



1.外球面加工
(1)平底立铣刀自上而下等高粗加工 设在圆柱毛坯上加工外半球面或外半球面的一部分(球冠),粗加工使用平底立铣刀,加工方式分为自上而下等角度(自球心)加工或自上而下等高度加工两种,每层以顺铣G02方式进给。若以等角度加工,角度步距值又较大,则在靠近球心的水平面上,随着角度的改变,铣削深度的变化量较大,而在球顶则较小,导致铣削深度不均匀;因此改为选择自上而下等高度加工。为了便于描述,把球心的X、Y坐标设置在圆柱毛坯的XY平面中心上,把每层的起刀点设置在+X轴上。平底立铣刀自上而下等高粗加工外球面如图5-13所示。
各变量赋值说明:
#1=A,外半球面或球冠的半径r,>0。
#2=B,平底立铣刀直径,>0。
#3=C,自球心计算,外半球面或球冠加工的起始角度,≤90°。

图5-13 平底立铣刀自上而下等高粗加工外球面
#4=I,自球心计算,外半球面或球冠加工的终止角度,≥0°。
#5=J,X、Y轴的精加工余量,≥0。
#6=K,Z轴的精加工余量,≥0,建议比#17小一些。
#7=D,圆柱毛坯的直径,>0。
#17=Q,Z轴等高加工每次深度的变化量,即层降,>0。
#24=X,球心在工件坐标系中X轴的相对/绝对坐标值。
#25=Y,球心在工件坐标系中Y轴的相对/绝对坐标值。
#26=Z,球心在工件坐标系中Z轴的相对/绝对坐标值。
调用格式:
G65 P1095 A_B_C_I_J_K_D_F_Q_X_Y_Z_;
宏程序如下:


说明:
