



刀具是多轴数控加工技术的关键之一,只有好的多轴加工机床,没有适合多轴加工的刀具也不能充分发挥机床的功能。
1.数控铣削刀具的基本要求
(1)铣刀刚性要好 一是为满足提高生产效率而采用大切削用量的需要;二是为适应数控铣床加工过程中难以调整切削用量的特点。例如,当工件各处的加工余量相差悬殊时,通用铣床遇到这种情况很容易采取分层铣削方法加以解决,而因为数控铣削必须按程序规定的走刀路线前进,遇到余量大时无法像通用铣床那样“随机应变”,除非在编程时能够预先考虑到,否则铣刀必须返回原点,用改变切削面高度或加大刀具半径补偿值的方法从头开始加工,多走几刀。但这样势必造成余量少的地方经常走空刀,降低了生产效率,如刀具刚性较好就不必这么办。另外,在通用铣床上加工时,若遇到刚性不强的刀具,也比较容易从振动、手感等方面发现并及时调整切削用量来弥补,而数控铣削时则很难办到。在数控铣削中,常有因铣刀刚性较差而断刀并造成工件损伤的事例,所以解决数控铣刀的刚性问题至关重要。
(2)铣刀寿命要长 尤其是当一把铣刀加工的内容很多时,如刀具寿命不长而磨损较快,就会影响工件的表面质量与加工精度,而且会增加换刀引起的调刀与对刀次数。对刀会使工作表面留下因对刀误差而形成的接刀台阶,降低工件的表面质量。
除上述两点之外,铣刀切削刃的几何角度参数的选择及排屑性能等也非常重要,切屑粘刀形成积屑瘤在数控铣削中是十分忌讳的。总之,根据被加工工件材料的热处理状态、切削性能及加工余量,选择刚性好、寿命长的铣刀,是充分发挥数控铣床的生产效率和获得满意加工质量的前提。
2.刀具材料
刀具材料对刀具寿命、加工效率、加工质量和加工成本都有很大影响,因此必须合理选择。常用的刀具材料有以下几种:
(1)高速钢 高速钢全称高速工具钢,也称为白钢,19世纪研制而成。高速钢是含有较多钨、钼、铬、钒等元素的高合金工具钢。具有较高的硬度(热处理硬度达62~67HRC)和耐热性(切削温度可达550~600℃),切削速度比碳素工具钢和合金工具钢高1~3倍(因此而得名),刀具寿命长10~40倍,甚至更多,可以加工从有色金属到高温合金的范围广泛的材料。
(2)硬质合金 硬质合金是用高耐热性和高耐磨性的金属碳化物(碳化钨、碳化铁、碳化钽、碳化铌等)与金属黏结剂(钴、镍、钼等)在高温下烧结而成的粉末冶金制品。常用的硬质合金有钨钴类(YG类)、钨钛钴类(YT类)和通用硬质合金(YW类)3类。
