



如图5-18所示,有一矩形工件,其坐标系零点设置在对称中心上,上表面为Z#7,左右斜面与垂直面的夹角为#3,前后斜面与垂直面的夹角为#4,在这里规定#3=#4。
如果#3≠#4,虽然两组斜面的相交线在任意深度对应的X、Y坐标容易求出来,但由于刀具移动到的Z坐标和这两个角度相关,若#3≠#4,在连续加工中,不便描述其轨迹。如果加工完一组相对的斜面后,再加工另一组相对的斜面;或加工完某一侧的斜面后,延长一段距离,再加工一相交的斜面,也可以编写出程序,只是有空行程。
下刀点可以选择在工件的任一角上,如铣削深度相对球头铣刀半径的比例较小,建议从下而上逐层铣削,进给以顺铣方式。
在使用球头铣刀的斜面加工中,确定球头铣刀刀尖在初始刀位点的Z坐标值需要烦琐的计算。
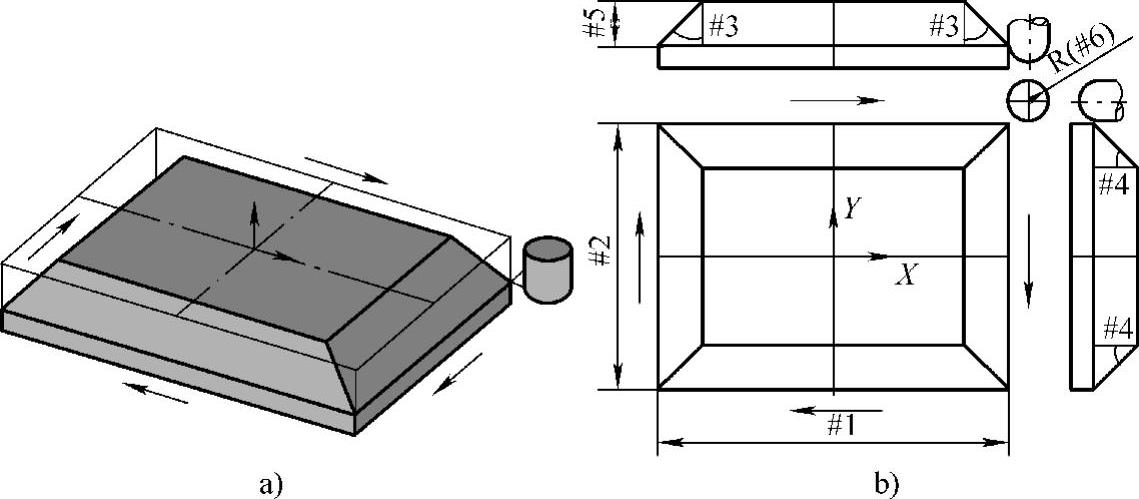
图5-18 矩形周边外斜面(球头铣刀)加工示意图
如图5-19所示,已知球头铣刀半径r,斜面与垂直面的夹角α,斜面高度h,求初始加工时铣刀刀尖的Z坐标值ZA,加工斜面时刀心(刀具)在Z轴的移动距离KM。
推导过程如下:

在△ABE中

在△BGH中

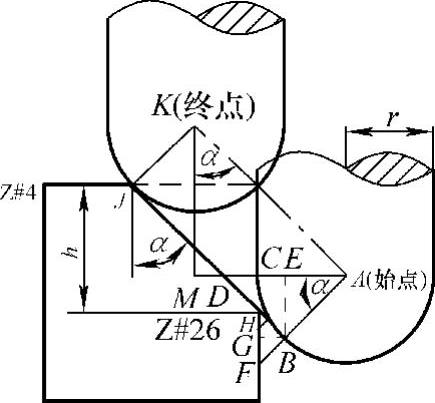
图5-19 球头铣刀加工斜面的数学计算

根据三角函数关系代换,化简得

则自下而上初始加工时球头铣刀刀尖相对于斜面最高点J的坐标值为
ZA=rtan(α/2)-h-r
在△AKM中
 (https://www.xing528.com)
(https://www.xing528.com)
故
根据三角函数关系代换,也可以表示为