①关于图形描绘和程序编写相异的解释:图形所描绘的是G19的YZ平面,此时X轴垂直于纸面向外,而角度都是以该平面第一轴正方向(+Y轴)计算的;由于任意有效深度上,在XY平面的加工轨迹是圆,所以在+Y轴上计算出来的回转半径同样适用起刀点在+X轴上的回转半径;程序之所以这么编写,也因为起刀点设在+X轴上有利于操作者的观察。若起刀点在+Y轴,程序中应做相应修改。
②应把该工件最高点设为工件坐标系的Z0平面;若在#3角度对应的Z平面之上还有其他结构,应在加工完其他结构后再运行该程序;若需要在粗加工后运行球头铣刀精加工程序,应该在运行完该程序后,Z轴至少应再向下铣削“球头铣刀半径+#6”,水平步距目标半径值为“#13+#5”。
③若令#4=0°,#3=90°,即为半球面加工。
④如需逆铣,只需把程序中的“G02”改为“G03”,其余不变。
⑤该程序也可以用于圆柱顶部倒R角/孔口倒R角的粗加工,在调用格式中需添加一个变量#18,R。R为倒圆角面的圆心到工件中心的距离。其中,X、Y为圆柱中心/孔心在工件坐标系中X、Y轴的相对/绝对坐标值;Z为倒圆角面的圆心在工件坐标系中Z轴的相对/绝对坐标值。C为自倒圆角面的圆心计算,加工的起始角度,在圆柱顶部倒R角时,≤90°;在孔口倒R角时,≥90°。I为自倒圆角面的圆心计算,加工的终止角度,在圆柱顶部倒R角时,≥0°;在孔口倒R角时,≤180°。
⑥在圆柱顶部倒R角时,对原程序的部分程序段修改如下:
N5 IF[#7 LT[2∗#1∗COS[#4]+2∗#18]]GOTO 40;
#13=SQRT[#1∗#1-#10∗#10]+#2/2+#18;⑦在孔口倒R角时,对原程序的部分程序段修改如下:


