



利用G51指令可以对编程的形状进行缩小或放大,沿各轴的缩放倍率可以相同也可以不同,G51既可指定平面缩放,也可指定空间缩放。
可在程序中指定比例缩放的倍率。如不在程序中指定比例缩放的倍率,则使用由参数设定的倍率。各轴以相同比例的比例缩放如图3-85所示。
其中,P0为比例缩放的中心;P1~P4为加工程序的形状;P′1~P4′为比例缩放后的形状。
指令格式:
G50;比例缩放取消
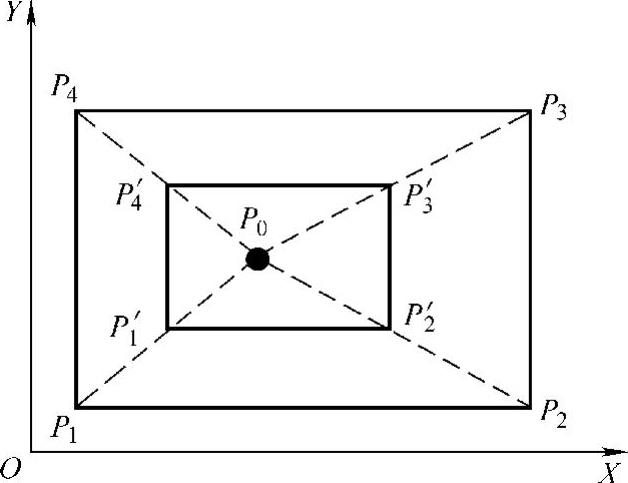
图3-85 各轴以相同比例的比例缩放
X_Y_Z_:比例缩放的中心坐标值的绝对指令。
P_:沿各轴分量以同倍率放大或缩小的缩放比例。
I_J_K_:沿各轴分量以不同倍率放大或缩小,对应X、Y、Z轴的不同缩放比例。
说明:
1)使比例缩放有效的轴。使比例缩放有效的轴,将参数No.5401#0设定为“1”。
2)比例缩放倍率的最小单位。比例缩放倍率的最小指令单位是0.001或0.00001。
参数No.5400#7=0时,最小单位是0.00001;参数No.5400#7=1时,最小单位是0.001。
3)比例缩放的中心。即使处在增量指令G91方式下,由G51程序段指定的比例缩放的中心坐标X_Y_Z_被视为绝对位置。
省略比例缩放中心坐标的情况下,指令了G51时的位置成为比例缩放中心。
注意:请在G51程序段的下一个移动指令中执行一个G90绝对位置指令。如果在G51程序段后没有执行一次绝对位置指令,指定G51时的位置将成为比例缩放中心。一旦执行绝对位置指令,在该程序段之后,比例缩放中心将成为指定在G51程序段中的坐标。