各变量赋值说明:
#1=A,矩形X向的边长。
#2=B,矩形Y向的边长。
#3=C,周边斜面与垂直面的夹角α。
#4=I,斜面最高点J的Z轴绝对/相对坐标值。
#5=J,球头铣刀半径值。
#17=Q,等高铣削每次的递增量,>0。
#24、#25=X、Y,矩形对称中心X、Y的绝对/相对坐标值。
#26=Z,斜面最低点H的Z轴绝对/相对坐标值。
调用格式:
G65 P1070 A_B_C_I_J_Q_X_Y_Z_F_;
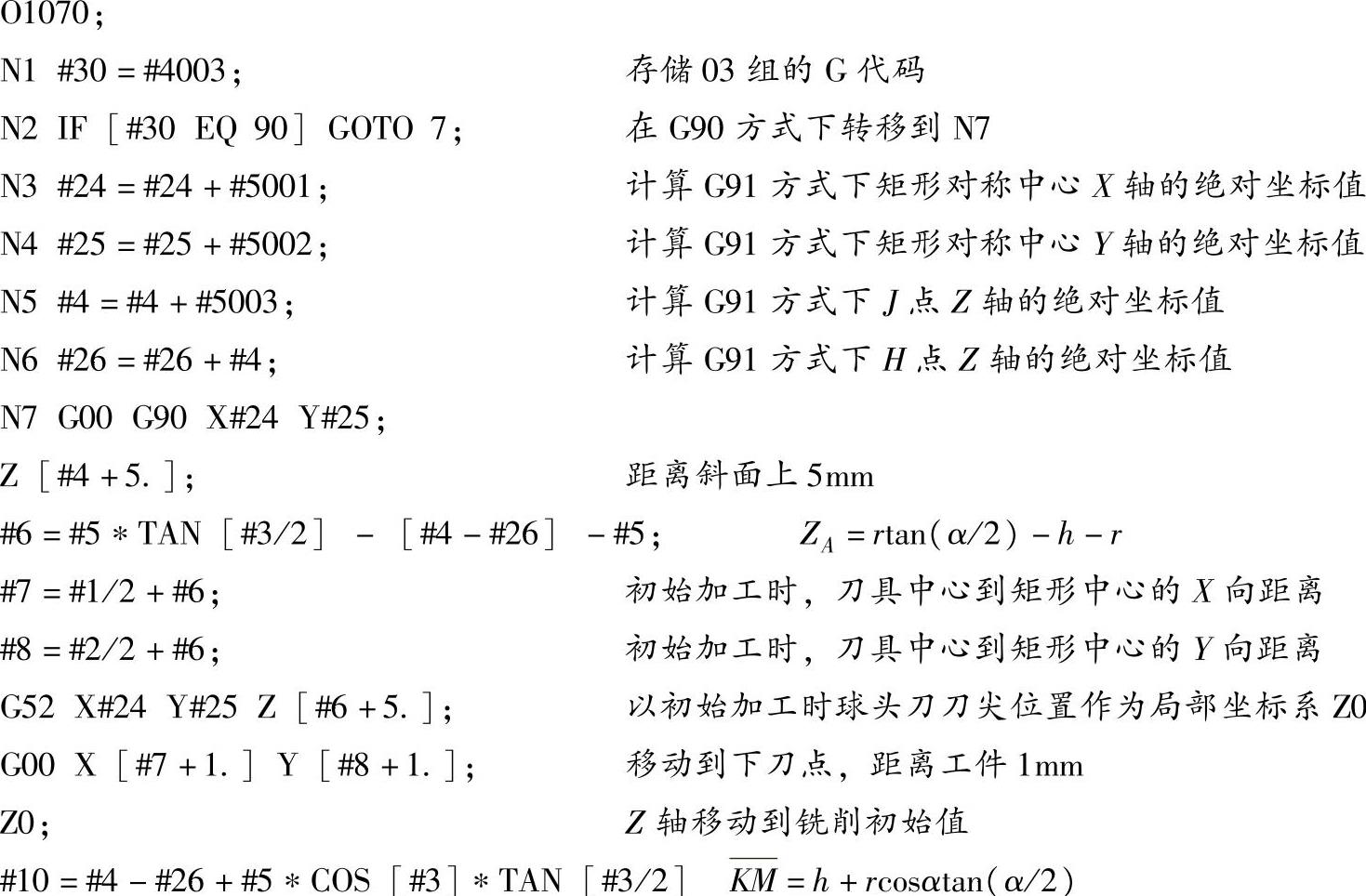
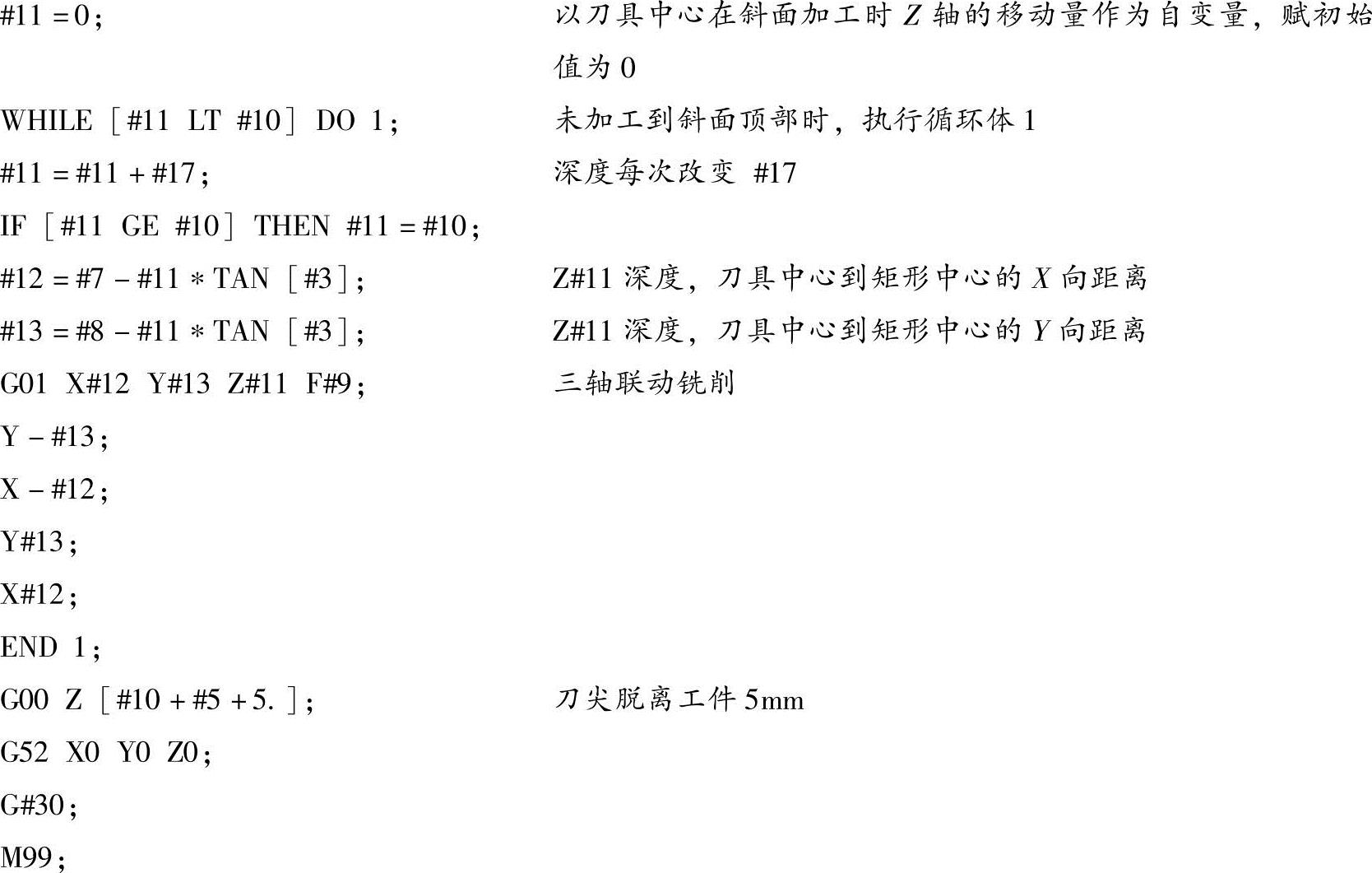
宏程序如下:
说明:
①若是平行四边形周边斜面加工,周边斜面与垂直面的夹角α相等,也可以结合上述两个程序加工。
②如需粗精加工,可以先用平底立铣刀加工平行四边形周边斜面的程序粗加工,再用这个程序精加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。