粗加工之后,执行下面的精加工程序。
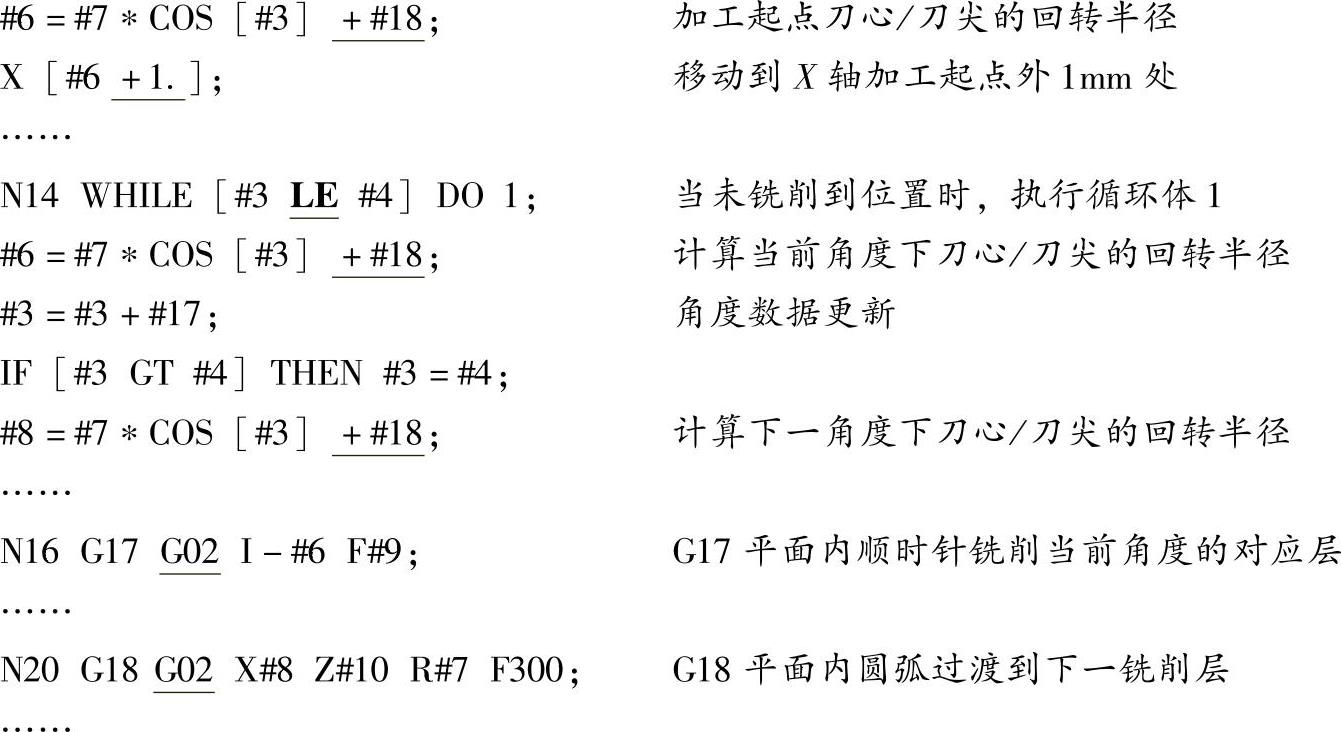
(2)球头铣刀自下而上等角度精加工 用球头铣刀精加工外半球面或外半球面的一部分(球冠),走刀方式有多种,但其中以等角度变化水平圆弧环绕加工的数学语句表达最明了,加工顺序分自下而上和自上而下两种,从刀具的接触面积和刀具寿命等多方面来看,前者更优一些。球头铣刀自下而上等角度精加工外球面如图5-14所示。
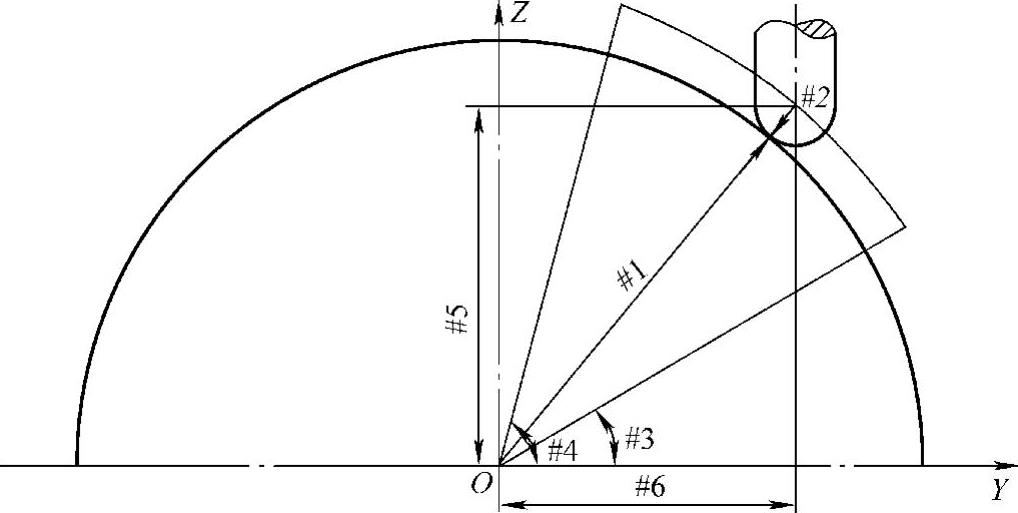
图5-14 球头铣刀自下而上等角度精加工外球面
各变量赋值说明:
#1=A,外半球面或球冠的半径r,>0。
#2=B,球头铣刀半径,>0。
#3=C,自球心计算,外半球面或球冠加工的起始角度,≥0°。
#4=I,自球心计算,外半球面或球冠加工的终止角度,≤90°。
#17=Q,角度每次的变化量,>0。
#24=X,球心在工件坐标系中X轴的相对/绝对坐标值。
#25=Y,球心在工件坐标系中Y轴的相对/绝对坐标值。
#26=Z,球心在工件坐标系中Z轴的相对/绝对坐标值。
调用格式:
G65 P1096 A_B_C_I_F_Q_X_Y_Z_;
宏程序如下:
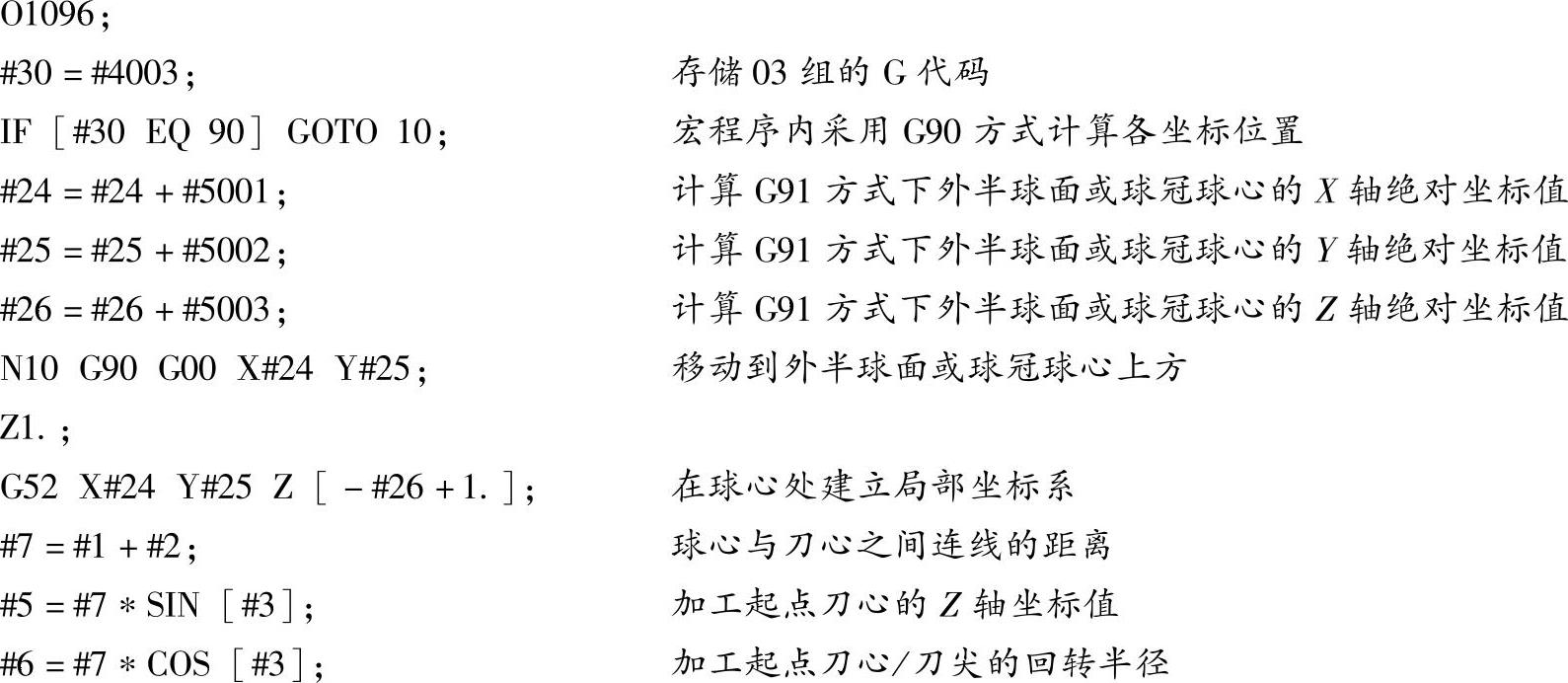
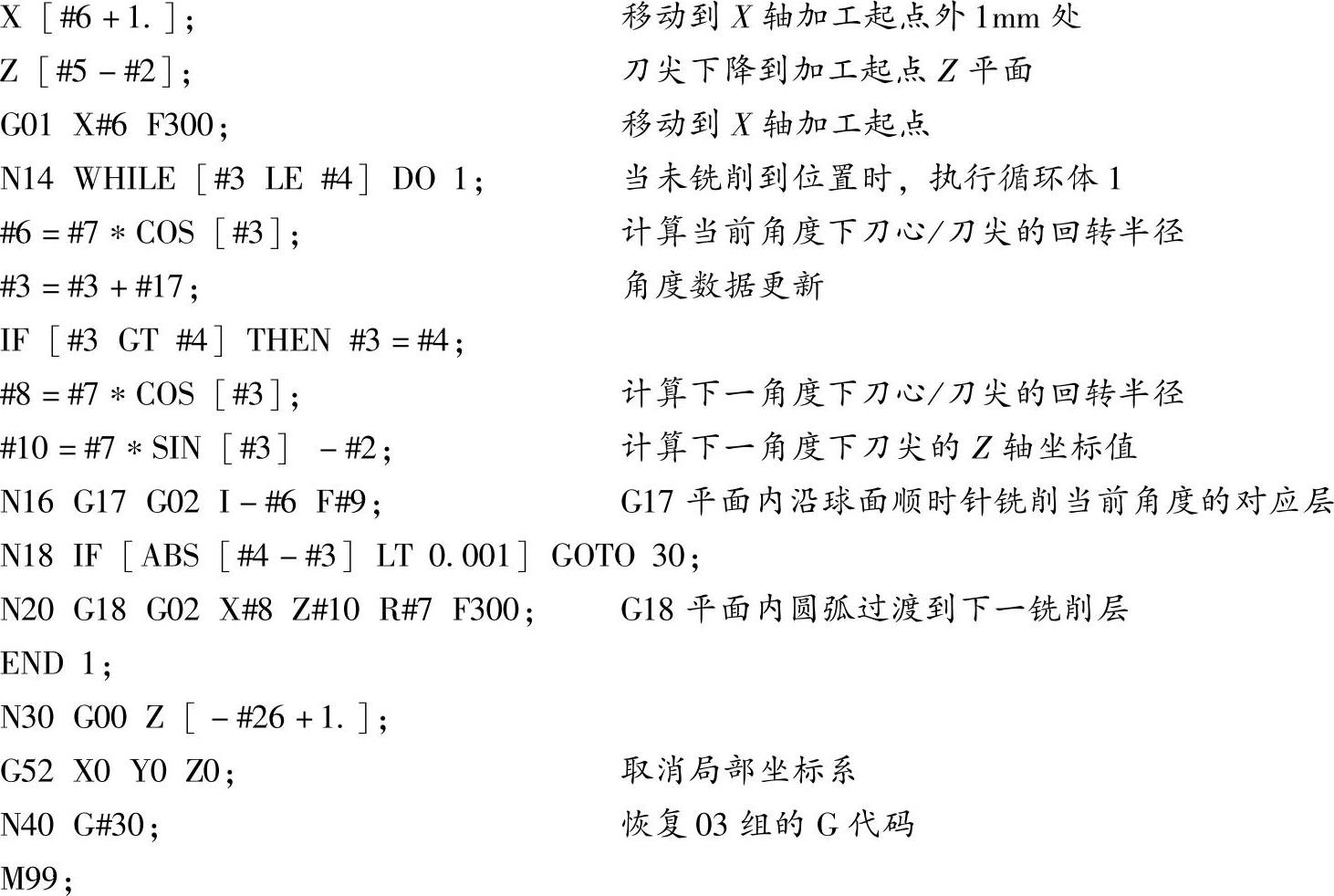
说明:
