



【摘要】:FANUC0i-M系列准备功能G代码见表3-1。表3-1 FANUC0i-M系列准备功能G代码(续)(续)注:1.00组G代码中,除了G10、G11之外,其余都是非模态代码。由于国际上使用G代码的标准化程度低,只有若干个指令在各类数控系统中基本相同。
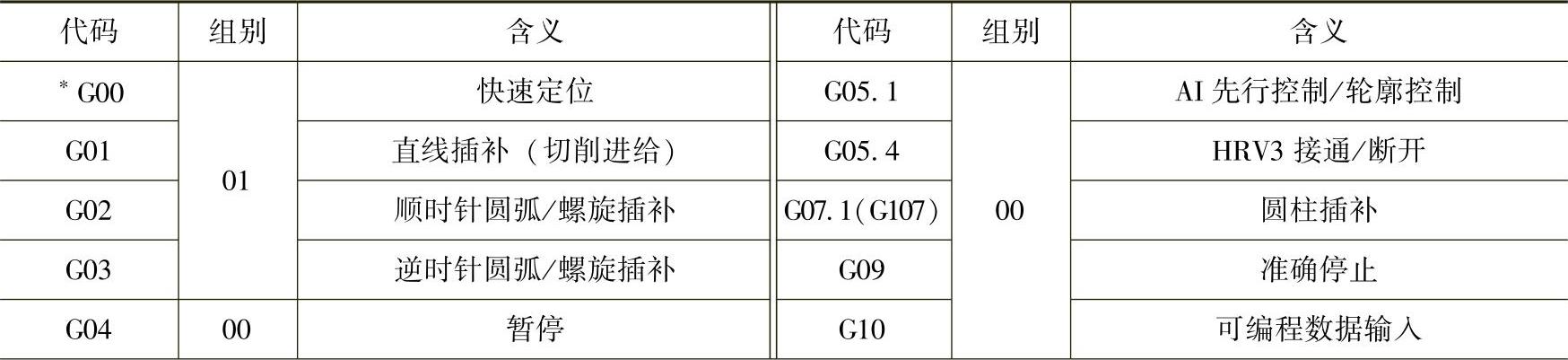
准备功能又称为G代码,是由地址符G和其后的2位或3位数字组成,从G00~G99,这类指令的作用是指定数控机床的加工方式,为数控装置的插补运算或某种加工方式做好准备,如刀具沿哪个坐标平面移动,轨迹以直线还是圆弧插补,坐标系的选择等。FANUC0i-M系列准备功能G代码见表3-1。
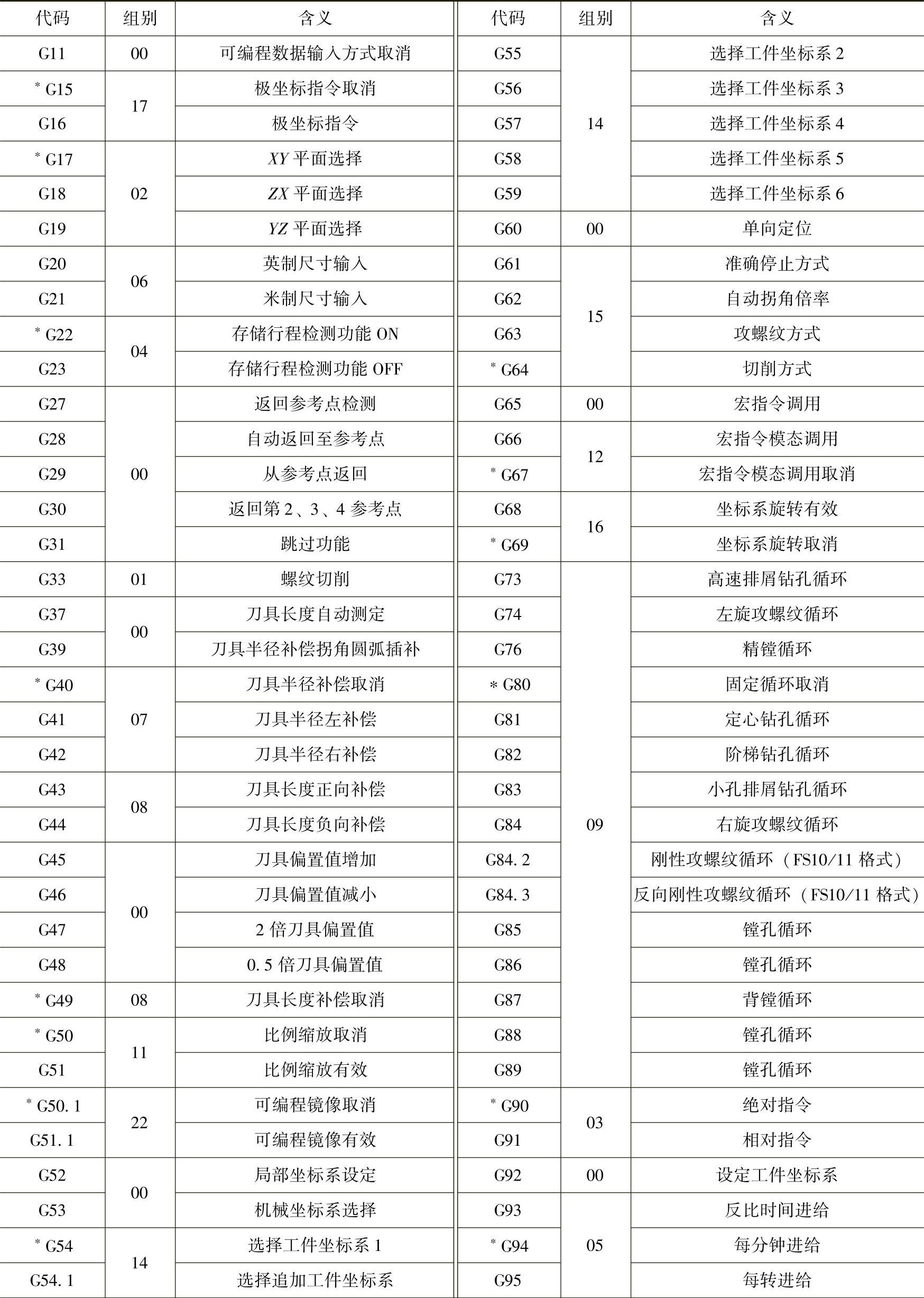
表3-1 FANUC0i-M系列准备功能G代码
(续)
(续)

注:1.00组G代码中,除了G10、G11之外,其余都是非模态代码。其他组G代码都是模态代码。(https://www.xing528.com)
2.带“∗”标记的是初态代码。
3.不同组的G代码可以在同一程序段中指定。如果在同一程序段中指定了同组G代码,则在最后指定的G代码有效。
4.当电源接通而使系统为清除状态时,原来的G20或G21状态保持。
由于国际上使用G代码的标准化程度低,只有若干个指令在各类数控系统中基本相同。即使相同的系统,不同的机床生产厂家之间的定义也不完全相同,因此必须参考具体机床的编程说明书进行编程。
G代码有两种类型,即模态代码和非模态代码。
模态代码:只要指定一次之后一直有效的指令,直到被同一组的G代码取代,又称续效指令,如G00、G91、G54等。模态代码中有一些是开机默认有效的状态,被称为初态代码。
非模态代码:只在编写的程序段中有效的G代码,如G04等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。