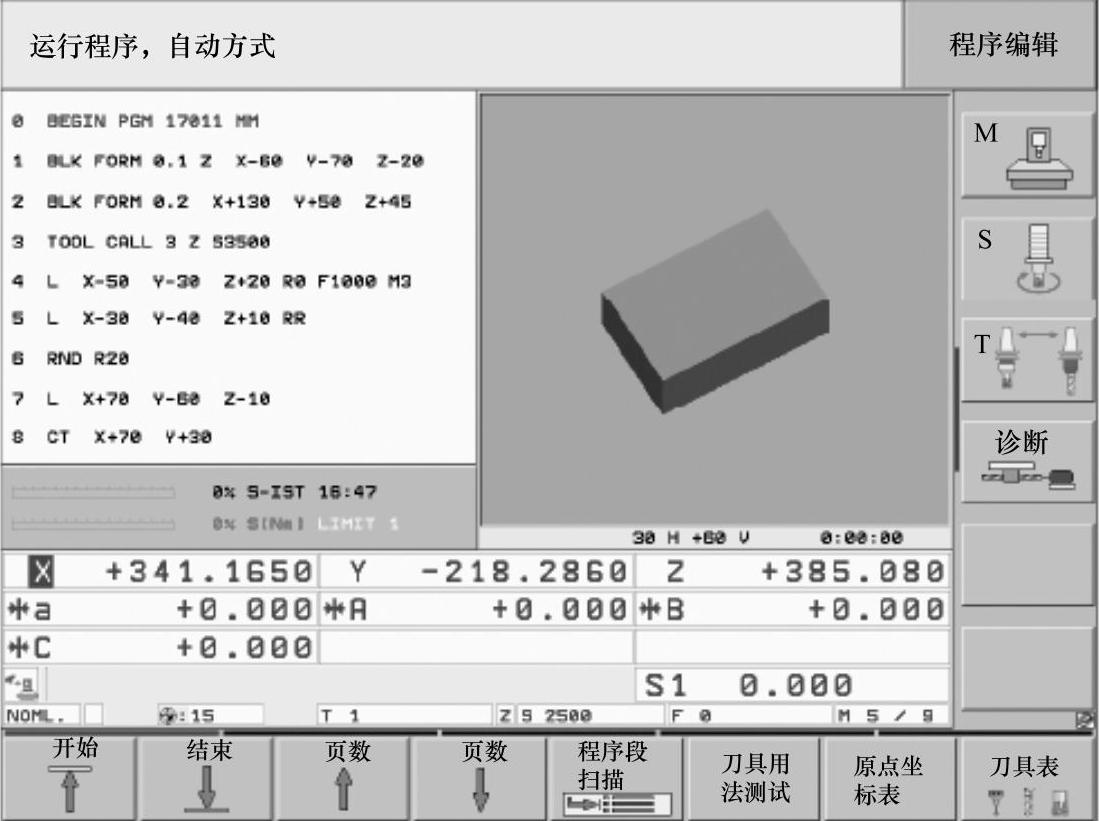
图2-43 自动方式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。