①关于图形描绘和程序编写相异的解释:同上例程序的注意①;若起刀点在+Y轴,程序中除循环体前的定位点由“X”变为“Y”、N16的“I”变为“J”之外,N20应改为“G19G03 Y#8 Z#10 R#7 F300;”。
②应把该工件最高点设为工件坐标系的Z0平面;若在#4角度对应的Z平面之上还有其他结构,应在加工完其他结构后再运行该程序。
③若令#3=0°,#4=90°,即为半球面加工。
④如需逆铣,只需把N16中的“G02”改为“G03”,其余不变。
⑤N14程序段的语句中若为“#3 LT#4”,则无论有无N18程序段,最后的角度#4所对应的Z平面都不会被加工到。
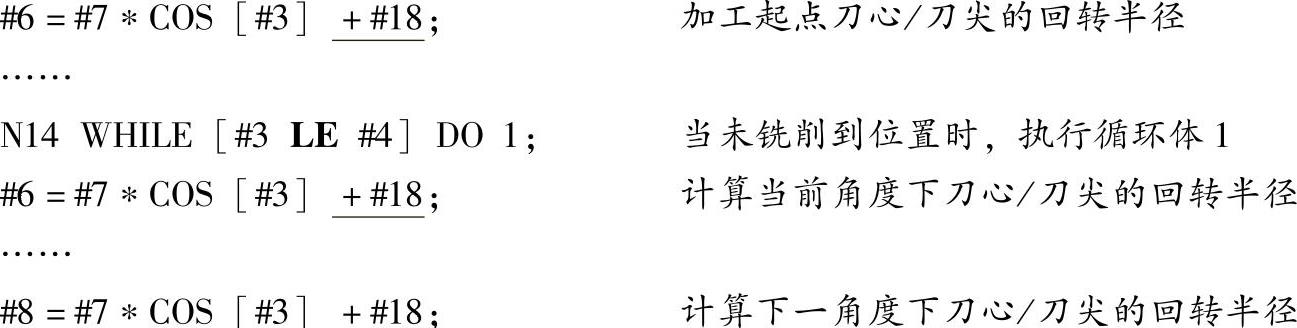
⑥该程序也可以用于圆柱顶部倒R角/孔口倒R角的精加工,在调用格式中需添加一个变量#18,R。R为倒圆角面的圆心到工件中心的距离。其中,X、Y为圆柱中心/孔心在工件坐标系中X、Y轴的相对/绝对坐标值;Z为倒圆角面的圆心在工件坐标系中Z轴的相对/绝对坐标值。C为自倒圆角面的圆心计算,加工的起始角度,在圆柱顶部倒R角时,≥0°;在孔口倒R角时,≤180°。I为自倒圆角面的圆心计算,加工的终止角度,在圆柱顶部倒R角时,≤90°;在孔口倒R角时,≥90°。
⑦在圆柱顶部倒R角时,对原程序的部分程序段修改如下:
⑧在孑L口倒R角时,对原程序的部分程序段修改如下:
 (https://www.xing528.com)
(https://www.xing528.com)
2.内球面加工
