



【摘要】:背镗孔循环指令G87的返回形式和偏移量q如图3-75所示。该指令只有G98一种返回方式,因为R点平面低于Z点,所以没有G99返回R点平面的方式。执行背镗孔循环加工孔时,一定要注意刀尖沿反方向偏移q值后刀杆是否会与已经加工好的孔壁发生干涉。注意:必须在M19的方式下装刀,同时考虑到退刀的方向!其偏移方向同G76的相关介绍。
指令格式:
G87 X_Y_Z_R_P_Q_F_K_;
该循环适合孔的背镗加工,采用单刃镗刀。
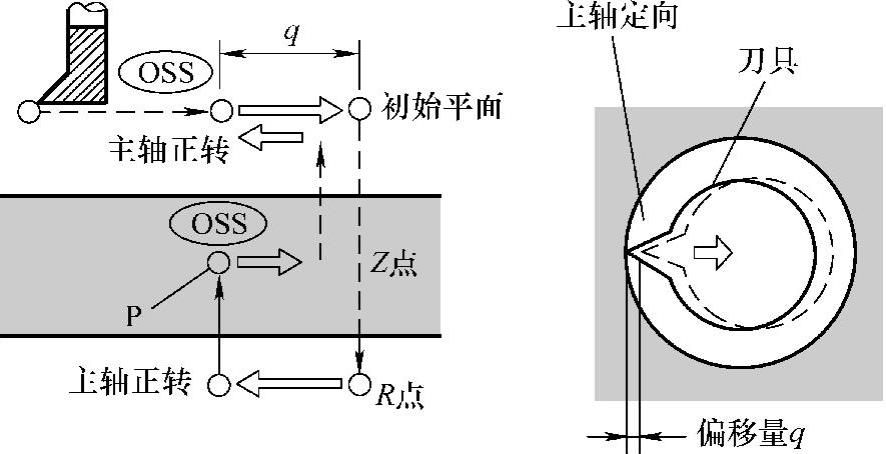
孔加工动作:从初始平面快速定心后,主轴M19定向停止,刀具沿着与刀尖相反的方向偏移指定的距离q后,快速到达R点平面,刀具沿刀尖方向偏移q到孔心,主轴正转,切削进给到孔底Z点,暂停一段时间后,输出M19,刀具再次沿着与刀尖相反的方向偏移指定的距离q后,然后快速返回初始平面,刀具再次沿刀尖方向偏移q到孔心,主轴再次正转。
背镗孔循环指令G87的返回形式和偏移量q如图3-75所示。该指令只有G98一种返回方式,因为R点平面低于Z点,所以没有G99返回R点平面的方式。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-75 背镗孔循环指令G87的返回形式和偏移量q
如图3-76所示,该指令适合加工通孔,自下而上镗削,并且工件底部要悬空,加工后的孔,下大上小。注意刀尖并不在刀柄的最下方,而是偏上有一段距离,R的取值要比通孔底端的坐标向下这段距离再低2~5mm。执行背镗孔循环加工孔时,一定要注意刀尖沿反方向偏移q值后刀杆是否会与已经加工好的孔壁发生干涉。一般背镗孔常用于孔位同心度要求较高、工件太大或太重,不方便反面加工或反面加工不方便找正的情况下。模块式镗刀上标有“BACK BORING”的就是背镗刀模块。
注意:必须在M19的方式下装刀,同时考虑到退刀的方向!
q的取值:比反镗孔和通过孔的半径差略大0.2~0.5mm即可。q指定为正值,如果q指定为负值,符号被忽略。其偏移方向同G76的相关介绍。
例如通过孔为ϕ57H6,反镗孔为ϕ60H8,可以编程为“Q1.8”,比两者的半径差大0.3mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。