



1)初始状态时,CNC处于刀尖半径补偿取消方式,在执行G41或G42指令后,机床开始建立刀尖半径补偿偏置方式。在补偿开始时,CNC预读两个程序段,执行第一个程序段时,第二个程序段进入刀尖半径补偿缓冲存储器中。在单程序段运行时,读入两个程序段,执行第一个程序段终点后机床停止。在连续执行时,预先读入两个程序段,因此在CNC中有正在执行的程序段和其后的两个程序段。
2)在使用G41、G42指令有效的情况下,两个或多个没有运动指令的程序段连续编程时的刀具运动情况:
①M05; M代码输出
②S600; S代码输出
③G04 X2.5; 暂停
④G01 X0;或G01 Y0; 移动距离为0
⑤G95; 只有G代码
⑥G10 L2 P1 X6.Y10.Z0; 用程序修改偏置位置
⑦G0 Z20.; 只有Z轴移动
如果连续指定了上面程序段中的两个或多个,刀尖中心到达前面的程序段的终点处垂直于前一个程序段程序编写轨迹的位置。然而,如果无运动指令是上面的④,只允许一个程序段,如图3-45所示。
(G42方式)
N6 G91 X100.;
N7 S700;(https://www.xing528.com)
N8 M03;
N9 X100.Y-100.;
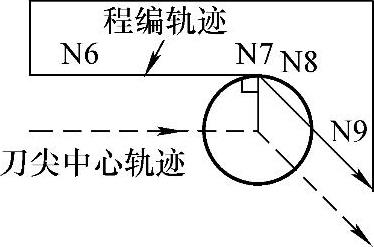
图3-45 两个或多个没有运动指令的程序段连续编程时的刀具运动情况
3)G40、G41、G42只能在G00、G01指令下建立或取消刀尖半径补偿,不能在G02、G03指令下建立或取消,否则会产生PS34报警信息。
4)不要在G41方式下再次指定G41,如果指定了,则补偿不正确;同样,不要在G42方式下再次指定G42。在G41或G42方式,那些没有指令G41或G42的程序段仍然处于G41或G42方式。
5)刀具半径R值一般为正值,如果指定了负值,运动轨迹会出错,相当于G41和G42置换了。
6)在G28指令之前,和程序结束之前,必须指定G40取消偏置模式。如果结束在偏置方式时,刀具不能定位在终点,而是停在离终点始终一个矢量长度的位置。
7)在主程序和子程序中使用刀尖半径补偿。在调用子程序前取消刀尖半径补偿,应该在子程序中建立并取消刀尖半径补偿。
8)单击RESET复位键或执行了M30后,机床将会进入刀尖半径取消模式。
9)在MDI录入方式下,不能建立刀尖半径补偿,也不能取消。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。