



铣削采取的切削用量,应在保证工件加工精度和刀具寿命不超过加工中心允许的功率和转矩的前提下,获得最高的生产率和最低的成本。在铣削过程中,如果能在一定的时间内切除掉较多的金属,就会有较高的生产率。从刀具的寿命出发,切削用量的选择顺序是:根据侧吃刀量ae先选取较大的背吃刀量ap,再选取较大的进给量f,最后选取较大的切削线速度vc(转换成主轴转速n)。在具体选择铣削用量时所涉及的因素很多,但总的来说,粗铣时加工余量大,加工要求低,主要考虑铣刀的寿命和铣削力的影响;而精铣时加工余量小,精度和表面粗糙度等加工要求高,主要考虑加工质量的提高。
1.吃刀量的选择
对于圆柱铣刀是确定侧吃刀量ae,背吃刀量ap等于工件宽度。当加工余量小于5mm时,一般使ae等于加工余量;当加工余量大于5mm或者需要精加工时,可以分多次铣削,最后一次进给的ae可以取0.3~2mm。
对于面铣刀是确定背吃刀量ap,而侧吃刀量ae等于工件宽度。当加工余量小于6mm时,可以取ap等于加工余量;当加工余量大于6mm时,可以分多次铣削,最后一次进给的ap可以取0.5~1mm。
以上选取和机床功率、材料硬度等等因素有关,应根据实际情况选取。
吃刀量的大致参考范围如下:
当侧吃刀量ae<d0/2(d0为铣刀直径)时,取ap=(1/3~1/2)d0;当侧吃刀量d0/2≤ae<d0时,取ap=(1/4~1/3)d0;当侧吃刀量ae=d0时,取ap=(1/5~1/4)d0。
当机床刚性较好,且刀具的直径较大时,ap可以取得更大些。
2.进给量的确定