①钨钴类硬质合金(YG类):主要由碳化钨和钴组成,抗弯强度和冲击韧度较好,不易崩刃,很适宜切削切屑呈崩碎状的铸铁等脆性材料;YG类硬质合金的刃磨性较好,刃口可以磨得较锋利,故切削有色金属及合金的效果也较好。
②钨钛钴硬质合金(YT类):主要由碳化钨、碳化钛和钴组成。由于YT类硬质合金的抗弯强度和冲击韧度较差,故主要用于切削切屑一般呈带状的普通碳钢及合金钢等塑性材料。
③钨钛钽(铌)钴类硬质合金(YW类):在普通硬质合金中加入了碳化钽或碳化铌,从而提高了硬质合金的韧性和耐热性,使其具有较好的综合切削性能,主要用于不锈钢、耐热钢、高锰钢的加工,也适用于普通碳钢和铸铁的加工,因此被称为通用型硬质合金。
(3)涂层刀具 涂层刀具是在韧性较好的硬质合金或高速钢刀具基体上,涂覆一薄层耐磨性高的难熔金属化合物而获得的。常用的涂层材料有碳化钛、氮化钛、氧化铝等。碳化钛的硬度比氮化钛高,抗磨损性能好,对于会产生剧烈磨损的刀具,碳化钛涂层较好。氮化钛与金属的亲和力小,润湿性能好,在容易产生黏结的条件下,氮化钛涂层较好。在高速切削产生大量热量的场合,以采用氧化铝涂层为好,因为氧化铝在高温下有良好的热稳定性能。
涂层硬质合金刀片的寿命相比硬质合金刀片至少可提高1~3倍,涂层高速钢刀具的寿命相比高速钢刀具则可提高2~10倍。加工材料的硬度越高,则涂层刀具的使用效果越好。
(4)陶瓷材料 陶瓷材料是以氧化铝为主要成分,经压制成形后烧结而成的一种刀具材料。它的硬度可达到91~95HRA,在1200℃的切削温度下仍可保持80HRA的硬度。另外,它的化学惰性大,摩擦因数小,耐磨性好,加工钢件时的寿命为硬质合金的10~12倍。其最大缺点是脆性大,抗弯强度和冲击韧度小。因此,它主要用于半精加工和精加工高硬度、高强度钢和冷硬铸铁等材料。常用的陶瓷刀具材料有氧化铝陶瓷、复合氧化铝陶瓷以及复合氧化硅陶瓷等。
(5)人造金刚石 人造金刚石是通过合金触媒的作用,在高温高压下由石墨转化而成。人造金刚石具有极高的硬度(显微硬度可达10000HV)和耐磨性,其摩擦因数小,切削刃可以做得非常锋利,因此,用人造金刚石做刀具加工工件可以获得很高的加工表面质量,多用于在高速下精细车削或镗削有色金属及非金属材料。尤其是用它切削加工硬质合金、陶瓷、高硅铝合金及耐磨塑料等高硬度、高耐磨性的材料时,具有很大的优越性。