4)比例缩放轴、比例缩放中心及缩放倍率的指定。G51指令指定时,比例缩放模式被建立。G51指令仅指定缩放轴、缩放中心及缩放倍率而已,不造成移动现象。当G51指定的比例缩放方式被建立时,仅实际的比例缩放中心指定的轴有效而已。
5)沿各轴以相同的倍率放大或缩小。将参数No.5400#6设定为“0”。如果没有指令比例缩放的倍率P,就使用由参数No.5411设定的倍率。倍率P中不可输入小数点。输入小数点时,会有报警PS0007发出。不可为倍率P指令负值。指令了负值的情况下,会有报警PS0006发出。可以指定的倍率范围为0.00001~9999.99999。
6)不同轴的比例缩放以及镜像(负的倍率)。可用不同倍率对每个轴进行比例缩放,如图3-86所示。此外,通过指令负的倍率,可以应用镜像。在这种情况下,镜像的对象轴成为与比例缩放的中心相同的位置。将使不同轴的比例缩放(镜像)有效的参数No.5400#6设定为“1”。通过I、J、K,指定分别相对于3个基准轴(X、Y、Z轴)的比例缩放倍率。由参数No.1022设定将哪个轴选定为3个基准轴。对在X、Y、Z轴中没有指令I、J、K的轴,以及3个基准轴以外的轴,使用由参数No.5421设定的倍率。参数No.5421中,必须设定一个除0以外的值。倍率I、J、K中不可输入小数点。可以指定的倍率范围为±0.00001~±9999.99999。
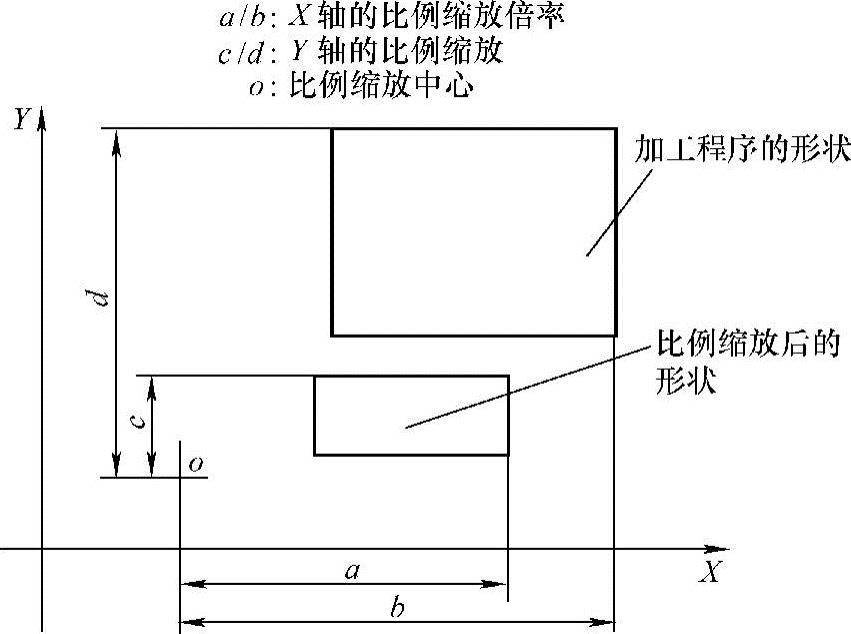
图3-86 各轴以不同比例的比例缩放
注意:同时指定下列指令时,系统会按照下面所示顺序进行处理。
①可编程镜像G51.1。
②比例缩放G51(也包含因负的倍率引起的镜像)。
