



指令格式:
G81 X_Y_Z_R_F_K_;
该循环用于通常的钻孔加工,如钻中心孔,钻较浅的孔等。
孔加工动作如下:刀具沿着X、Y轴快速定位后,快速移动到R点平面,从R点平面到孔底Z点进行钻孔加工,最后,刀具快速退回到初始平面或R点平面。
点钻、钻孔循环指令G81的两种返回形式如图3-49所示。
【例3-14】 用G81加工图3-50所示的零件上的6个ϕ10mm、深15mm的孔。
O0167;
T01; T01为ϕ10mm钻头
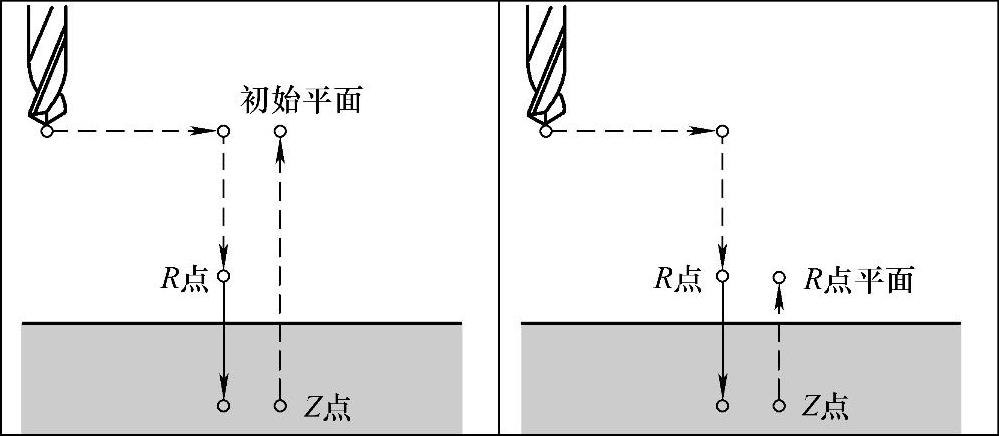
图3-49 点钻、钻孔循环指令G81的两种返回形式
M06;
G90 G54;
G00 G43 H01 Z80.M08;
S700 M03;
N10 G99 G81 X-100.Y100.Z-18.R3.F100;
Y0;
Y-100.;
X100.;
Y0;
G98 Y100.;
G80 M09;
G91 G28 Z0 M05;
M30;
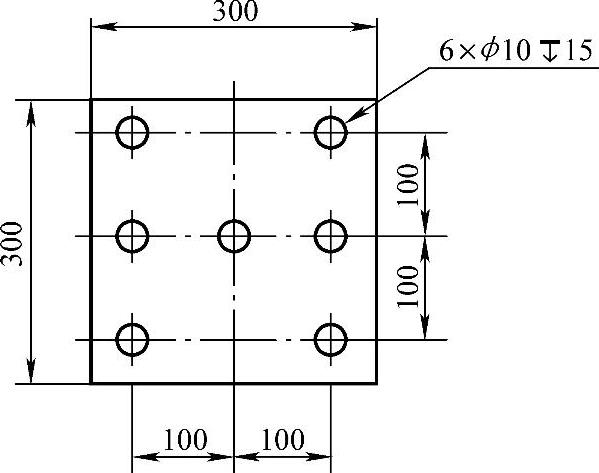
图3-50 G81应用举例
图样中标注为“ 15”,为什么编程中为“Z-18.”?先看一下图3-51。
15”,为什么编程中为“Z-18.”?先看一下图3-51。
图示指出,孔深是指从孔口到孔肩的距离,对刀是把钻头的刀位点钻尖对在工件某表面上,而两者相差一个钻尖伸出量。根据三角函数,很容易求出钻尖伸出量h:
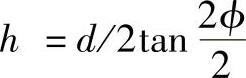
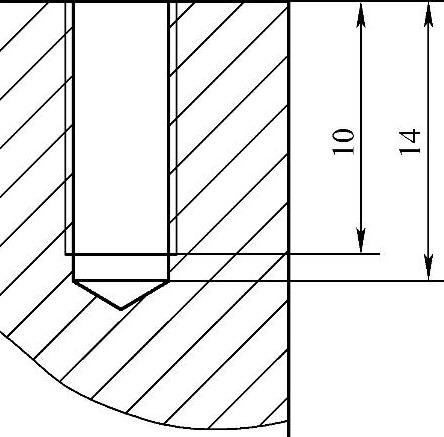
图3-51 孔深和螺纹的有效深度
式中,d为钻头直径,2ϕ为钻头顶角,目前一般出厂产品2ϕ=118°±2°。但一般常用值为100°~140°,对软料取小值,对硬料取大值。所以计算出钻尖伸出量h≈(0.18~0.42)d。
如果是加工通孔,考虑到钻尖伸出量,应有再向下1~3mm的超越距离。
