



【摘要】:1)建立刀具半径补偿的指令格式为:2)取消刀具半径补偿的指令格式为:其中:X_Y_Z_为建立和取消刀具半径补偿直线段的终点坐标值;D为刀具偏置寄存器地址符,D后面的数字表示刀具偏置寄存器番号。
1)建立刀具半径补偿的指令格式为:

2)取消刀具半径补偿的指令格式为:
其中:X_Y_Z_为建立和取消刀具半径补偿直线段的终点坐标值;D为刀具偏置寄存器地址符,D后面的数字表示刀具偏置寄存器番号。通常情况下,为了便于记忆,刀具补偿号与刀具号相对应。
【例3-12】 按图3-44所示进给路径铣削工件外轮廓,已知立铣刀为ϕ16mm,半径补偿号为D01;毛坯材料为铝,尺寸为130mm×90mm×100mm。
O0001;
G17 G90 G54 G00 X0 Y0 S900;
G00 G43 H09 Z5.M03;
G41 X60.0 Y30.0 D01; 在零件轮廓线外建立刀具半径补偿
G01 Z-27.F120;
Y80.;
G03 X100.Y120.R40.;(https://www.xing528.com)
G01 X180.;
Y60.;
G02 X160.Y40.R20.;

图3-44 刀具半径补偿应用示例
G01 X50.;
G00 Z5.;
G40 X0 Y0 M05; 在零件轮廓线外取消刀具半径补偿
G91 G28 Z0;
M30;
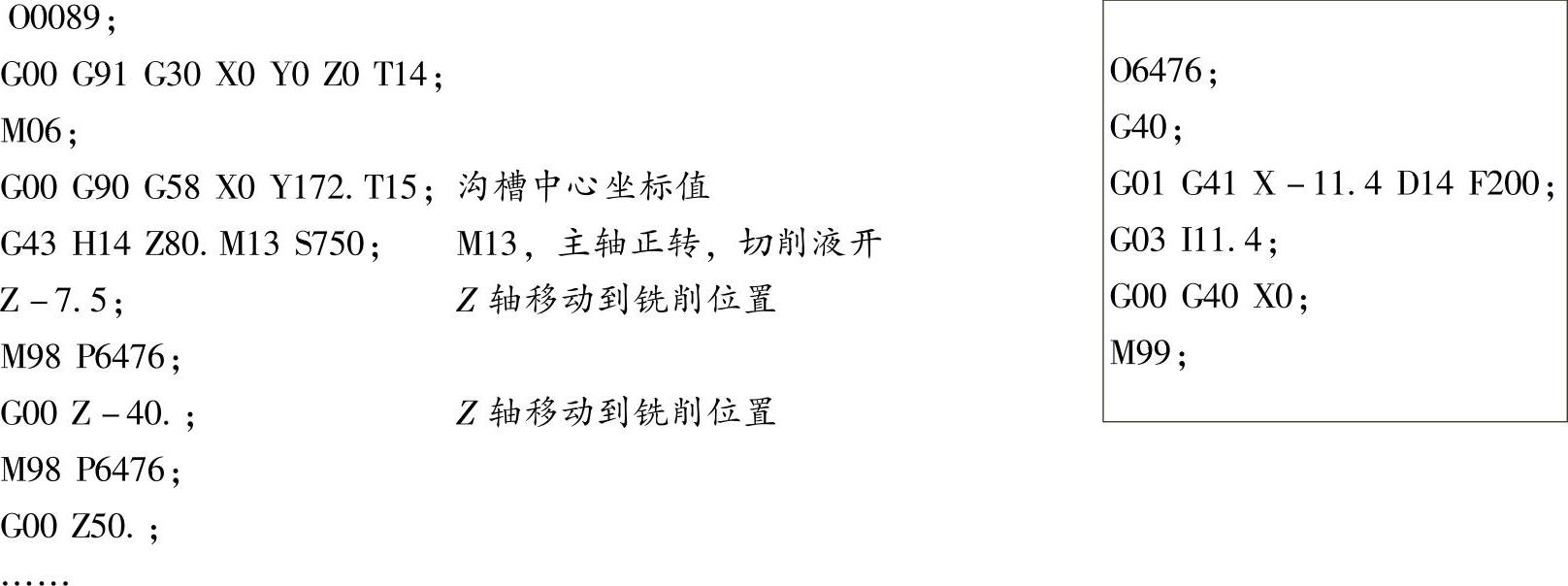
【例3-13】 用ϕ18.7mm锯片铣刀加工两个内槽,尺寸为ϕ22.8mm,内孔已经铰削至ϕ20H7,刀具半径补偿番号D14值为9.350,编写其程序。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。