(1)平底立铣刀自上而下等高粗加工 内球面与外球面的加工方法类似,毛坯为一实体,粗加工方式为:使用切削刃过中心的平底立铣刀,每次从中心向+X轴刀具直径40%的地方下刀,采用顺铣方式加工,逆时针绕中心走一圈,走到最外圈后提刀返回起刀点,下刀后继续加工,考虑到余量。为了便于描述,把球心的X、Y坐标设置在圆柱毛坯的XY平面中心上,把每层的起刀点设置在+X轴上。平底立铣刀自上而下等高粗加工内球面如图5-15所示。
图5-15 平底立铣刀自上而下等高粗加工内球面
各变量赋值说明:
#1=A,内半球面(或其部分)的半径r,>0。
#2=B,平底立铣刀直径,>0。
#3=C,自球心计算,内半球面(或其部分)的起始角度,≤0°。
#4=I,自球心计算,内半球面(或其部分)的终止角度,>-90°:若该角度位于内球面的顶点,则为平底立铣刀到达内球面底部时所对应的角度,为-ACOS[[#2/2+#5]/#1];也即,若#4的取值区间为[-90°,-ACOS[[#2/2+#5]/#1]],则#4皆取-ACOS[[#2/2+#5]/#1]。
#5=J,X、Y轴的精加工余量,≥0。
#6=K,Z轴的精加工余量,≥0,建议比#17小一些。
#17=Q,Z轴等高加工每次深度的变化量,即层降,>0。
#24=X,球心在工件坐标系中X轴的相对/绝对坐标值。
#25=Y,球心在工件坐标系中Y轴的相对/绝对坐标值。
#26=Z,球心在工件坐标系中Z轴的相对/绝对坐标值
调用格式:
G65 P1010 A_B_C_I_J_K_F_Q_X_Y_Z_;
宏程序如下:
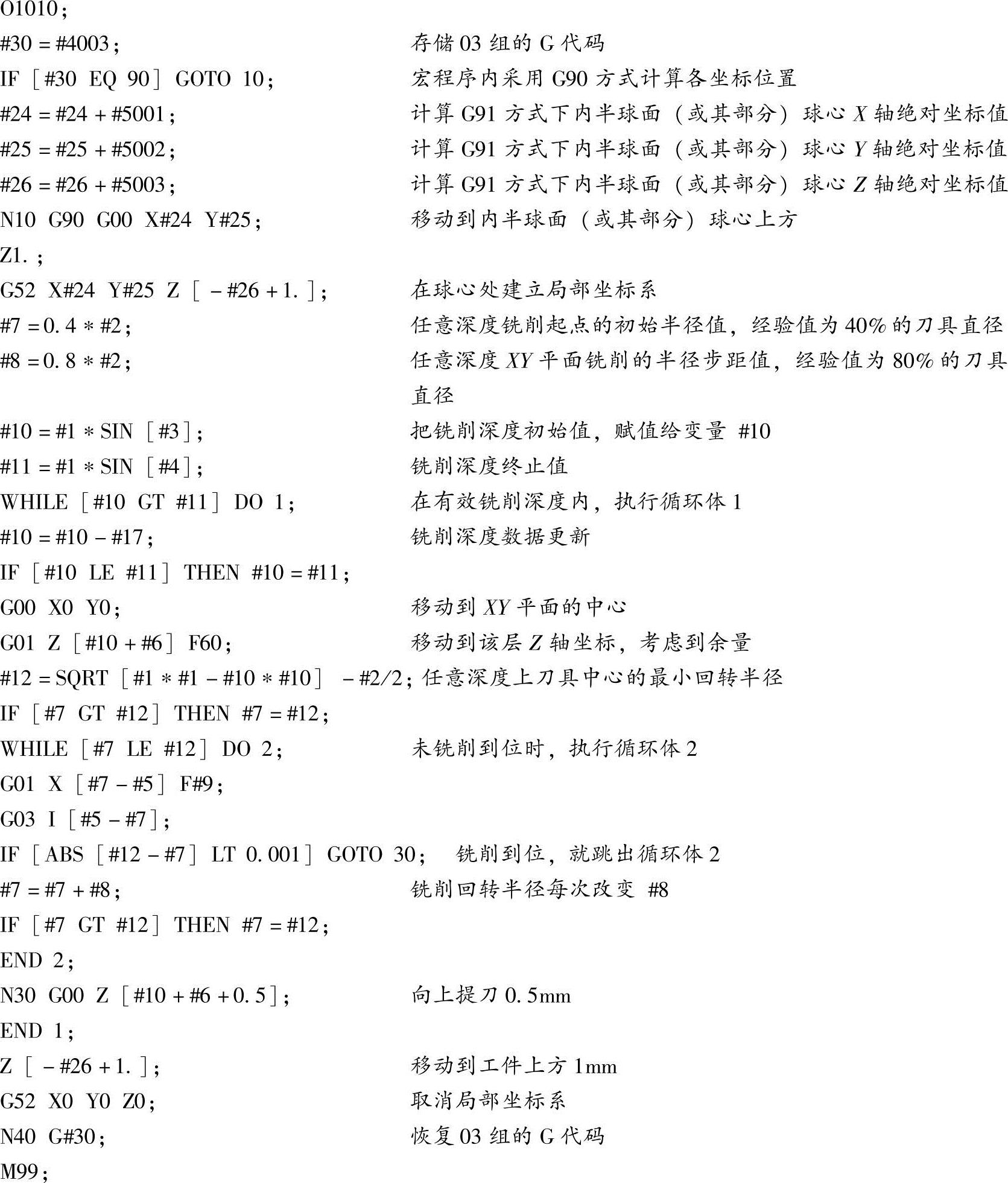
说明:
①关于图形描绘和程序编写相异的解释:图形所描绘的是G19的YZ平面,此时X轴垂直于纸面向外,而角度都是以该平面第一轴正方向(+Y轴)计算的;由于任意有效深度上,在XY平面的加工轨迹是圆,所以在+Y轴上计算出来的回转半径同样适用起刀点在+X轴上的回转半径;程序之所以这么编写,也因为起刀点设在+X轴上有利于操作者的观察。若起刀点在+Y轴,程序中应做相应修改。
②应把该工件最高点设为工件坐标系的Z0平面;若在#3角度对应的Z平面之上还有其他结构,应在加工完其他结构后再运行该程序。
③如需逆铣,只需把程序中的“G03”改为“G02”,其余不变。
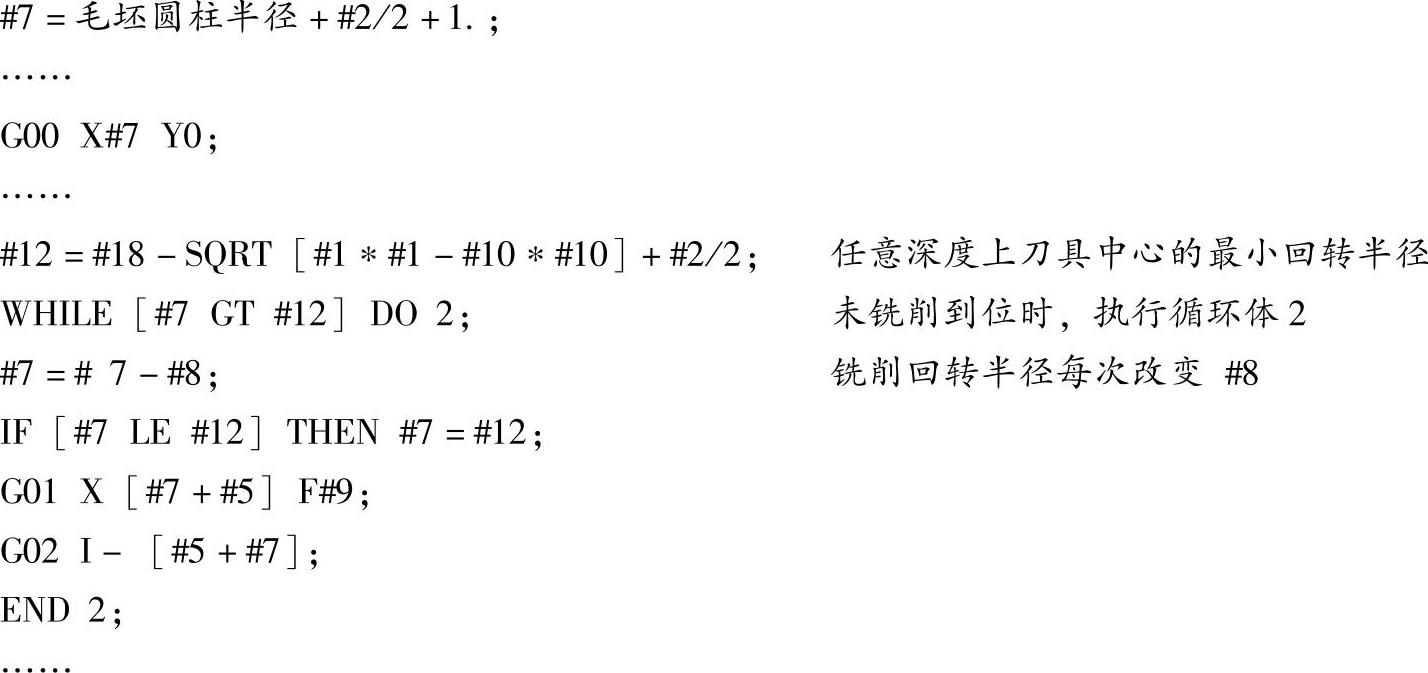
另外:
①该程序也可以用于圆柱顶部倒凹R角/孔口倒凹R角的精加工,在调用格式中需添加一个变量#18,R。R为倒圆角面的圆心到工件中心的距离。其中,X、Y为圆柱中心/孔心在工件坐标系中X、Y轴的相对/绝对坐标值;Z为倒圆角面的圆心在工件坐标系中Z轴的相对/绝对坐标值。C为自倒圆角面的圆心计算,加工的起始角度,在圆柱顶部倒凹R角时,≥-180°;在孔口倒凹R角时,≤0°。I为自倒圆角面的圆心计算,加工的终止角度,在圆柱顶部倒凹R角时,<-90°:若该角度位于内球面的顶点,则为平底立铣刀到达内球面底部时所对应的角度,为ACOS[[#2/2+#5]/#1]-180°;也即,若#4的取值区间为[ACOS[[#2/2+#5]/#1]-180°,-90°],则#4皆取ACOS[[#2/2+#5]/#1]-180°;