(1)重复次数K的应用 在一些特殊情况下,使用重复次数K可以简化编程。
1)直线上等距排孔的应用。
【例3-15】 如图3-52所示,孔1~8为在同一平面上共线的等间距孔系,孔径均为ϕ8mm,孔深均为30mm,孔1的孔心坐标为(48,26),孔2的孔心坐标为(38,14),其余类推。
按照从1→8的顺序加工,可以有以下几种编程方法。
①如果不用重复次数K编程,程序可以编为:
G90 G57;
G00 G43 H06 Z60.M03 S800;
G99 G81 X48.Y26.Z-33.R2.F100;
X38.Y14.;
X28.Y2.;
X18.Y-10.;
X8.Y-22.;
X-2.Y-34.;
X-12.Y-46.;
X-22.Y-58.;
G80;
……
②如果用重复次数K编程,程序就简单多了,程序可以编为:
G90 G57;
G00 G43 H06 Z60.M03 S800;
G99 G81 X48.Y26.Z-33.R2.F100;
G91 X-10.Y-12.K7;
G90 G80;
……
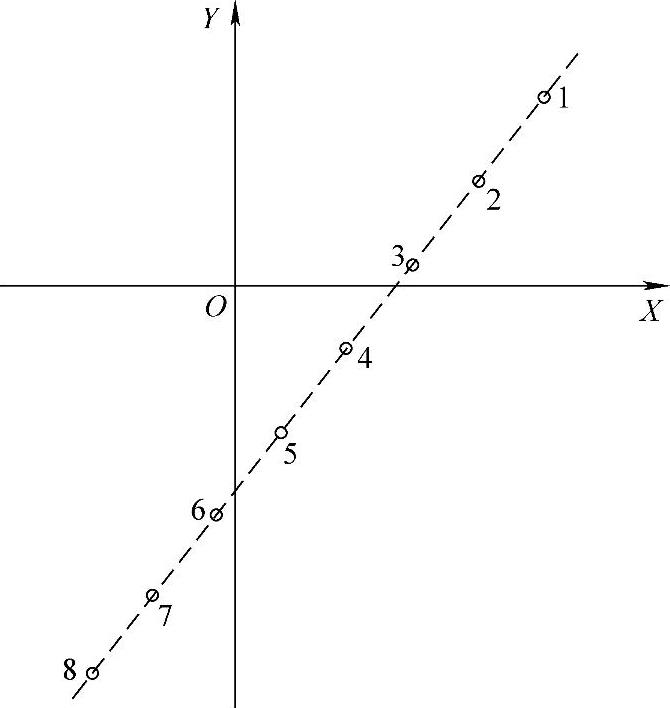
图3-52 共线等距排孔上K的应用
或者编为:
G90 G57;
G00 G43 H06 Z60.M03 S800;
X58.Y38.; 定位到与第一个孔加工反方向一个孔间距的位置
G91 G99 G81 X-10.Y-12.Z-35.R-58.F100 K8;
G90 G80;
……
或者编为:
G90 G57;
G00 G43 H06 Z60.M03 S800;
G99 G81 X58.Y38.Z-33.R2.F100 K0;定位到与第一个孔加工反方向一个孔间距的位置,但未加工
G91 X-10.Y-12.K8;
G90 G80;
……
以上三段程序都可以完成8个孔的加工。
【例3-16】 如图3-53所示,编写其加工程序。
根据题意,把X-100.0、Y-200.0填入G 56坐标系中,Z值依不同的对刀方法填入。
O1004;
T13 M06;
