



指令格式:
G84 X_Y_Z_R_P_(Q_)F_K_;
该指令用于右旋螺纹的攻螺纹,即正旋螺纹的攻螺纹。
孔加工动作如下:在定位到孔心坐标之前,执行原先指定的转速、正反转,到孔心坐标时,主轴停止,到达R点平面后,主轴正转,以指定的进给值切削至孔底,暂停指定的一段时间后,输出“M05”,然后输出“M04”,按原进给值返回至R点平面,暂停指定的一段时间后,输出“M05”,然后输出“M03”,如果指定为G98模式,则快速返回至初始平面。
右旋攻螺纹循环指令G84的两种返回形式如图3-68所示。
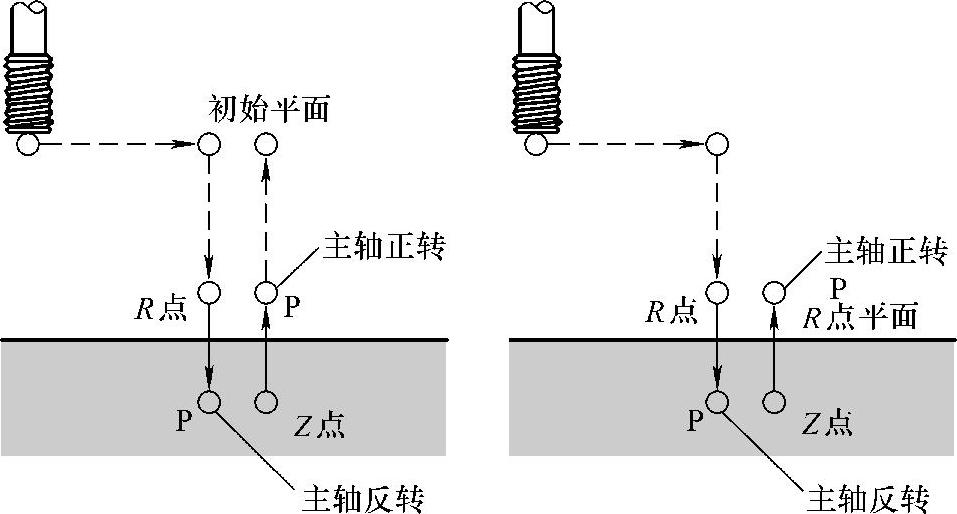
图3-68 右旋攻螺纹循环指令G84的两种返回形式
关于该指令的更多信息,参看G74指令的相关介绍。
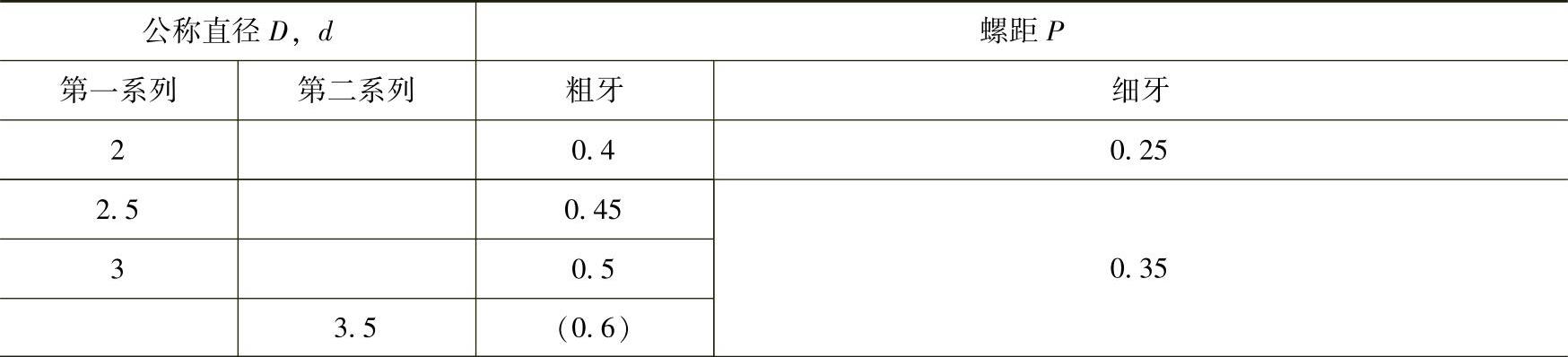
米制普通螺纹直径与螺距见表3-13。
表3-13 米制普通螺纹直径与螺距 (单位:mm)
(续)
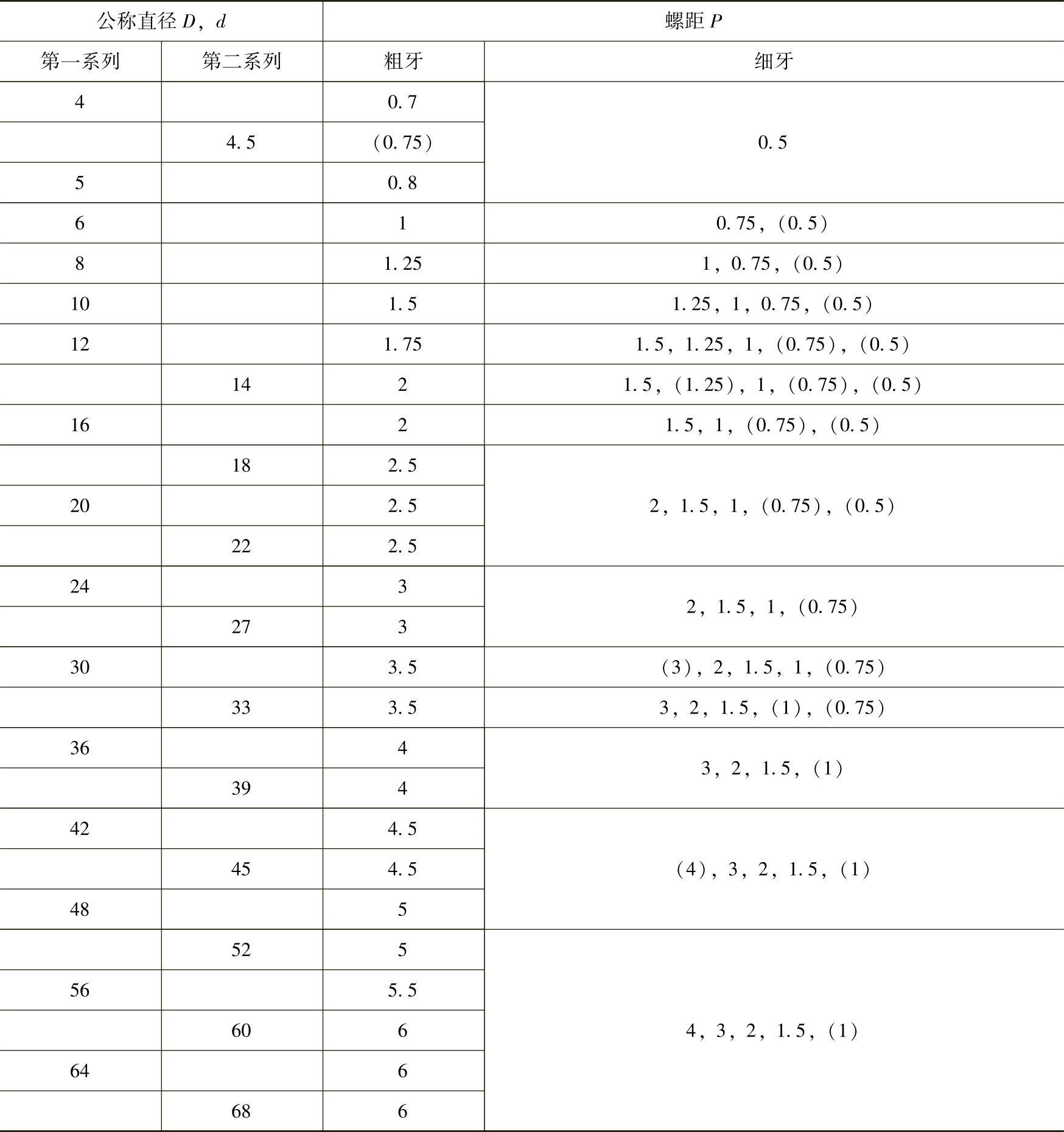
注:1.优先选用第一系列,括号内尺寸尽可能不用,第三系列未列入。
2.M14×1.25仅用于火花塞。(https://www.xing528.com)