(6)立方氮化硼(CBN)立方氮化硼是由六方氮化硼在高温高压下加入催化剂转变而成的超硬刀具材料。立方氮化硼是20世纪70年代才发展起来的一种新型刀具材料,其硬度很高(可达到8000~9000HV),并具有很高的热稳定性(在1370℃以上时才由立方晶体转变为六面晶体而开始软化),最大的优点是在高温(1200~1300℃)时也不易与钛族金属起反应。因此,它能胜任淬火钢、冷硬铸铁的粗车和精车,同时还能高速切削高温合金、热喷涂材料、硬质合金及其他难加工材料。
3.铣刀种类
数控加工中要选择合适的铣刀类型,刀具类型的选择直接影响加工范围和加工质量,如图2-9所示。

图2-9 铣刀类型和加工范围
(1)面铣刀 面铣刀是数控铣削加工中最常用的一种铣刀,广泛用于加工平面类零件,图2-10所示为两种最常见的面铣刀。面铣刀除用其面刃铣削外,也常用其侧刃铣削,有时端刃、侧刃同时进行铣削,面铣刀也可称为圆柱铣刀。

图2-10 面铣刀
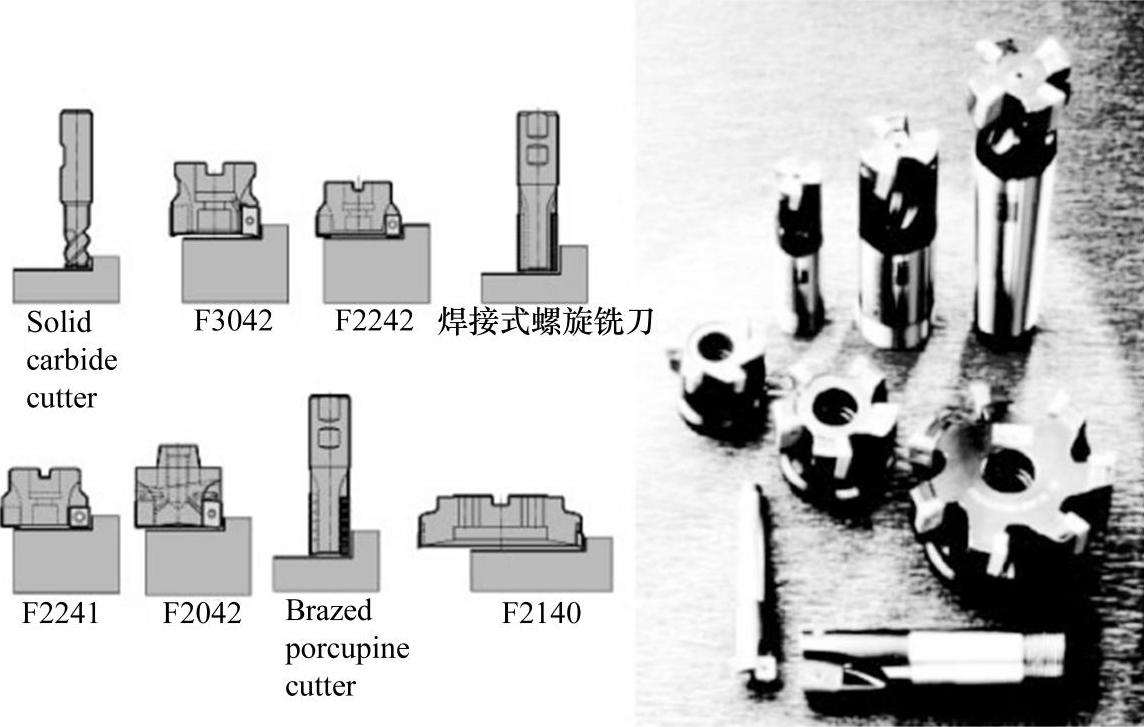
(2)成形铣刀 成形铣刀一般都是为特定的工件或加工内容专门设计制造的,适用于加工平面类零件的特定形状(如角度面、凹槽面等),也适用于特形孔或台。图2-11所示为几种常用的成形铣刀。
(3)球头铣刀 适用于加工空间曲面零件,有时也用于平面类零件较大的转接凹圆弧的补加工。图2-12所示为一种常见的球头铣刀。

图2-11 成形铣刀

图2-12 球头铣刀
4.铣刀选择
数控铣床上所采用的刀具要根据被加工零件的材料、几何形状、表面质量要求、热处理状态、切削性能及加工余量等,选择刚性好、寿命长的刀具。
(1)铣刀类型选择 被加工零件的几何形状是选择刀具类型的主要依据。
1)加工曲面类零件时,为了保证刀具切削刃与加工轮廓在切削点相切,避免切削刃与工件轮廓发生干涉,一般采用球头铣刀,粗加工用两刃铣刀,半精加工和精加工用四刃铣刀,切削刃数还与铣刀直径有关,如图2-13所示。
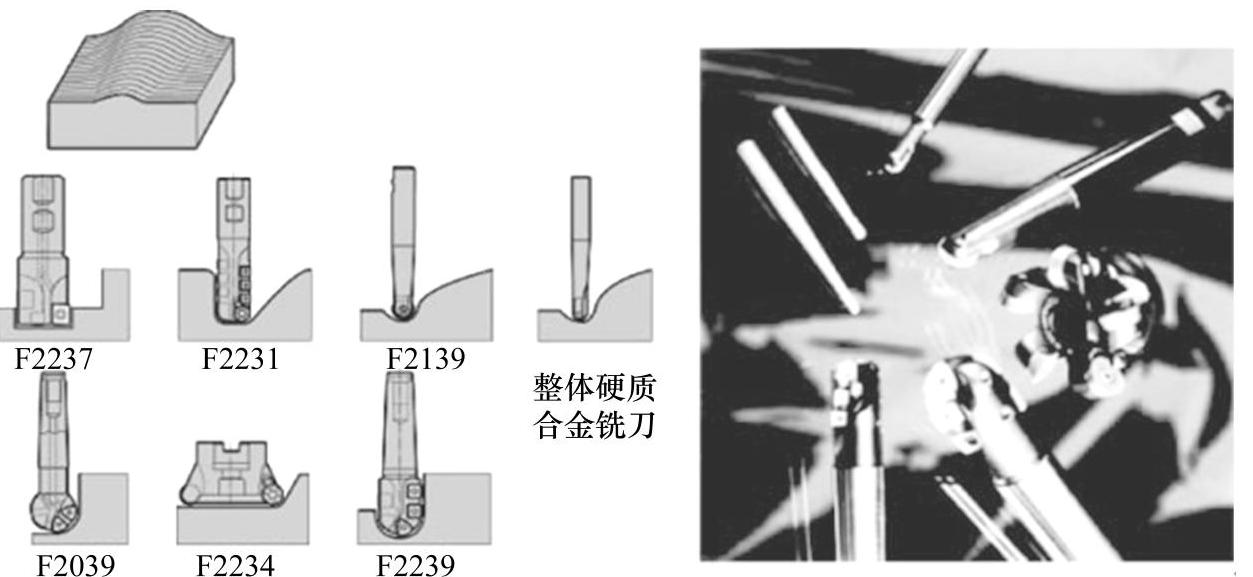
图2-13 加工曲面类铣刀
2)铣较大平面时,为了提高生产效率和提高加工表面质量,一般采用刀片镶嵌式盘形面铣刀,如图2-14所示。
3)铣小平面或台阶面时一般采用通用铣刀,如图2-15所示。
4)铣键槽时,为了保证槽的尺寸精度,一般用两刃键槽铣刀,如图2-16所示。
5)孔加工时,可采用钻头、镗刀等孔加工刀具,如图2-17所示。
(2)铣刀结构选择 铣刀一般由刀片、定位元件、夹紧元件和刀体组成。由于刀片在刀体上有多种定位与夹紧方式,刀片定位元件的结构又有不同类型,因此铣刀的结构形式有多种,分类方法也较多。选用时,主要可根据刀片排列方式进行选择。刀片排列方式可分为平装结构和立装结构两大类。