G56 G90 G00 X-10.Y0 M08; X值向前一个孔间距,Y可以是距离孔心较近的值
G43 H13 Z50.M03 S800;
N10 G99 G81 Y20.G91 X30.Z-13.R-48.F100 K5;加工从下向上数第1行
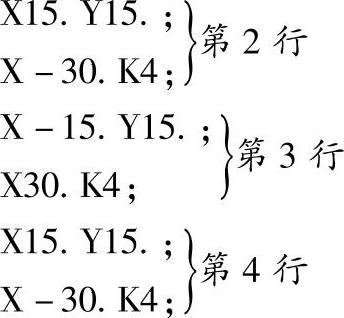
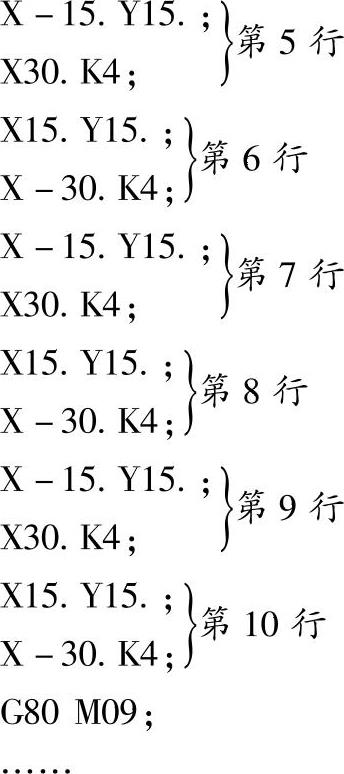
图3-53 重复次数K的应用举例
注意:“N10 G99 G81 Y20.G91 X30.Z-13.R-48.F100 K5;”这段程序里,由于G90和G91的位置先后不同,“Y20.”是G90方式,而“X30.Z-13.R-48.”是G91方式。
2)圆周上等角度孔系的应用。
【例3-17】 如图3-54所示,在法兰盘上经常会有这样的孔:圆周上的孔1~8为均布孔,孔径为ϕ10mm,孔深为25mm,孔心在坐标系中所对应的角度分别为15°、60°、105°、150°、195°、240°、285°、330°,根据三角函数,得出孔心在直角坐标系中的坐标为:
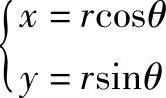
式中,r为孔心所共的圆的半径,θ为孔心与所共的圆的圆心的连线与+X轴所成的角度。
则按照从孔1→8的顺序,编程为:
G55 G90;
G00 G43 H06 Z60.M03 S700;
G99 G81 X77.274 Y20.706 Z-29.R2.F100 M08; 加工孔1
X40.Y69.282; 加工孔2
X-20.706 Y77.274; 加工孔3(https://www.xing528.com)
X-69.282 Y40.; 加工孔4
X-77.274 Y-20.706; 加工孔5
X-40.Y-69.282; 加工孔6
X20.706 Y-77.274; 加工孔7
X69.282 Y-40.; 加工孔8
G80;
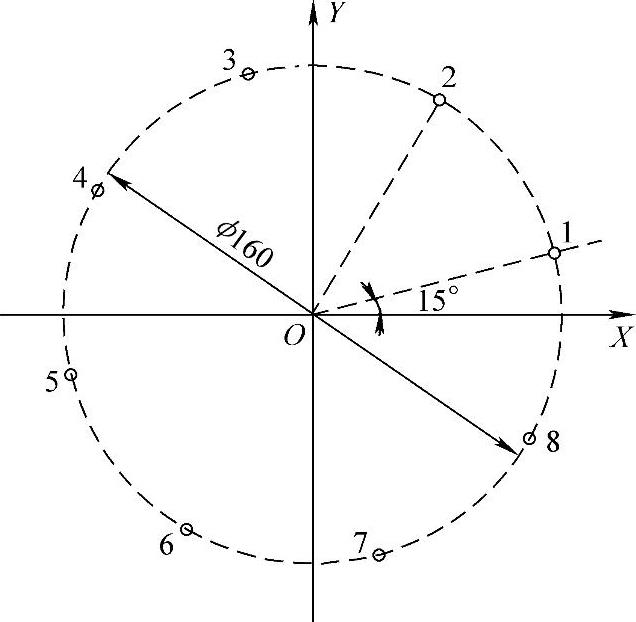