③因数控系统的外部开关或数控系统的设定引起的镜像。
在这种情况下,可编程镜像对于比例缩放的中心和倍率也有效。同时指定G51.1、G51时,请按照这一顺序指令;要取消时,按照与之相反的顺序指令。
7)圆弧插补的比例缩放。对于圆弧插补,即使应用每个轴不同的比例缩放,刀具也不跟踪一个椭圆,如图3-87所示。
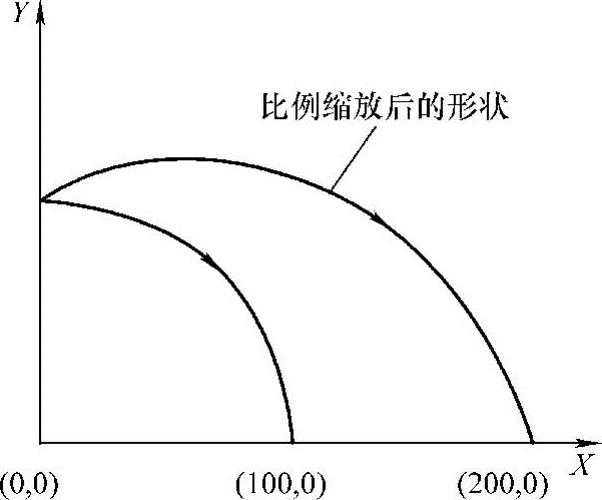
图3-87 圆弧插补的比例缩放
G90 G00 X0 Y100.Z0;
G51 X0 Y0 Z0 I2000 J1000;(X方向放大2倍,Y方向放大1倍)
G02 X100.Y0 I0 J-100.F500;
上述指令等同于下列指令:
G90 G00 X0 Y100.Z0;
G02 X200.Y0 I0 J-100.F500;(由于终点不在圆弧上,故成为螺旋插补)
另外,即使是R指定的圆弧,在将半径值R变换为沿各轴中心方向的矢量(I,J,K)后,对各I、J、K应用比例缩放。
因此,若上述G02程序段中包含如下所示的R指定圆弧,则成为以I、J指令的例子相同的运动。
G02 X100.Y0 R100.F500;
8)比例缩放和任意角度倒角/倒圆角,如图3-88所示。
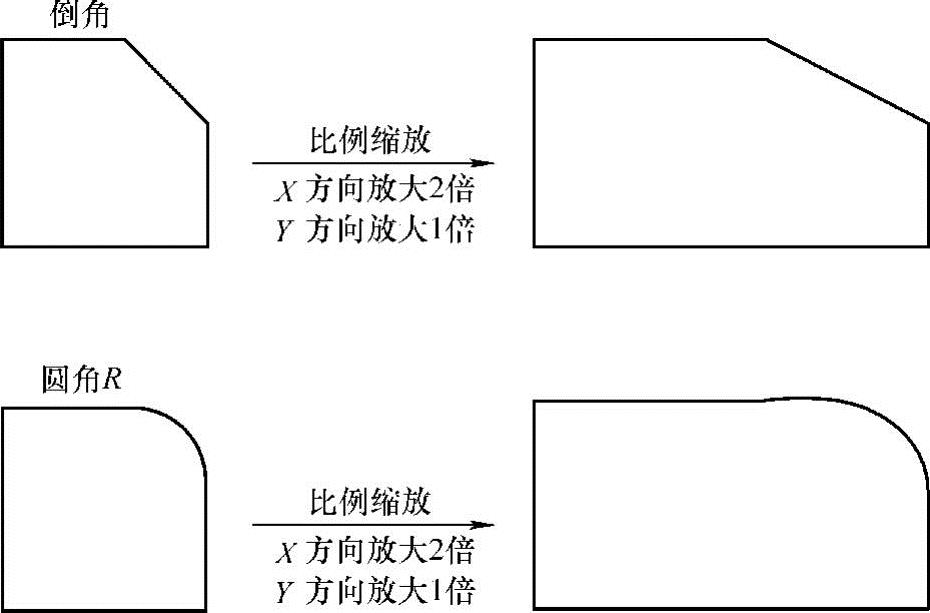
图3-88 比例缩放和倒角/倒圆角
应用各轴不同的倍率时,由于对圆弧的终点和半径进行比例缩放,倒圆角不再是圆弧而成为螺旋。
9)刀具补偿。对于刀具半径补偿、刀具长度补偿以及刀具位置偏置的刀具补偿量不应用比例缩放。
比例缩放机能对于刀具半径补偿、刀具长度补偿、刀具位置补偿等的补正量不影响。因为补偿及补偿量的计算是在比例缩放后形成的,如图3-89所示。
