



当加工某些对称图形时,为了缩短编程时间,避免重复编制相似的程序,可以采用镜像加工功能。当工件相对于某一轴具有对称形状时,可以利用镜像功能和子程序,只对工件的一部分进行编程,加工出工件的对称部分。编程指令的镜像可以用对称轴指令编程产生。
在图3-83中,(1)为原先的程序指令加工的图形;(2)在X50的位置应用了可编程镜像的程序指令;(3)在X50、Y50的位置应用了可编程镜像的程序指令;(4)在Y50的位置应用了可编程镜像的程序指令。
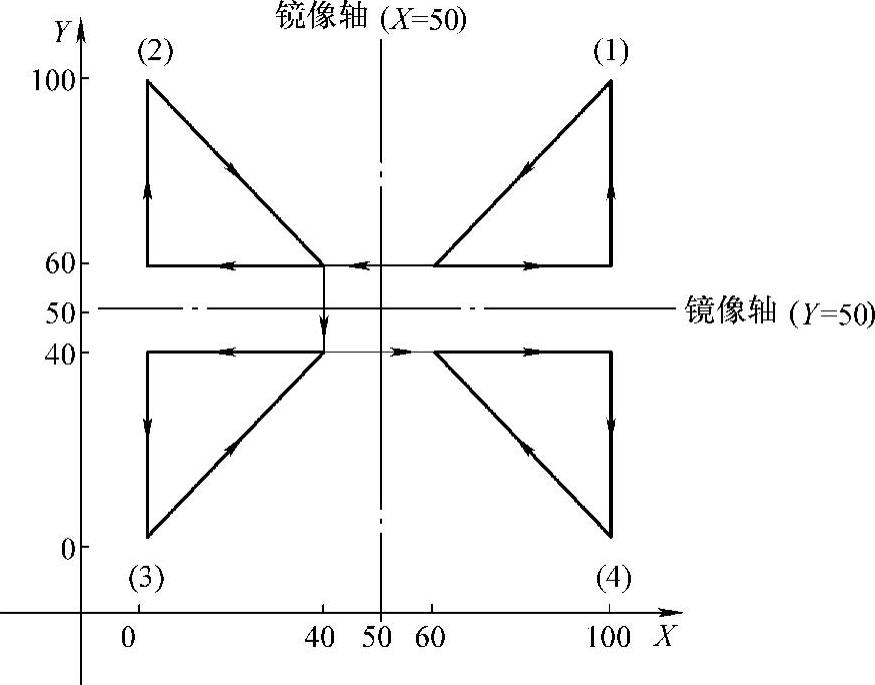
图3-83 镜像示例
指令格式:

当用G50.1取消镜像指令时,对称轴、对称点不用指定。
说明:
1)如果产生镜像的指令由数控系统外部开关或数控系统设定指定可编程镜像功能时,编程镜像首先执行。
2)应用指定平面镜像的一个轴改变指令变化见表3-19。
表3-19 镜像时指令的变化

3)编程镜像、比例缩放、坐标旋转的处理顺序如下:

4)在可编程镜像方式下,不能指令与返回参考点相关的G代码(G27~G30)和改变坐标系的指令(G52~G59,G92等)。在指令这些G代码时,请先取消可编程镜像方式。没有取消可编程镜像方式就指令时,会发出PS0412报警。
【例3-30】 加工图3-84所示的镜像功能编写加工程序,刀具为ϕ6mm立铣刀,铣削深度2mm。
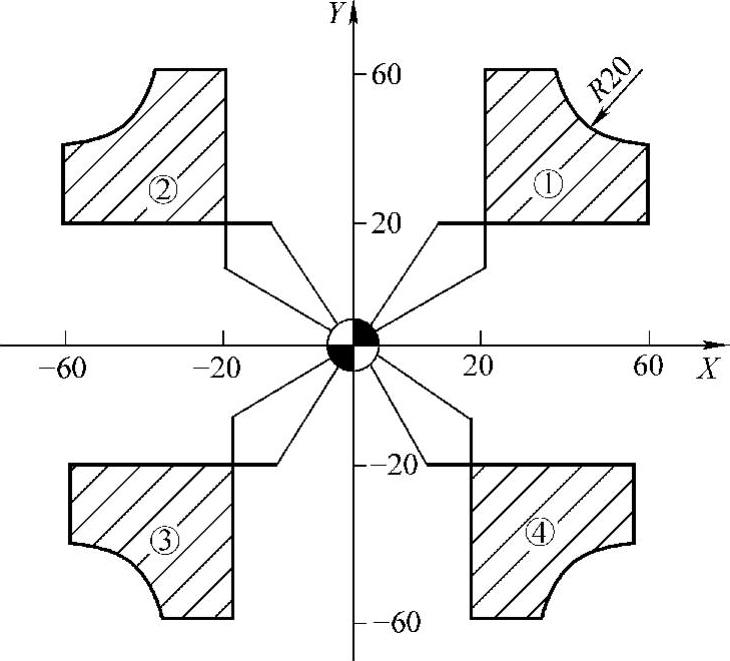
图3-84 镜像加工示例

O0070; 主程序
T01 M06;
G58 G90 G00 X0 Y0;
G43 H01 Z50.M03 S1200;
Z1.M08;(https://www.xing528.com)
M98 P72; 加工①
G51.1 X0; 以Y轴(X=0)镜像
M98 P72; 加工②
G50.1 X0; 取消Y轴镜像
G51.1 X0 Y0; 镜像点为(0,0)
M98 P72; 加工③
G50.1 X0 Y0; 取消点(0,0)镜像
G51.1 Y0; 以X轴镜像
M98 P72; 加工④
G50.1 Y0; 取消X轴镜像
M05;
M30;
O0072; 子程序
G00 G41 X20.Y10.D01;
G01 Z-2.F50;
Y60.F200;
X40.;
G03 X60.Y40.R20.;
G01 Y20.;
X10.;
G00 Z1.; 返回到调用子程序时的Z平面
G40 X0 Y0;
M99;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。