图3-54 圆周上等角度间距上K的应用
想求出孔心在直角坐标系中的坐标,需要用到三角函数,而15°、60°是特殊角度:
 ,
, ;cos60°=0.5,
;cos60°=0.5, 。如果不是特殊角度,需要用科学型计算器才能算出其正弦、余弦值。
。如果不是特殊角度,需要用科学型计算器才能算出其正弦、余弦值。
如果手头没有科学型计算器,很难求出孔心的确切位置,由于其孔心位置在直角坐标系下的坐标是非线性变化的,更别提用K编程了。但其孔心在坐标系中与+X轴所成角度的增量是线性变化的,而换一种坐标系来描述这些孔心的位置坐标就可以用K来编程了。
(2)极坐标系指令G16 在平面内取一个定点O,称为极点,引一条射线OX,称为极轴,再选定一个长度单位和角度的正方向(通常取逆时针方向)。对于平面内任何一点M,用ρ表示线段OM的长度,θ表示从OX到OM的角度,ρ称为点M的极径,也即点M到O的半径r,θ称为点M的极角,有序数对(ρ,θ)就称为点M的极坐标,这样建立的坐标系称为极坐标系,详情可参阅互联网上的相关介绍。极坐标系示意图如图3-55所示。
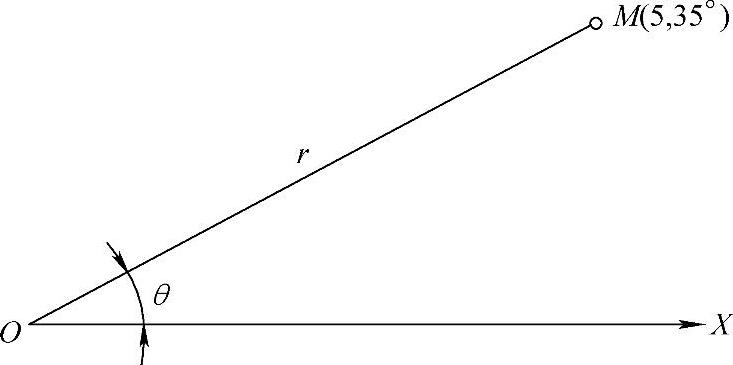
图3-55 极坐标系示意图
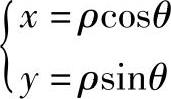
极坐标和直角坐标的转换:
极坐标系中的两个坐标(ρ,θ),可以由下面的公式转换为直角坐标系下的坐标值:
直角坐标系中的两个坐标(x,y),可以由下面的公式转换为极坐标系下的坐标值: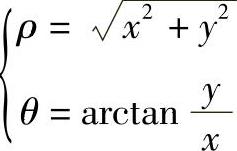 (若x=0,y为正数,则θ=90°;若x=0,y为负数,则θ=270°)
(若x=0,y为正数,则θ=90°;若x=0,y为负数,则θ=270°)
说到这里,很多人觉得极坐标离我们很遥远。其实,它就在我们身边,而且比比皆是。举个例子,生活中经常遇到有人打听路:
问:“您好师傅!麻烦一下,我想去台儿庄,请问应该怎么走?”
