



大孔的精加工常用镗刀,小孔的精加工则常用铰刀。
铰刀是确定最终尺寸的成形刀具,不用作切除掉较大的毛坯余量。铰刀是具有一个或多个刀齿、用以切除已加工孔表面薄层金属的旋转刀具,具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔。
铰孔是利用多刃铰刀切除工件孔壁上微量金属层的精加工孔的方法。铰孔操作方便,效率高,在批量生产中应用广泛。由于铰刀尺寸精确,刚度高,所以特别适合加工直径较小、长度较长的孔。铰孔尺寸公差等级可达IT7~IT9,表面粗糙度Ra值可达0.4μm。
1.铰刀的几何形状和种类
铰刀的形状如图3-77所示,它由工作部分、颈部、柄部组成,工作部分由引导部分、切削部分、修光部分、倒锥组成。铰刀的柄部有圆柱形、圆锥形和方榫形三种。

图3-76 G87加工示意图

图3-77 铰刀
铰刀最容易磨损的部位是切削部分和修光部分的过渡处,而且这个部分直接影响工件的表面粗糙度,因此该处不能有尖棱。
铰刀的刀齿数一般为4~10,为了测量直径的方便,多数采用偶数齿。
用来加工圆柱形孔的铰刀比较常用。用来加工锥形孔的铰刀是锥形铰刀,比较少用。按使用方式,铰刀可分为手用铰刀和机用铰刀,机用铰刀又可分为直柄铰刀和锥柄铰刀,手用铰刀则是直柄型的。
铰刀按切削部分的材料可分为高速钢铰刀和镶硬质合金铰刀。
2.铰削用量的确定
(1)铰削余量 铰孔之前,一般先钻孔或扩孔,并留出铰削余量,余量的大小直接影响铰孔质量。余量过大,切屑挤满在铰刀的齿槽中,使切削液不能进入切削区,刀齿的切削负荷和变形增大,切削热增加,使铰刀的直径胀大,加工孔径扩大,被加工表面呈撕裂状态,致使尺寸精度降低,表面粗糙度值增大,加剧了铰刀的磨损,甚至崩刃。余量过小,上一道工序的残留变形难以纠正,原有刀痕不能去除,铰削质量达不到要求。
选择铰削余量时,应考虑到加工孔径的大小、材料软硬、尺寸精度、表面粗糙度等要求及铰刀类型等等因素的影响。
(2)切削速度 为了获得较小的表面粗糙度值,必须避免铰削时产生积屑瘤,减少切削热及变形,减少铰刀的磨损,因此应选用较小的切削速度。用高速钢铰刀铰削钢件时,vc≤8m/min;铰削铸铁件时,vc≤10m/min;铰削铜、铝件时,vc取8~12m/min。
(3)进给量 进给量大小要适当:过大则铰刀容易磨损,也影响工件的加工质量;过小则很难切下金属材料,形成挤压,使工件产生塑性变形和表面硬化,推挤形成凸峰,当刀刃切入时就会撕去大片切屑,使表面粗糙度值增加,加快刀具磨损。(https://www.xing528.com)
机铰钢件和铸铁件时,fr取0.5~1mm/r;机铰铜件和铝件时,fr取1~1.2mm/r。
(4)切削液的选用 铰孔时,切削液对孔的扩张量与表面粗糙度有一定的影响。一般情况下,干铰后的孔径偏大,油性切削液铰削后的孔径适中,水性切削液铰削后的孔径偏小。
根据切削液对孔径的影响,当使用新铰刀铰削钢材时,可以选用浓度10%~15%的乳化液,这样孔不容易扩大。当铰刀磨损到一定程度时,可以用油性切削液,使孔略微扩大一些。
根据切削液对表面粗糙度的影响和铰孔实验证明,铰孔时必须加注充足的切削液。铰削铸铁时,可以选用煤油作为切削液。
3.铰孔的工作要点
1)工件要找正、夹紧,但对薄壁零件的夹紧力不要过大,以防把孔夹扁,可以增大接触面积,使夹紧力均匀。
2)铰削前孔口要倒角。铰刀不能反转,退出时也要正转。反转会使切屑挤压在孔壁和铰刀的刀齿后刀面之间,将已加工好的孔壁刮毛;同时也使铰刀容易磨损,甚至崩刃。
3)机用铰刀要在铰刀退出后才能让主轴停止转动,否则孔壁会有刀痕或拉毛。铰削通孔时,铰刀的切削部分不能全部出头,否则孔的下端会刮坏。
4)加工不通孔时先钻孔后铰孔,但在钻孔过程中必然会在孔内留下一些切屑影响铰孔的正常操作。所以,应在铰孔之前用M00指令,用气枪吹干净孔内的切屑后再铰孔。
5)铰孔时建议使用G85指令,其返回时是进给速度;若用G81,返回时是快速移动,会影响孔壁的加工质量。
4.铰孔中常见缺陷、产生原因及解决措施(见表3-18)
表3-18 铰孔中常见缺陷、产生原因及解决措施

