



如果圆台、圆锥、圆柱、外扫掠(扫描)曲面底面的圆,与该深度上垂直于圆柱毛坯轴线的截面所截得的圆同心,程序编写起来还是比较简单的;如果不同心,三个圆心在XY平面上的投影点就有可能形成一个三角形,就算上下圆直径、上下圆圆心与圆柱毛坯圆心间的角度、距离等信息已知,描述起来也有相当的难度。在此,仅编写前者,即同心时的情况。为了方便描述,把垂直于毛坯圆柱轴线的平面所截得的圆称为圆O,顶面的圆称为圆O1,底面的圆称为圆O2。
圆锥、圆台、圆柱、外扫掠(扫描)曲面示意图如图5-4所示。
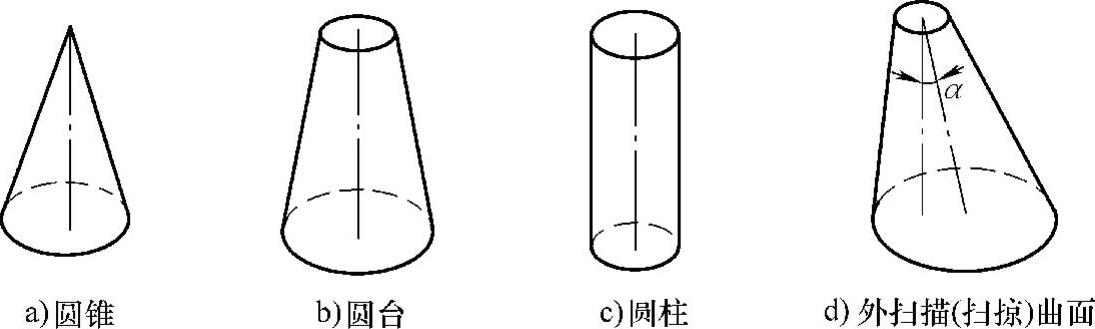
图5-4 圆锥、圆台、圆柱、外扫掠(扫描)曲面示意图
各变量赋值说明:
#1=A,圆心O(O2)与圆心O1在XY平面上的投影点之间的距离,≥0。
#2=B,从+Z向-Z方向看,在XY平面上,由圆心O(O2)的投影点指向圆心O1的投影点之间的连线与+X轴之间的夹角。
#3=C,圆O1的直径,≥0。
#6=K,圆O2的直径,>0。
#7=D,平底立铣刀刀具直径,>0。
#8=E,毛坯圆O的直径,>0。
#11=H,圆O1的Z轴的绝对/相对坐标值(顶面的初始Z坐标)。
#17=Q,每次的切削深度,>0。
#24、#25=X、Y,圆心O的X、Y轴的绝对/相对坐标值。
#26=Z,圆心O2的Z轴的绝对/相对坐标值(底面的终止Z坐标)。
调用格式:
G65 P1060 A_B_C_K_D_E_H_Q_X_Y_Z_F_;
宏程序如下:(https://www.xing528.com)
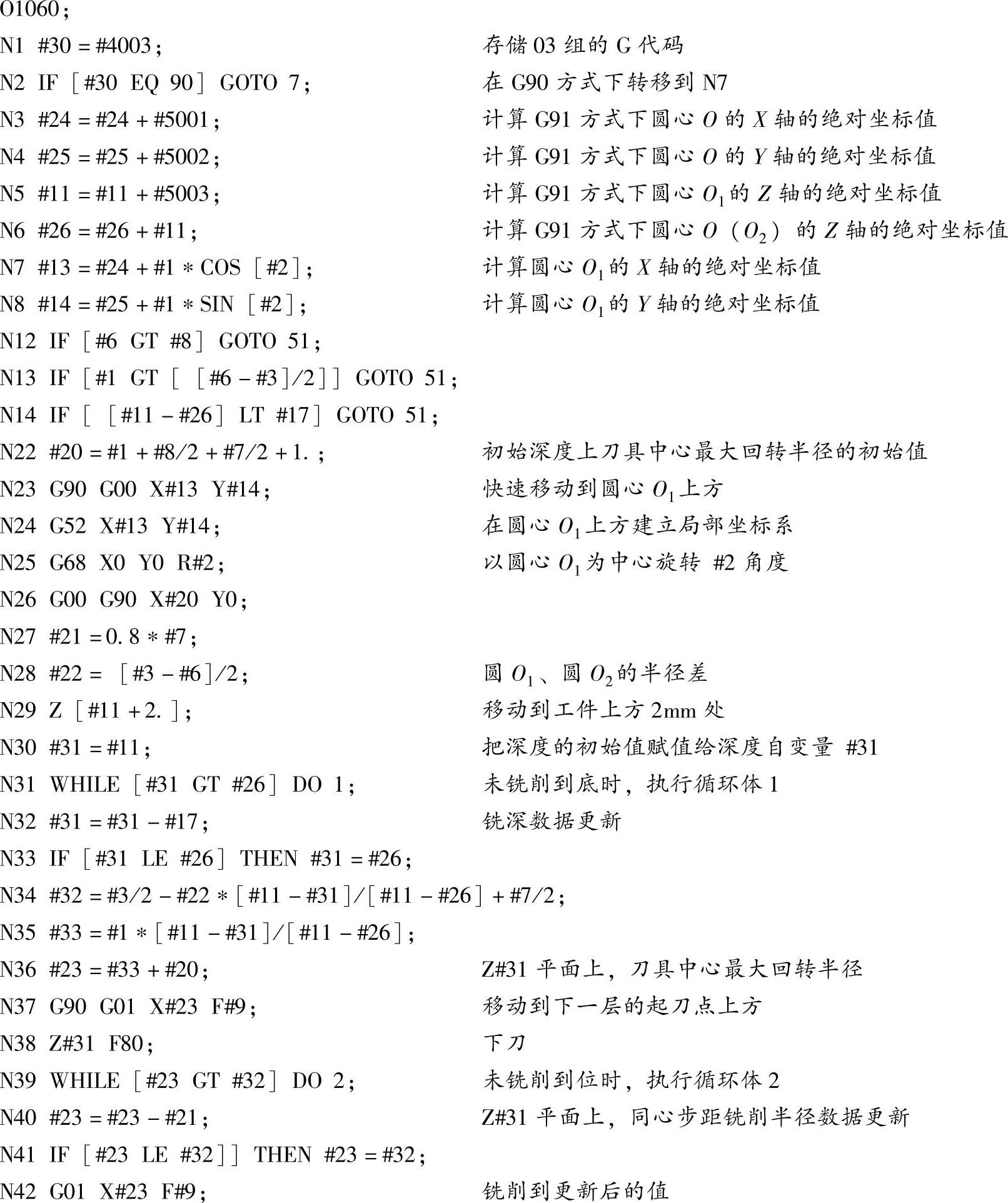
