



【摘要】:如图3-42所示,如果数控系统不具备刀具半径补偿功能,在编程时只能按轮廓形状及刀具半径计算出刀心轨迹进行编程,如图3-42中的点画线轨迹。加工时,数控系统将该编号对应的刀具半径补偿寄存器中存放的刀具半径取出,对刀具中心轨迹进行补偿计算,生成实际的刀具中心运动轨迹。
在编写程序时,都是以刀具的中心轨迹进行编程的。而在进行二维轮廓铣削时,由于刀具具有一定的半径,刀具中心轨迹和零件轮廓不重合。如图3-42所示,如果数控系统不具备刀具半径补偿功能,在编程时只能按轮廓形状及刀具半径计算出刀心轨迹进行编程,如图3-42中的点画线轨迹。其计算过程相当复杂,尤其是当刀具磨损、重磨或换新刀具时,必须重新计算刀心轨迹,修改程序,既烦琐又容易出错。
数控系统的刀具半径补偿就是将计算刀具中心轨迹的过程交给数控系统执行,编程人员假设刀具的半径为零,直接根据零件的轮廓形状进行编程,这种方法也称为对零件的编程(Programming the Part),而实际的刀具半径则存放在一个可编程刀具半径偏置寄存器中。在加工过程中,数控系统根据零件的轮廓形状和刀具半径自动计算刀具中心轨迹,完成对零件的加工。当刀具半径发生变化时,不需要修改零件程序,只需修改存放在刀具半径补偿寄存器中的刀具半径值,或者选用存放在另一个刀具半径补偿寄存器中的刀具半径所对应的刀具即可。
FANUC Series 0i-MC/MD加工中心系统有400个刀具半径偏置寄存器,可将刀具补偿参数(刀具长度、刀具半径等)存入这些寄存器中。在进行编程时,只需调用所需刀具半径补偿参数所对应的寄存器编号即可。加工时,数控系统将该编号对应的刀具半径补偿寄存器中存放的刀具半径取出,对刀具中心轨迹进行补偿计算,生成实际的刀具中心运动轨迹。补偿的计算方法和执行的过程非常复杂,详见FANUC 0i-MC/MD加工中心系统说明书的相关介绍。(https://www.xing528.com)
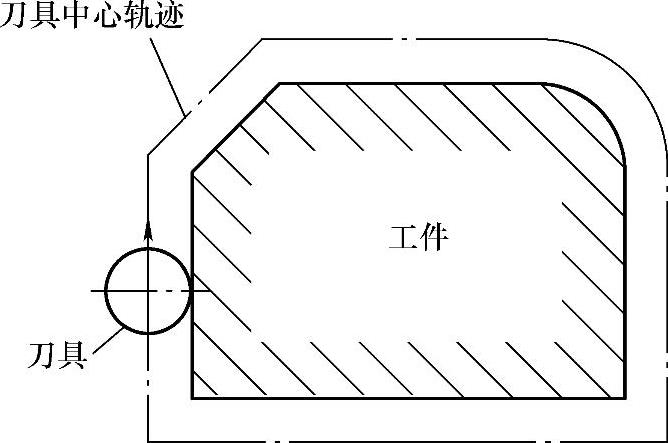
图3-42 刀具半径补偿
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。