答:“你顺着这条路下正南,走20里路就到了。”
其实,这里的“20里”就是极坐标系里的极径ρ,这里的“正南”就是极坐标系里的极角度θ。
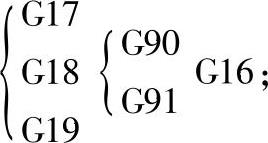
指令格式:
……
G15; 取消极坐标系
在加工中心上,如何规定极径ρ和极角度θ呢?以构成极坐标指令的平面的第1轴为极坐标的半径ρ,平面的第2轴为极坐标的极角度。依右手直角坐标系,从垂直于构成极坐标系平面的第三轴的正方向向负方向看,从指定极坐标指令的平面的第1轴的正方向,沿逆时针方向的角度为正角度,沿顺时针方向的角度为负角度。
即G17平面的X轴、G18平面的Z轴、G19平面的Y轴,为极坐标的半径;G17平面的Y轴、G18平面的X轴、G19平面的Z轴,为极坐标的极角度。
1)将工件坐标系的原点设为极坐标的中心时。以绝对值指定半径值,工件坐标系的原点称为极坐标的中心,即极点。但是,在使用局部坐标系G52指令时,局部坐标系的原点称为极坐标的中心。为了避免出错,建议采用将工件坐标系的原点设为极坐标的中心这种方式来指定G16指令,即用绝对值指定半径值,如图3-56所示。
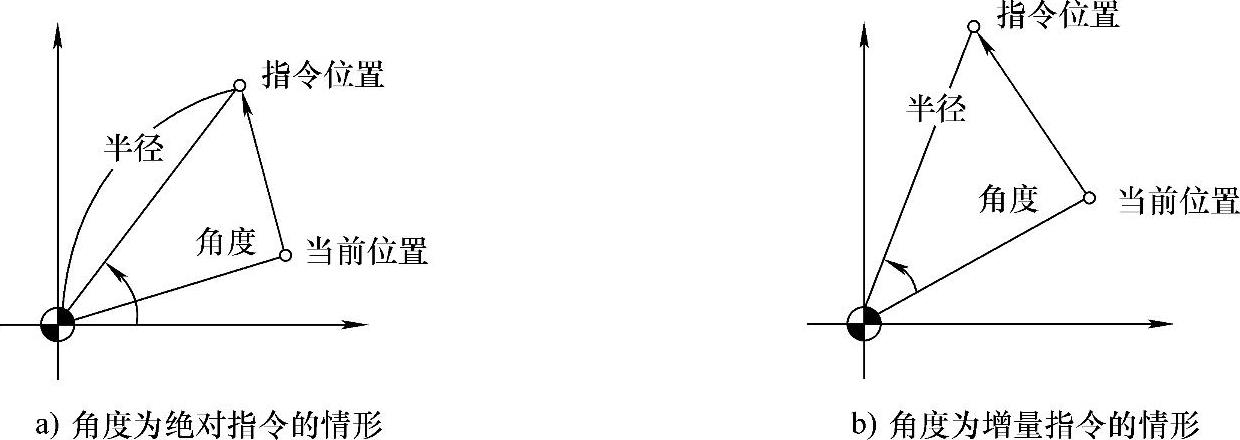
图3-56 以绝对值指定极坐标的极径
介绍完了极坐标系,再看图3-54中的8个孔,按照孔1→8的顺序,编程就简单多了。如果半径值和角度均为绝对指令时,编程如下:
G17 G16 G90 G55;
G00 G43 H06 Z60.M03 S700;
G99 G81 X80.Y15.Z-29.R2.F100;
Y60.;
Y105.;
Y150.;
Y195.;
Y240.;
Y285.;
Y330.;
G15 G80;
……
如果半径值为绝对指令而角度为增量指令,编程如下:
G17 G16 G90 G55;
G00 G43 H06 Z60.M03 S700;
G99 G81 X80.Y15.Z-29.R2.F100;
G91 Y45.K7;
G15 G80 G90;
……
2)将当前位置设为极坐标的中心时。以增量值指定半径值,当前位置即被设为极坐标的中心,如图3-57所示。
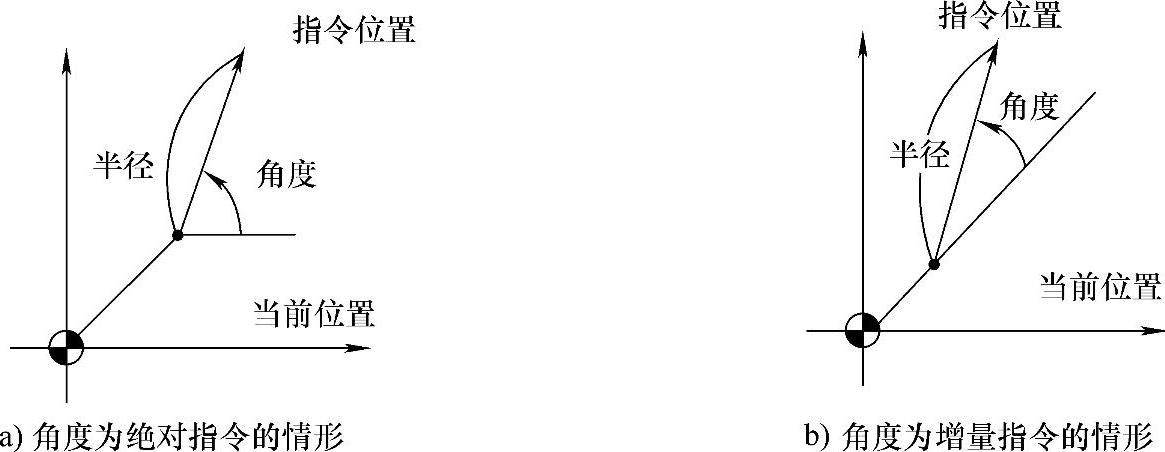
图3-57 以增量值指定极坐标的极径
【例3-18】 如图3-58所示,编写其程序。
①如果编程如下:
G54 G90 G00 X0 Y0 M03 S800;
G43 H07 Z60.M08;
G17 G16;
G99 G81 G91 X20.Y45.Z-22.R-58.F140 K8;
G90 G15 G80;