(续)
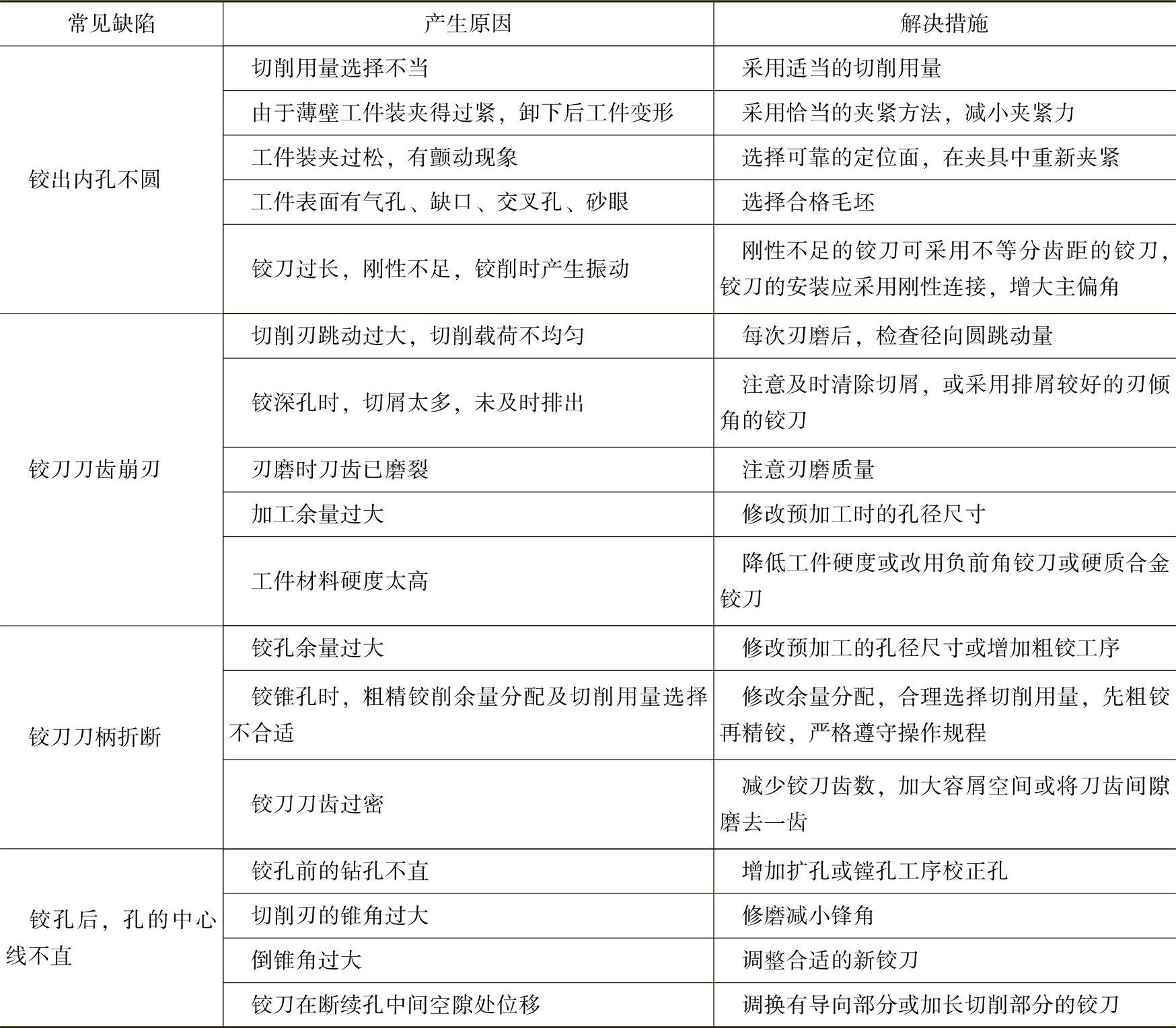
注:钻孔之后需留有一定的铰削余量,孔径≤ϕ5mm,直径留0.1~0.2mm的余量;孔径在ϕ5~ϕ20mm,直径留0.2~0.3mm的余量;孔径在ϕ21~ϕ32mm,直径留0.3mm的余量;孔径在ϕ33~ϕ50mm,直径留0.5mm的余量;孔径在ϕ51~ϕ70mm,直径留0.8mm的余量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。