图2-14 加工大平面铣刀
 (https://www.xing528.com)
(https://www.xing528.com)
图2-15 加工台阶面铣刀
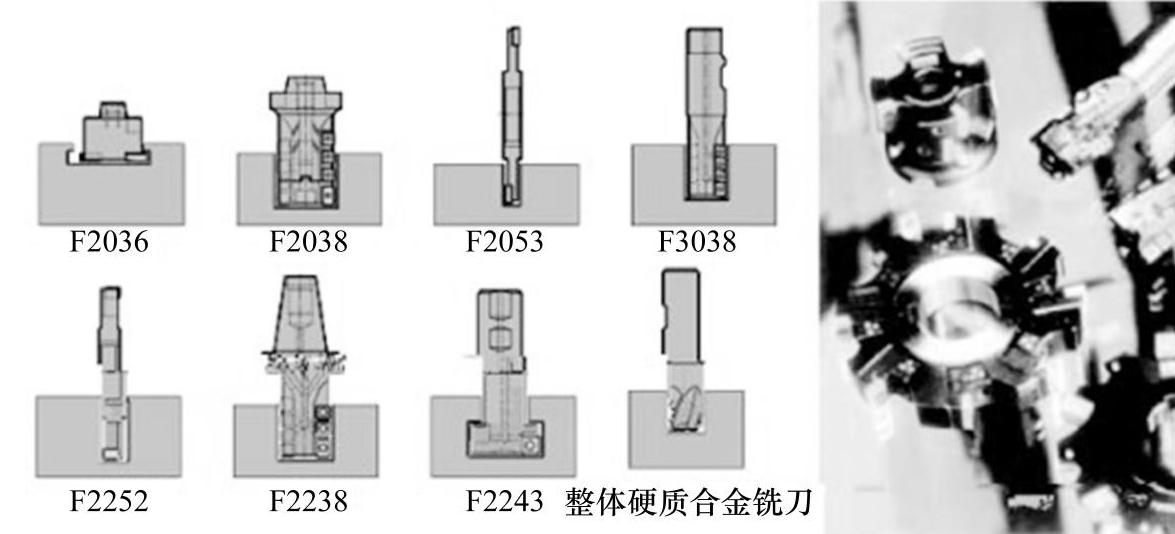
图2-16 加工槽类铣刀
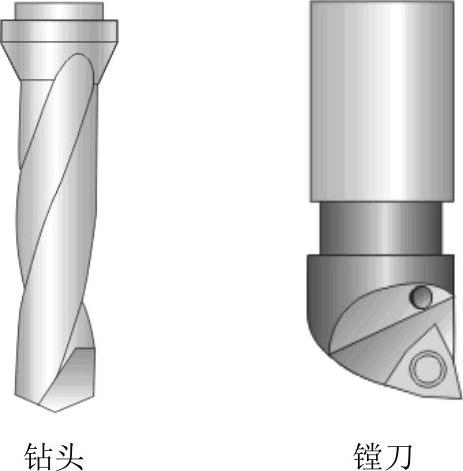
图2-17 孔加工刀具
1)平装结构(刀片径向排列)。平装结构铣刀(图2-18)的刀体结构工艺性好,容易加工,并可采用无孔刀片(刀片价格较低,可重磨)。由于需要夹紧元件,刀片的一部分被覆盖,容屑空间较小,且在切削力方向上的硬质合金截面较小,故平装结构的铣刀一般用于轻型和中量型的铣削加工。

图2-18 平装结构铣刀
2)立装结构(刀片切向排列)。立装结构铣刀(图2-19)的刀片只用一个螺钉固定在刀槽上,结构简单,转位方便。虽然刀具零件较少,但刀体的加工难度较大,一般需用五坐标加工中心进行加工。由于刀片采用切削力夹紧,夹紧力随切削力的增大而增大,因此可省去夹紧元件,增大了容屑空间。由于刀片切向安装,在切削力方向的硬质合金截面较大,因而可进行大切深、大走刀量切削,这种铣刀适用于重型和中量型的铣削加工。

图2-19 立装结构铣刀
(3)铣刀角度的选择 铣刀的角度有前角、后角、主偏角、副偏角、刃倾角等。为满足不同的加工需要,有多种角度组合型式。各种角度中最主要的是主偏角和前角(制造厂的产品样本中对刀具的主偏角和前角一般都有明确说明)。
1)主偏角κr。主偏角为切削刃与切削平面的夹角,如图2-20所示。铣刀的主偏角有90°、88°、75°、70°、60°、45°等几种。
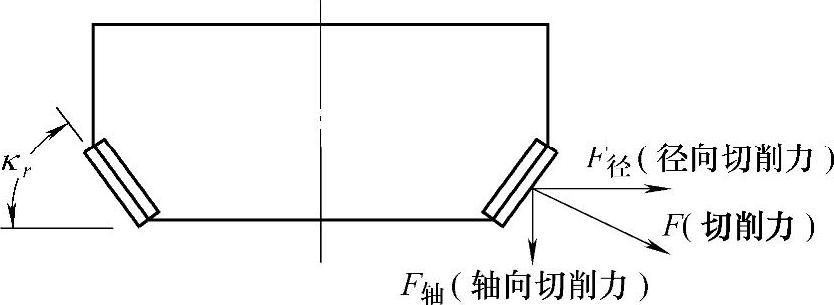
图2-20 面铣刀的主偏角
主偏角对径向切削力和切削深度影响很大,径向切削力的大小直接影响切削功率和刀具的抗震性能。铣刀的主偏角越小,其径向切削力越小,抗震性能也越好,但切削深度也随之减小。
①90°主偏角,在铣削带凸肩的平面时选用,一般不用于单纯的平面加工。该类刀具通用性好(既可加工台阶面,又可加工平面),在单件、小批量加工中选用。由于该类刀具的径向切削力等于切削力,进给抗力大,易振动,因而要求机床具有较大功率和足够的刚性。在加工带凸肩的平面时,也可选用88°主偏角的铣刀,较之90°主偏角铣刀,其切削性能有一定改善。