10)比例缩放无效。对下述固定循环的移动量,不应用比例缩放:深孔钻循环G83、G73的切削量q和退刀量d;精镗循环G76中X轴或Y轴的偏移量q;反镗循环G87中X轴或Y轴的偏移量q。(https://www.xing528.com)
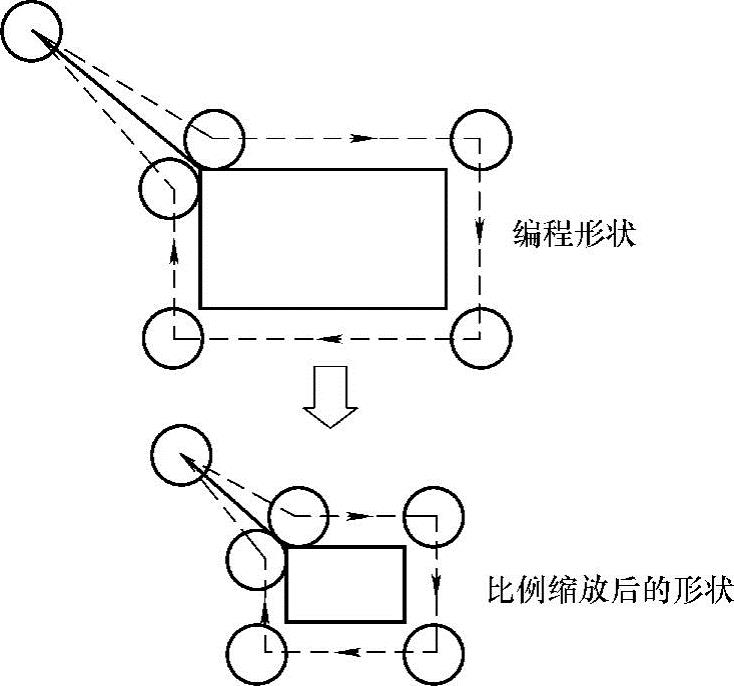
图3-89 刀具半径补偿时的比例缩放
此外,比例缩放机能仅对自动运转(纸带、MDI、记忆)中的移动指令有效,对手动的移动无效。
注意:
①如果一个参数设定值被用作一个倍率值而不指令P,则将G51被指令时刻的由参数设定的值作为倍率使用,即使在中途改变此值也无效。
②与返回参考点相关的G代码(G27~G30等)以及改变坐标系的指令(G52~G59、G92等),必须在取消比例缩放的状态下指令。未取消比例缩放就进行指令时,会发出报警PS0412。
③如果比例缩放结果被四舍五入,其移动量可能会变为零。这种情况下,程序段被视为没有移动的程序段,并可能会影响到基于刀具半径补偿的偏置方法。
④请勿对使滚动功能有效的旋转轴进行比例缩放。否则,将有可能导致轴进行快速旋转而出现预想不到的运动。
【例3-31】 不同轴的比例缩放举例,如图3-90所示。
O0082;
G51 X20.Y10.I750 J250;X方向放大0.75倍,Y方向放大0.25倍
G00 G90 X60.Y50.;
G01 X120.F100;
Y90.;
X60.;
Y50.;
G50;
M30;
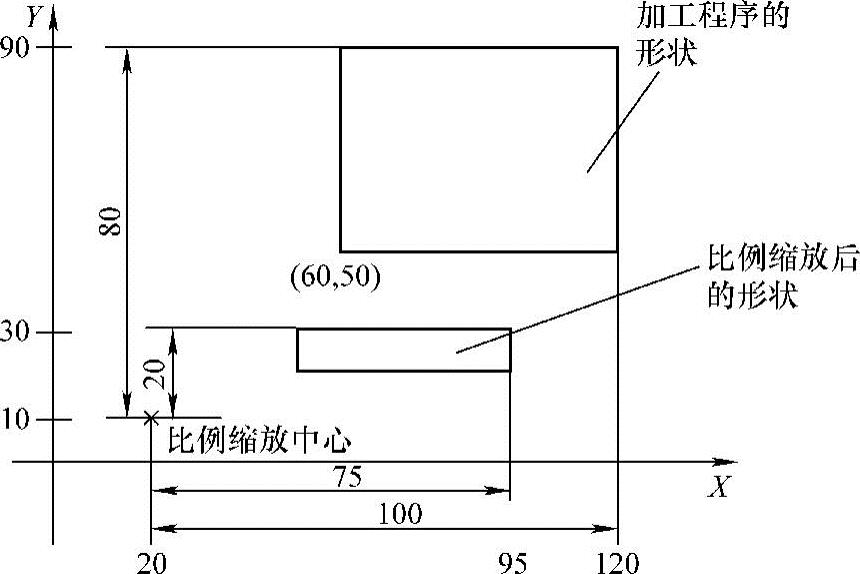