说明:
N12、N13,在XY平面上,关于圆O、圆O1、圆O2的投影圆之间的关系:只有当圆O2内含或内切(若为GE,不保留内切)于圆O、圆O1内含或内切于圆O2时,才符合加工情况,否则跳出。
N14,如果加工的深度小于每层的切削深度,跳出。
N27,刀具中心回转半径每次的递减量,经验值为刀具直径的80%。
N33,如果最后一层的铣削深度<每层的铣深,铣削到最终深度。
N34,Z#31深度上,刀具中心的最小回转半径;如果设经过上层小圆圆心的垂线与上下层圆心间的连线之间的角度为α,则tanα=-#22/[#11-#26],若已知α,可用“tanα”来代替表达式中的“-#22/[#11-#26]”;若未知,请使用该表达式。
N35,在XY平面上,Z#31深度上的圆心的投影点与圆心O1的投影点之间的距离。
N36,Z#31深度上,起刀点与该深度上的圆心之间的距离。
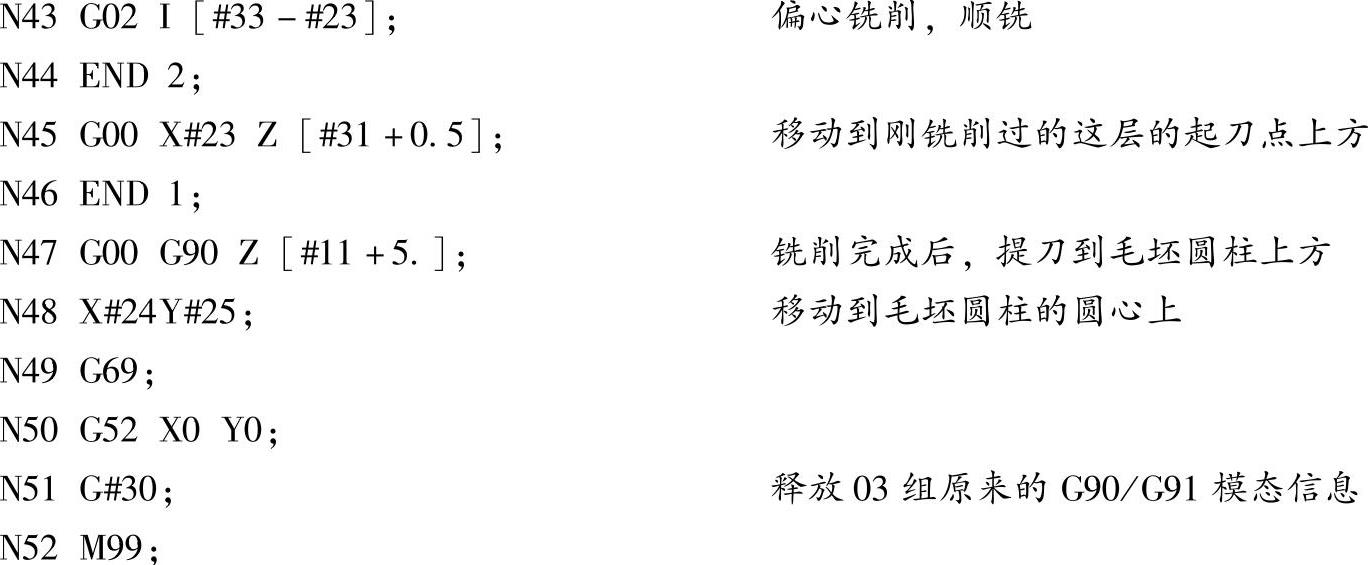
N41,Z#31深度上,如果最后一次同心步距铣削的量小于每次的递减量,就铣削余下的量。
注意:这个程序的通用性很好,对于圆锥、圆台、圆柱、外扫掠(扫描)曲面的铣削(圆柱毛坯),只要能满足数学意义,就可使用该程序。
①A=0,C=0,K=0时,为外圆锥侧面铣削。
②A=0,K>C>0时,为外圆台侧面铣削。
③A=0,K=C>0时,为外圆柱侧面铣削。
④C≥0,(K-C)/2≥A>0时,为外扫掠(扫描)曲面铣削。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。