②60°~75°主偏角,适用于平面铣削的粗加工。由于径向切削力明显减小(特别是60°时),其抗震性能有较大改善,切削平稳、轻快,在平面加工中应优先选用。75°主偏角铣刀为通用型刀具,适用范围较广;60°主偏角铣刀主要用于镗铣床、加工中心上的粗铣和半精铣加工。
③45°主偏角,此类铣刀的径向切削力大幅度减小,约等于轴向切削力,切削载荷分布在较长的切削刃上,具有很好的抗震性能,适用于镗铣床主轴悬伸较长的加工场合。用该类刀具加工平面时,刀片破损率低,寿命长;在加工铸铁件时,工件边缘不易产生崩刃。
2)前角γ。铣刀的前角可分解为径向前角γf(图2-21a)和轴向前角γp(图2-21b),径向前角γf主要影响切削功率;轴向前角γp则影响切屑的形成和轴向力的方向,当γp为正值时切屑即飞离加工面。
常用的前角组合形式如下:
①双负前角。双负前角的铣刀通常均采用方形(或长方形)无后角的刀片,刀具切削刃多(一般为8个),且强度高、抗冲击性好,适用于铸钢、铸铁的粗加工。由于切屑收缩比大,需要较大的切削力,因此要求机床具有较大功率和较高刚性。由于轴向前角为负值,切屑不能自动流出,当切削韧性材料时易出现积屑瘤和刀具振动。

图2-21 面铣刀的前角
a)径向前角γf b)轴向前角γp
凡能采用双负前角刀具加工时建议优先选用双负前角铣刀,以便充分利用和节约刀片。当采用双正前角铣刀产生崩刃(即冲击载荷大)时,在机床允许的条件下亦应优先选用双负前角铣刀。
②双正前角。双正前角铣刀采用带有后角的刀片,这种铣刀楔角小,具有锋利的切削刃。由于切屑收缩比小,所耗切削功率较小,切屑呈螺旋状排出,不易形成积屑瘤。这种铣刀最适用于软材料和不锈钢、耐热钢等材料的切削加工。对于刚性差(如主轴悬伸较长的镗铣床)、功率小的机床和加工焊接结构件时,也应优先选用双正前角铣刀。
③正负前角(轴向正前角、径向负前角)。这种铣刀综合了双正前角铣刀和双负前角铣刀的优点,轴向正前角有利于切屑的形成和排出;径向负前角可提高切削刃强度,改善抗冲击性能。此种铣刀切削平稳,排屑顺利,金属切除率高,适用于大余量铣削加工。
(4)铣刀的齿数(齿距)选择 铣刀齿数多,可提高生产效率,但受容屑空间、刀齿强度、机床功率及刚性等的限制,不同直径的铣刀的齿数均有相应规定。为满足不同用户的需要,同一直径的铣刀一般有粗齿、中齿、密齿三种类型。
1)粗齿铣刀。适用于普通机床的大余量粗加工和软材料或切削宽度较大的铣削加工;当机床功率较小时,为使切削稳定,也常选用粗齿铣刀。