图3-90 不同轴的比例缩放举例
【例3-32】 镜像程序举例,如图3-91所示。
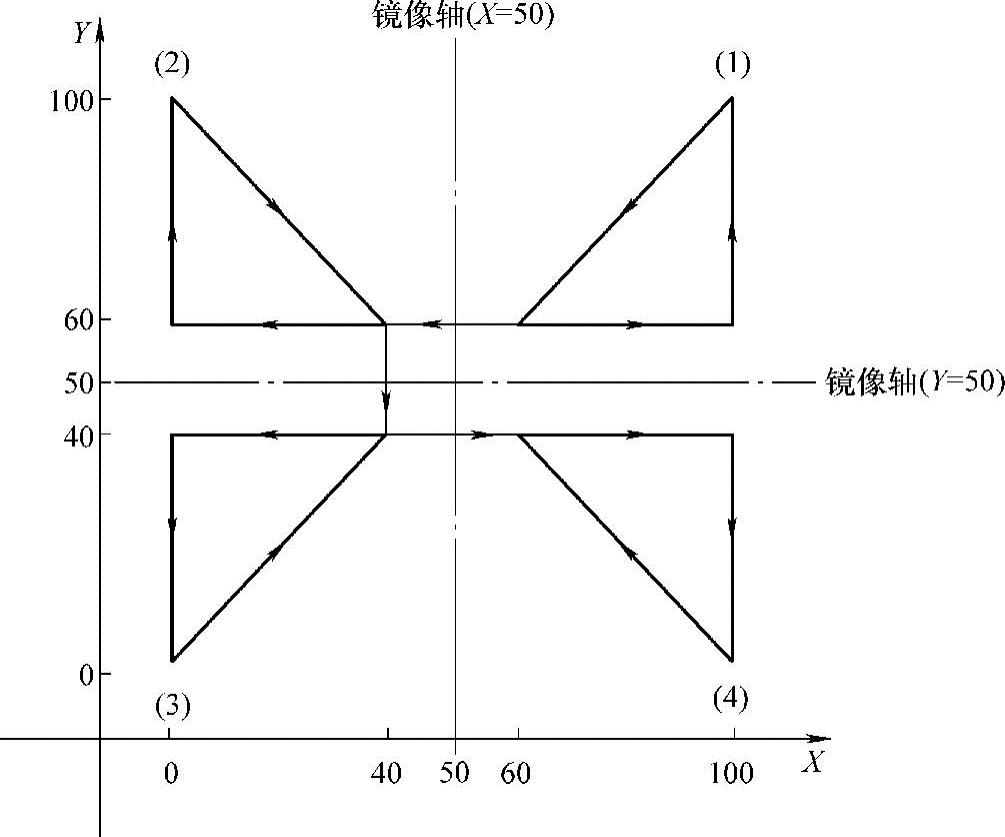
图3-91 镜像程序举例
O0084; 主程序
G00 G90;
M98 P90;
G51 X50.Y50.I-1000 J1000;
M98 P90;
G51 X50.Y50.I-1000 J-1000;
M98 P90;
G51 X50.Y50.I1000 J-1000;
M98 P90;
G50;
O0090;子程序
G00 G90 X60.Y60.;
G01 X100.F100;
Y100.;
X60.Y60.;
M99;
【例3-33】 各轴以相同比例缩放举例。在图3-92所示的三角形ABC中,顶点为A(30,40),B(70,40),C(50,80),若缩放中心为D(50,50),则缩放指令为G51 X50.Y50.P2000。
执行该程序,将自动计算A′、B′、C′三点坐标数据为A′(10,30),B′(90,30),C′(50,110),从而获得放大一倍的△A′B′C′。
在图3-93所示的三角形中,小三角形为原始图形,大三角形为缩放图形,若缩放中心为(0,0),则缩放指令为G51 X0 Y0 P3000。
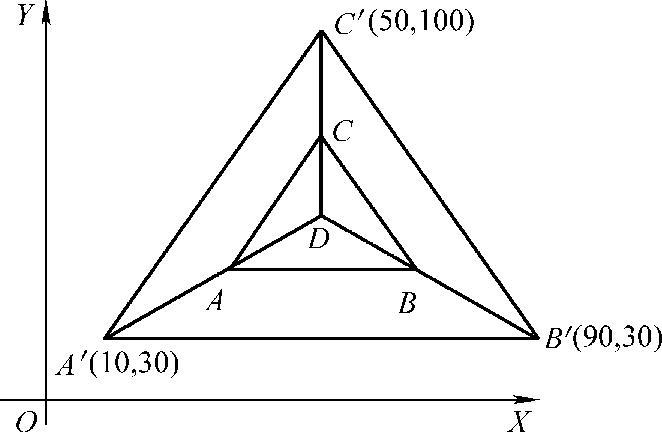
图3-92 三角形的比例缩放一
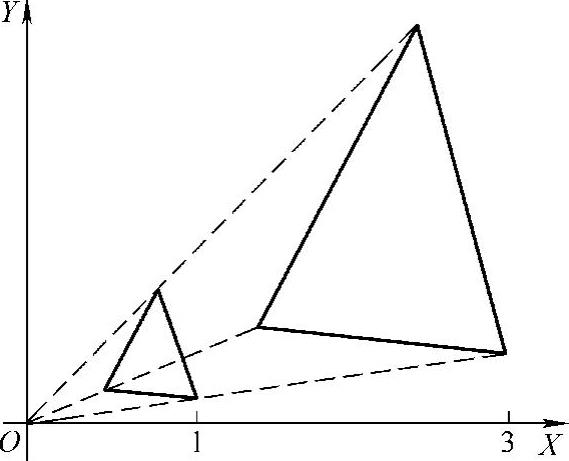
图3-93 三角形的比例缩放二
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。