……
则刀具会在点1→8顺序钻孔,各孔孔心的X、Y坐标依次分别为(14.142,14.142),(14.142,34.142),(0,48.284),(-20,48.284),(-34.142,34.142),(-34.142,14.142),(-20,0),(0,0),8个孔孔心共圆,圆心为 ,直径为d=a/sin(180°/n)=20mm/sin22.5°=52.2625mm(a为正多边形的边长,n为边数)。
,直径为d=a/sin(180°/n)=20mm/sin22.5°=52.2625mm(a为正多边形的边长,n为边数)。
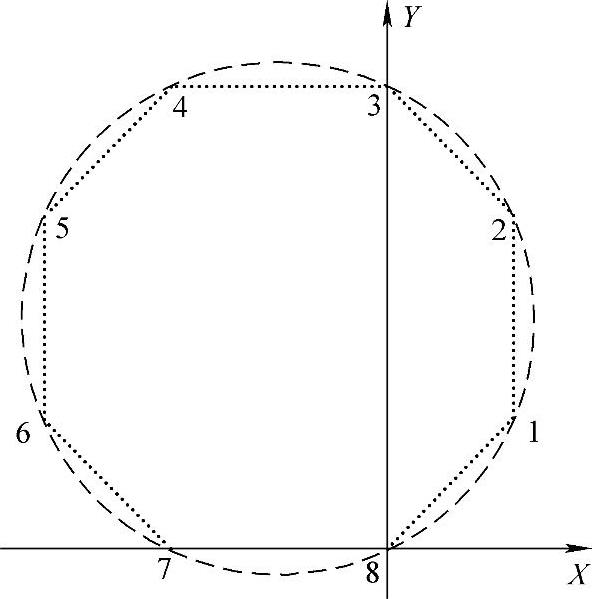
图3-58 以增量值指定半径值应用举例
②或者使用G52局部坐标系编程,程序如下:
G54 G90 M03 S800;
G52 X-10.Y24.142;
G43 H07 Z60.M08;
G17 G16;
G99 G81 X26.131 Y-22.5 Z-20.R2.F140;
G91 Y45.K7;
G90 G15 G80;
G52 X0 Y0;
……
类似于①的情况,如果沿逆时针2→1→8→3的方向钻这8个孔,则应把坐标系的X、Y移动到点3的位置上,Y轴在原位置基础上加上24.142,钻孔程序为“G99 G81 G91 X20.Y-45.Z-22.R-58.F140 K8;”,则加工的8个孔孔心的X、Y坐标依次分别为(14.142,-14.142),(14.142,-34.142),(0,-48.284),(-20,-48.284),(-34.142,-34.142),(-34.142,-14.142),(-20,0),(0,0),圆心坐标为 ,直径为
,直径为
 mm。
mm。
那么类似于②,程序为:
G54 G90 M03 S800;
G52 X-10.Y-24.142;
G43 H07 Z60.M08;
G17 G16;
G99 G81 X26.131 Y22.5 Z-20.R2.F140;
G91 Y-45.K7;
G90 G15 G80;
G52 X0 Y0;
……
3)极坐标方式下半径编程。在极坐标方式下,用R指令来指定圆弧插补、螺旋插补(G02、G03)的半径。
【例3-19】 如图3-59所示,编写其程序。
G16;
G02 X100.Y90.R100.F200;
或者编写为:
G52 X100.Y100.;
G16;
G02 X100.Y180.R100.F200;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。