在孔口倒凹R角时,>-90°:若该角度位于内球面的顶点,则为平底立铣刀到达内球面底部时所对应的角度,为-ACOS[[#2/2+#5]/#1];也即,若#4的取值区间为[-90°,-ACOS[[#2/2+#5]/#1]],则#4皆取-ACOS[[#2/2+#5]/#1]。
②在圆柱顶部倒凹R角时,对原程序的部分程序段修改如下:
③在孔口倒凹R角时,对原程序的部分程序段修改如下:

粗加工之后,执行下面的精加工程序。
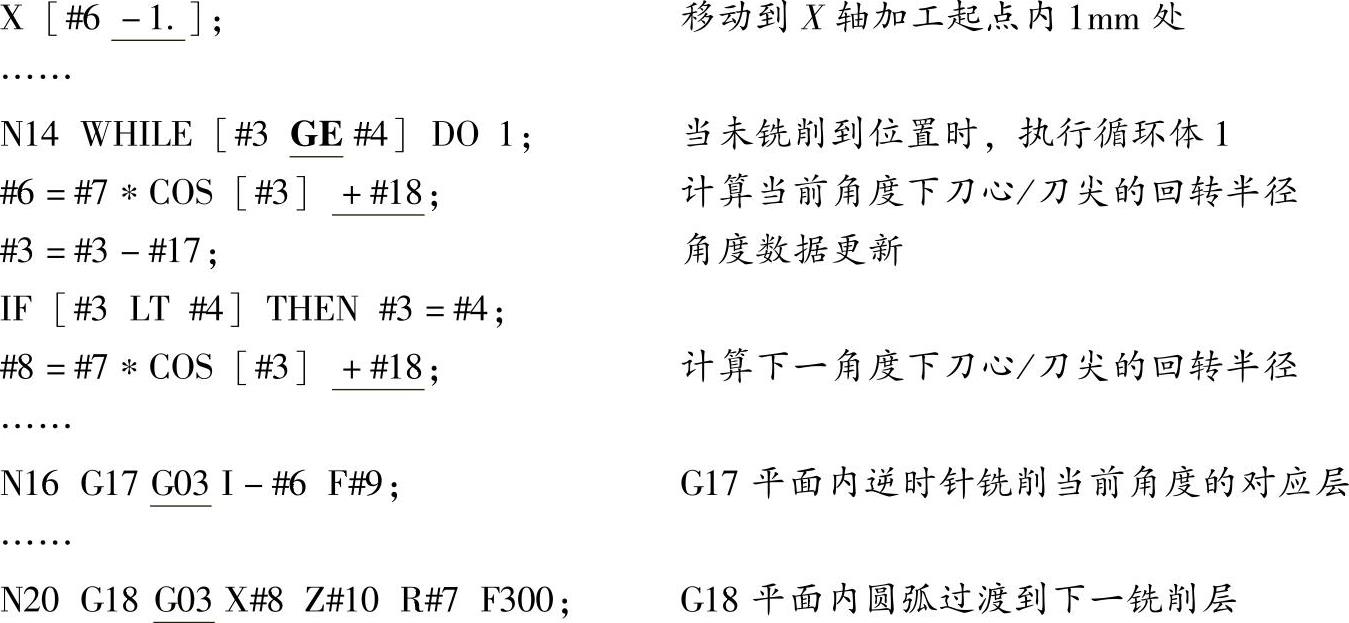
(2)球头铣刀自上而下等角度精加工 用球头铣刀精加工内半球面或其部分,进给方式有多种,但其中以等角度变化水平圆弧环绕加工的数学语句表达最明了,加工顺序分自下而上和自上而下两种,从刀具的接触面积和耐用度等多方面来看,后者更优一些。球头铣刀自上而下等角度精加工内球面如图5-16所示。
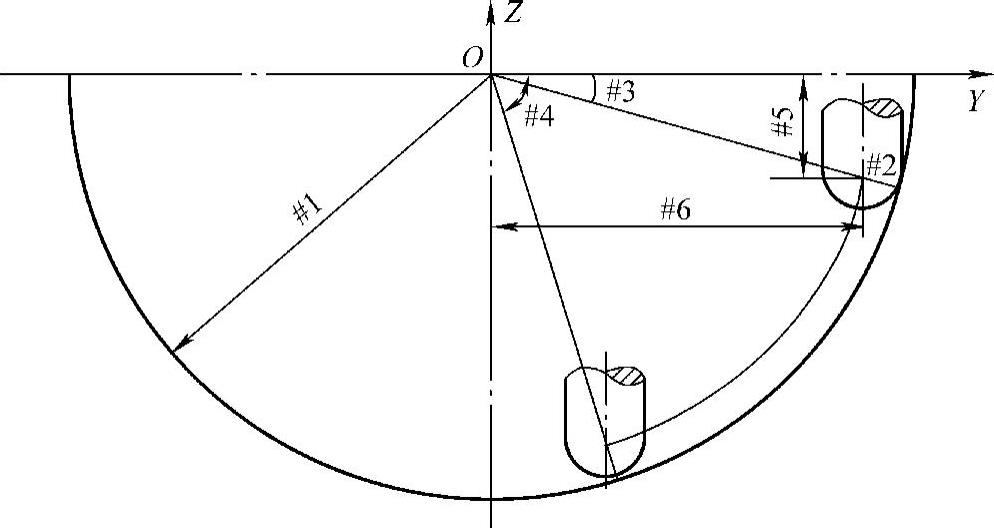
图5-16 球头铣刀自上而下等角度精加工内球面
各变量赋值说明:
#1=A,内半球面或其部分的半径r,>0。
#2=B,球头铣刀半径,>0。
#3=C,自球心计算,内半球面或其部分加工的起始角度,≤0°。
#4=I,自球心计算,内半球面或其部分加工的终止角度,≥-90°。
#17=Q,角度每次的变化量,>0。
#24=X,球心在工件坐标系中X轴的相对/绝对坐标值。
#25=Y,球心在工件坐标系中Y轴的相对/绝对坐标值。
#26=Z,球心在工件坐标系中Z轴的相对/绝对坐标值。
调用格式:
