



指令格式:
G83 X_Y_Z_R_Q_F_K_;
该循环用于深孔的啄进加工操作,以间歇方式分多次切削进给直至孔底,一边将金属碎屑从孔中清除出去,一边进行加工。该循环可使深孔加工时更利于排屑、冷却。
孔加工动作:定心,快速到达R点平面后,沿Z轴方向进给q,快速回退至R点平面排屑,再沿Z轴方向快速移动至之前加工的终点向上d的位置上,切削进给(q+d),再快速回退至R点平面排屑,如此反复。到达孔底后,刀具快速退回。这样断续切削进给有利于断屑,金属屑很容易从孔中清除。可以在参数No.5115中设定较小的退刀量d,这样钻孔效率较高。q为每次切削进给深度,始终用正值且用增量值指定,最后一次进给深度≤q+d。
深孔往复排屑钻循环指令G83的两种返回形式如图3-65所示。
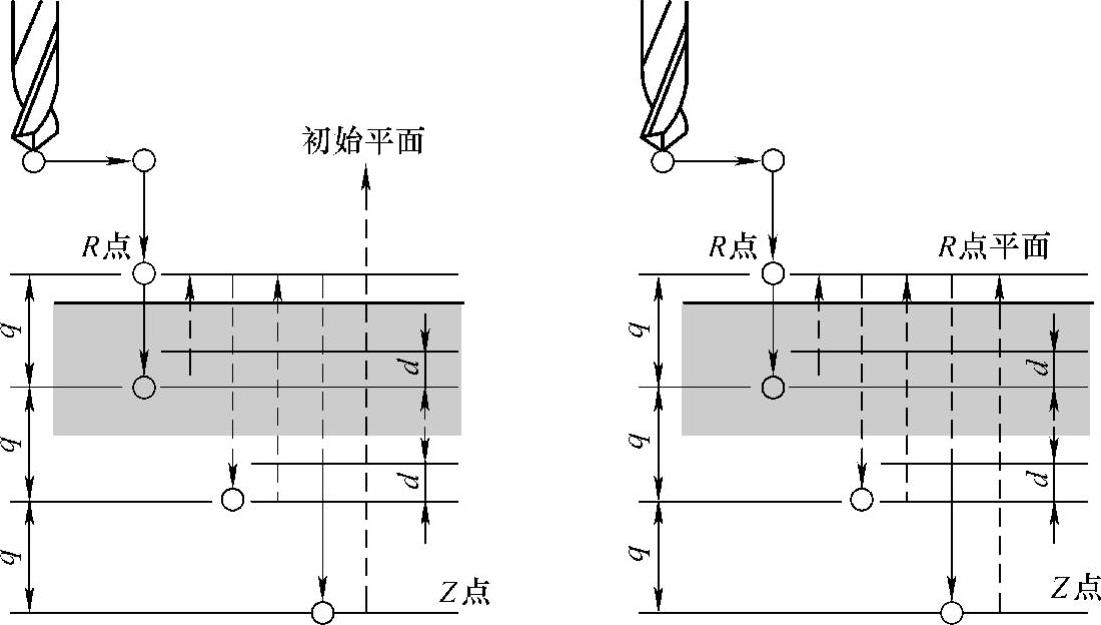
图3-65 深孔往复排屑钻循环指令G83的两种返回形式
G73和G83都适合加工深孔。深孔是指孔深与孔直径的比值在5~10之间的孔。G73的加工效率比G83高,但G83更适合加工排屑困难的孔。
【例3-22】 用G83加工图3-66所示的零件上的6个ϕ8mm、深50mm的孔。
O0170;
T01; T01为ϕ8mm钻头
M06;
G90 G56;
G00 G43 H01 Z80.M08;
S600 M03;
G99 G83 X-100.Y100.Z-53.R2.Q8.F100;(https://www.xing528.com)