2)中齿铣刀。系通用系列,使用范围广泛,具有较高的金属切除率和切削稳定性。
3)密齿铣刀。主要用于铸铁、铝合金和有色金属的大进给速度切削加工。在专业化生产(如流水线加工)中,为充分利用设备功率和满足生产节奏要求,也常选用密齿铣刀(此时多为专用非标铣刀)。
为防止工艺系统出现共振,使切削平稳,还有一种不等分齿距铣刀。如WALTER公司的NOVEX系列铣刀均采用了不等分齿距技术。在铸钢、铸铁件的大余量粗加工中建议优先选用不等分齿距的铣刀。
(5)铣刀直径的选择 铣刀直径的选用视工件及生产批量的不同差异较大,刀具直径的选用主要取决于设备的规格和工件的加工尺寸。
1)平面铣刀。选择平面铣刀直径时主要需考虑刀具所需功率应在机床额定功率范围之内,也可将机床主轴直径作为选取的依据。平面铣刀直径可按D=1.5d(d为主轴直径)选取。在批量生产时,也可按工件切削宽度的1.6倍选择刀具直径。
2)立铣刀。立铣刀直径的选择主要应考虑工件加工尺寸的要求,并保证刀具所需功率在机床额定功率范围以内。如是小直径立铣刀,则应主要考虑机床的最高转数能否达到刀具的最低切削速度(60m/min)。
3)槽铣刀。槽铣刀的直径和宽度应根据加工工件尺寸选择,并保证其切削功率在机床允许的功率范围之内。
(6)铣刀的最大背吃刀量 不同系列的可转位面铣刀有不同的最大背吃刀量。最大背吃刀量越大的刀具所用刀片的尺寸越大,价格也越高,因此从节约费用、降低成本的角度考虑,选择刀具时一般应按加工的最大余量和刀具的最大背吃刀量选择合适的规格。除此以外,还需要考虑机床的额定功率和刚性应能满足刀具使用最大背吃刀量时的需要。
(7)刀片牌号的选择 合理选择刀片硬质合金牌号的主要依据是被加工材料的性能和硬质合金的性能。一般选用铣刀时,根据加工材料及加工条件,可按照刀具制造厂提供的硬质合金刀片的参考牌号来选择。
由于各厂家生产的同类用途硬质合金的成分及性能各不相同,硬质合金牌号的表示方法也不同,为方便用户,国际标准化组织规定,切削加工用硬质合金按其排屑类型和被加工材料分为三大类:P类、M类和K类。根据被加工材料及适用的加工条件,每大类中又分为若干组,用两位阿拉伯数字表示,每类中数字越大,其耐磨性越低、韧性越大。
上述三类牌号的刀片选择原则见表2-2。
表2-2 P类、M类、K类合金刀片选择原则

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。