G65 P1012 A_B_C_I_F_Q_X_Y_Z_;
宏程序如下:


说明:
①关于图形描绘和程序编写相异的解释:同上例程序的注意①;若起刀点在+Y轴,程序中除循环体前的定位点由“X”变为“Y”、N16的“I”变为“J”之外,N20应改为“G19G02Y#8 Z#10 R#7 F300;”。
②应把该工件最高点设为工件坐标系的Z0平面;若在#3角度对应的Z平面之上还有其他结构,应在加工完其他结构后再运行该程序。
③若令#3=0°,#4=-90°,即为内半球面加工。
④如需逆铣,只需把N16中的“G03”改为“G02”,其余不变。
⑤N14程序段的语句中若为“#3 GT#4”,则无论有无N18程序段,最后的角度#4所对应的Z平面都不会被加工到。
⑥该程序也可以用于圆柱顶部倒凹R角/孔口倒凹R角的精加工,在调用格式中需添加一个变量#18,R_。R为倒圆角面的圆心到工件中心的距离。其中,X、Y为圆柱中心/孔心在工件坐标系中X、Y轴的相对/绝对坐标值;Z为倒圆角面的圆心在工件坐标系中Z轴的相对/绝对坐标值。C为自倒圆角面的圆心计算,加工的起始角度,在圆柱顶部倒凹R角时,≥-180°;在孔口倒凹R角时,≤0°。I为自倒圆角面的圆心计算,加工的终止角度,在圆柱顶部倒凹R角时,≤-90°;在孔口倒凹R角时,≥-90°。
⑦在圆柱顶部倒凹R角时,对原程序的部分程序段修改如下:
⑧在孔口倒凹R角时,对原程序的部分程序段修改如下:

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。