【例3-23】 某铸铁件上有多处标有W1/4-20的英制惠氏内孔螺纹,深度为20mm,用标有W1/4-20的丝锥去加工,应如何编程?
W1/4-20的含义是,公称直径为1/4in、1in距离上有20个牙的英制惠氏螺纹。换算成米制尺寸为:公称直径为25.4mm×1/4=6.35mm,螺距为25.4mm/20=1.27mm。
根据工件材料、螺纹公称直径、螺距等信息,选择切削线速度vc=6m/min,则主轴转速n=1000vc/πd≈300r/min,则对应的每分钟进给量f=300r/min×1.27mm/r=381mm/min。
攻螺纹之前先钻中心孔,然后用底孔钻头钻孔,查阅相关资料,选择ϕ5.1mm的底孔钻头。
攻螺纹参考程序如下:
G00 G43 H05Z60.M03 S300;
G94 G84 X_Y_Z-25.R4.P300 F381;
……
或者编为:
G00 G43 H05 Z60.M03 S300;
G95 G84 X_Y_Z-25.R4.P300 F1.27;
……
一般情况下,如果使用每分钟进给指令G94,则每分钟进给量F一般取整数,对每1in其他牙数的寸制螺纹,主轴转速可以做相应调整。例如1in上有11牙的英制螺纹,可以选择220r/min或275r/min等转速。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。