



【摘要】:指令格式:G82 X_Y_Z_R_P_F_K_;该指令一般使用锪刀,用于扩孔、埋头孔和沉头孔加工。锪孔、镗阶梯孔循环指令G82的两种返回形式如图3-61所示。图3-61 锪孔、镗阶梯孔循环指令G82的两种返回形式 用G82加工图3-62所示的零件上的6个15mm、深10mm的孔。O0168;T01 M06; T01为20mm锪刀G90 G 54;G00 G43 H01 Z80.M08;S700 M03;G99 G82 X-100.Y100.Z-10.R3.P100 F120;Y0;Y-100.;X100.;Y0;G98 Y100.;G80 M09;G91 G28 Z0 M05;M30;图3-62 G82编程应用举例这里暂停的时间P怎么设定?
指令格式:
G82 X_Y_Z_R_P_F_K_;
该指令一般使用锪刀,用于扩孔、埋头孔和沉头孔加工。锪刀如图3-60所示。
图3-59 极坐标方式下半径编程举例
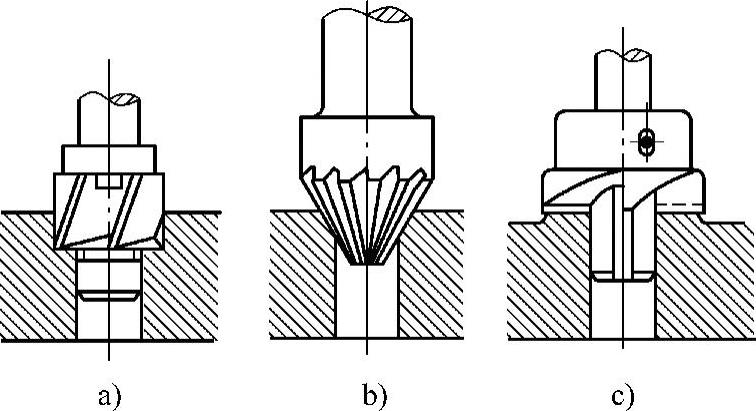
图3-60 锪刀
P为刀具在孔底位置的暂停时间,单位为ms(毫秒),不加小数点。
孔加工动作如下:与G81格式相似,唯一的区别是G82在孔底加进给暂停动作,即当钻头加工到孔底位置时,刀具不做进给运动,并保持旋转状态(暂停时间由P代码指定),使孔的表面更光滑,在加工不通孔时提高了孔深尺寸的精度。
锪孔、镗阶梯孔循环指令G82的两种返回形式如图3-61所示。
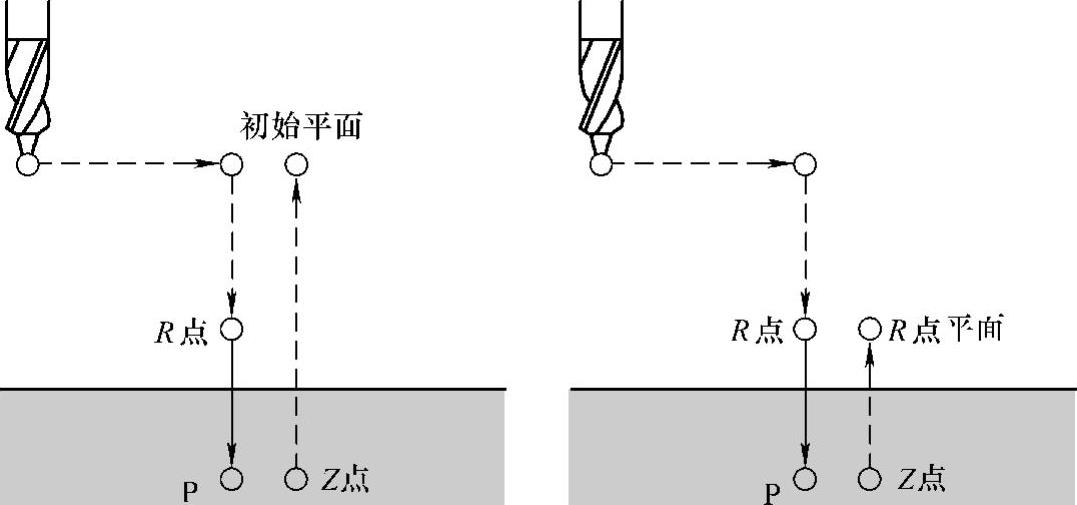
图3-61 锪孔、镗阶梯孔循环指令G82的两种返回形式
【例3-20】 用G82加工图3-62所示的零件上的6个ϕ15mm、深10mm的孔。
O0168;
T01 M06; T01为ϕ20mm锪刀
G90 G 54;(https://www.xing528.com)
G00 G43 H01 Z80.M08;
S700 M03;
G99 G82 X-100.Y100.Z-10.R3.P100 F120;
Y0;
Y-100.;
X100.;
Y0;
G98 Y100.;
G80 M09;
G91 G28 Z0 M05;
M30;
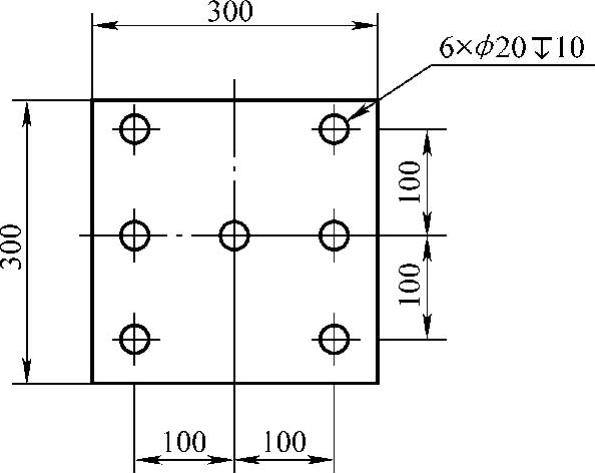
图3-62 G82编程应用举例
这里暂停的时间P怎么设定?根据经验,暂停的时间P应该使主轴旋转1圈多,太多圈容易产生噪声,表面反而有振纹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。