Y0;
Y-100.;
X100.;
Y0;
G98 Y100.;
G80 M09;
G91 G28 Z0 M05;
M30;
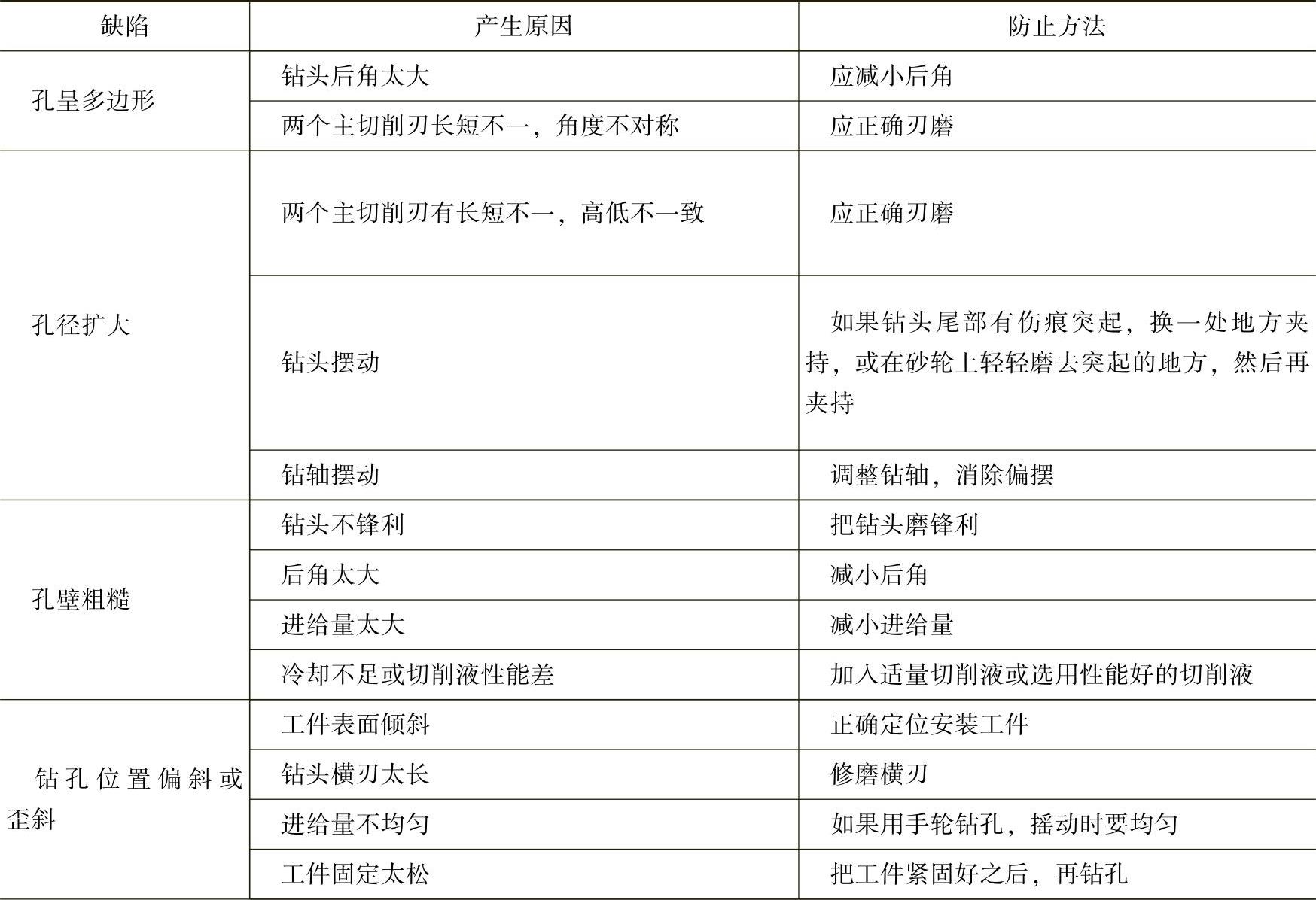
孔加工时产生缺陷的原因及防止方法见表3-10。
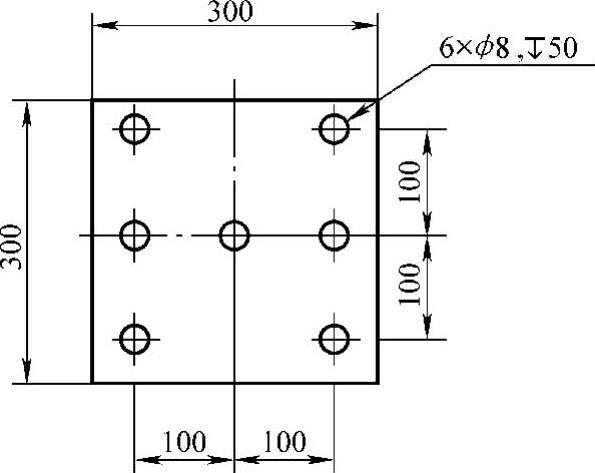
图3-66 G83编程应用举例
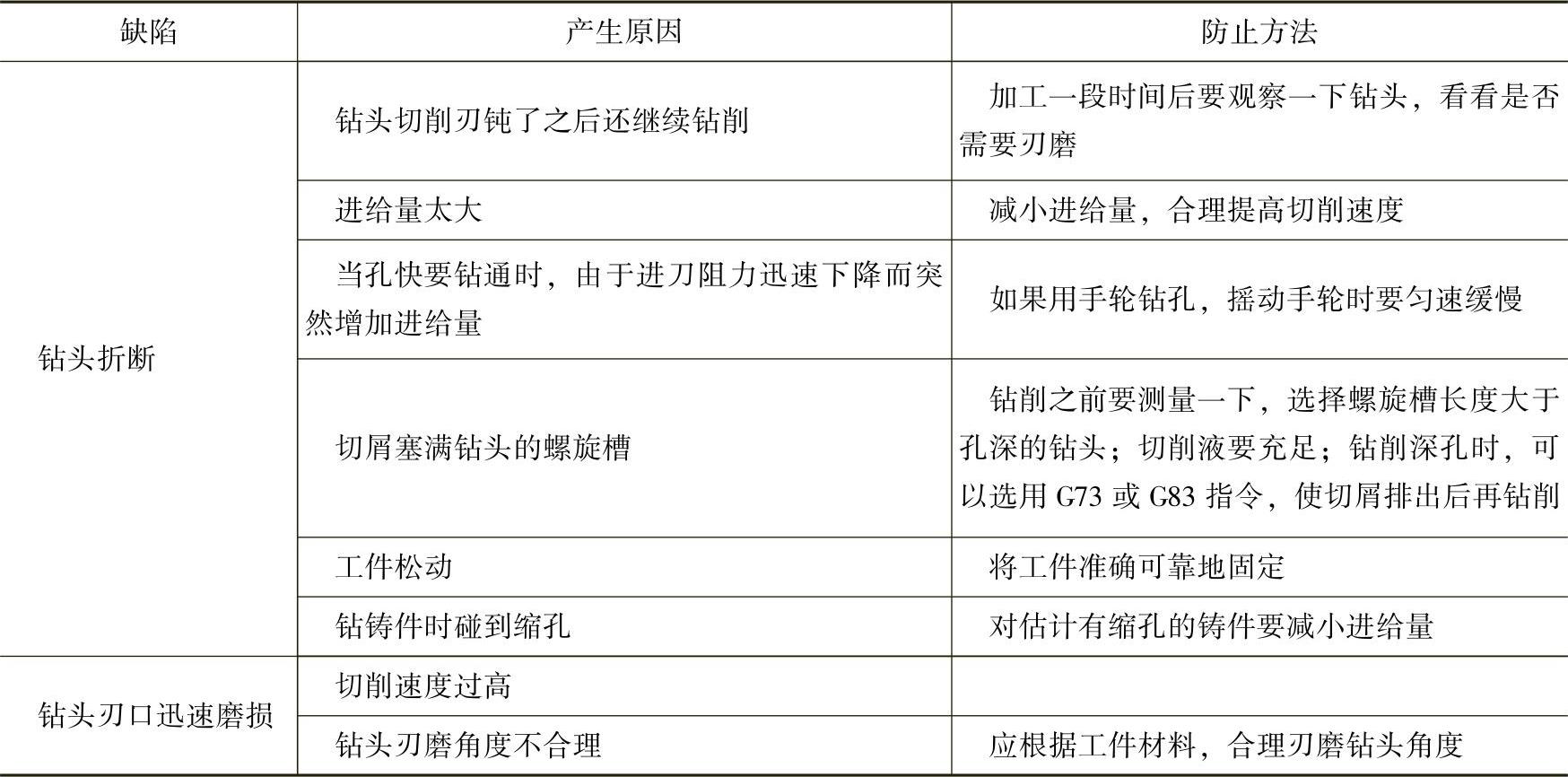
表3-10 孔加工时产生缺陷的原因及防止方法
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。