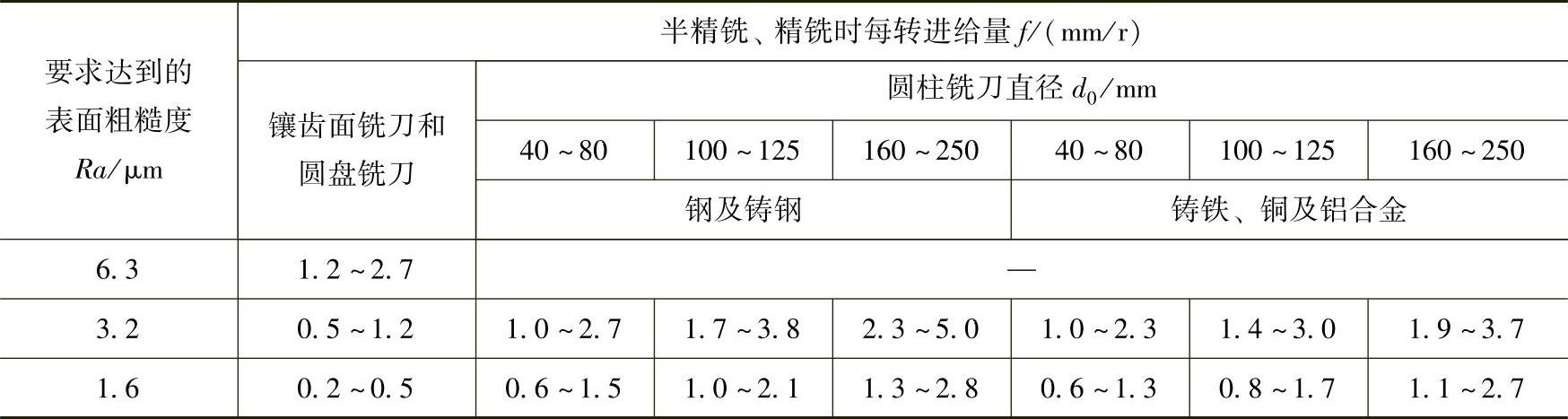
一般粗铣时,应首先选择每齿进给量fz,可以按表2-2~表2-6选取。然后按照公式f=nzfz计算出进给速度。对于半精铣和精铣,应根据工件表面粗糙度要求,按表2-2选取每转进给量,然后按照公式f分=nf转来计算进给量。
表2-2 高速钢面铣刀、圆柱铣刀和圆盘铣刀加工时的进给量
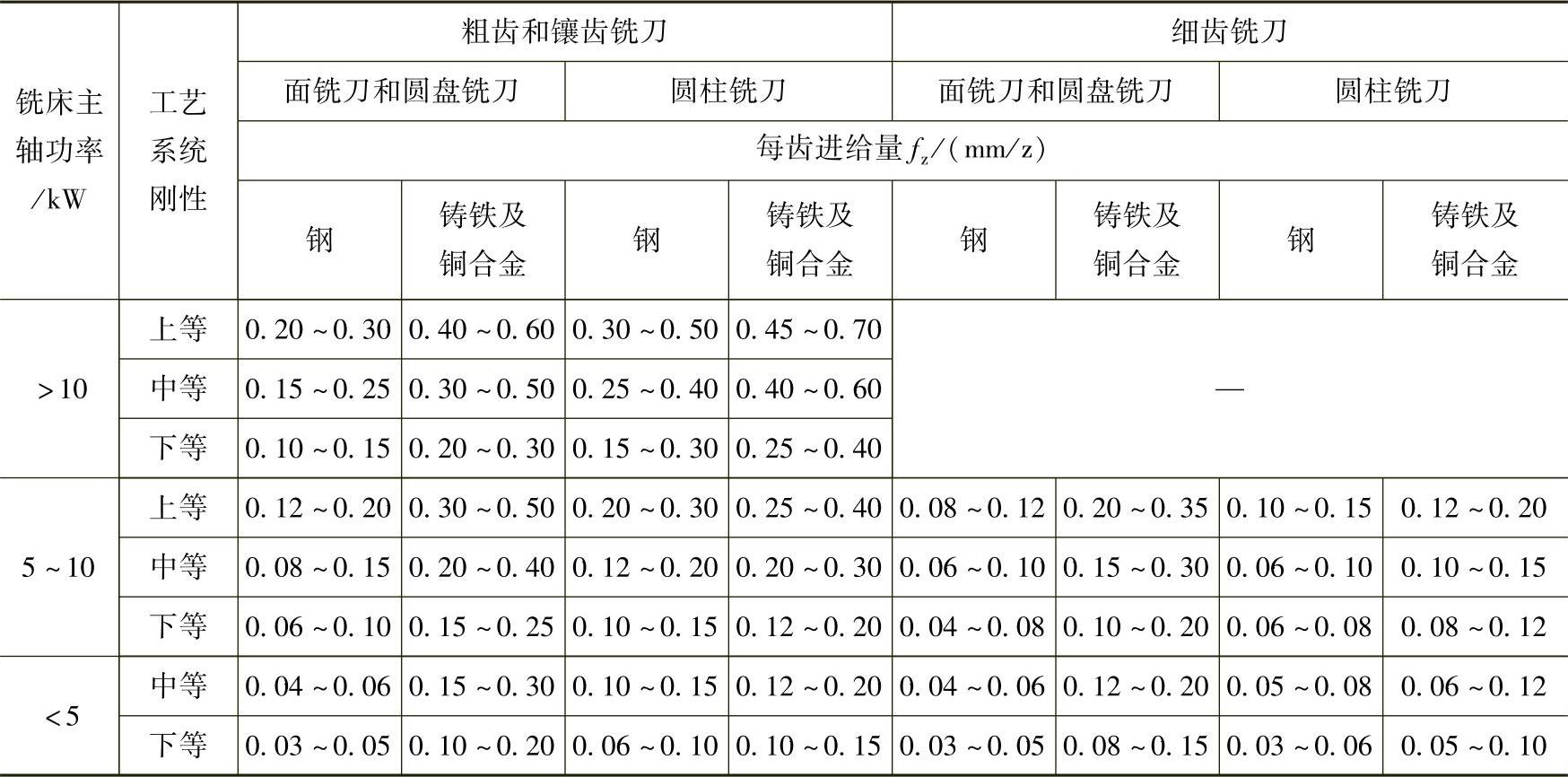
注:1.表中大进给量用于小的背吃刀量和侧吃刀量,小进给量用于大的背吃刀量和侧吃刀量。
2.铣削耐热钢时,进给量与铣削钢时相同,但不大于0.03mm/z。
3.上述进给量适用于粗铣,半精铣、精铣按表2-3选取。
表2-3 半精铣、精铣时每转进给量
 (https://www.xing528.com)
(https://www.xing528.com)
表2-4 硬质合金面铣刀、圆柱铣刀和圆盘铣刀加工平面和台阶时的进给量

注:1.表中数值用于圆柱铣刀的背吃刀量ap≤30mm;当ap>30mm时,进给量应减少30%。
2.用圆盘铣刀铣沟槽时,表中进给量应减小一半。
3.用面铣刀加工平面时,采用对称铣削时进给量取小值;采用不对称铣削时进给量取大值。主偏角≥75°时取小值;主偏角<75°时取大值。
4.加工材料的硬度或强度大时,进给量取小值;反之,取大值。
5.上述进给量用于粗铣。精铣时铣刀的每转进给量按照下表选择:

表2-5 硬质合金立铣刀加工平面和台阶时的进给量
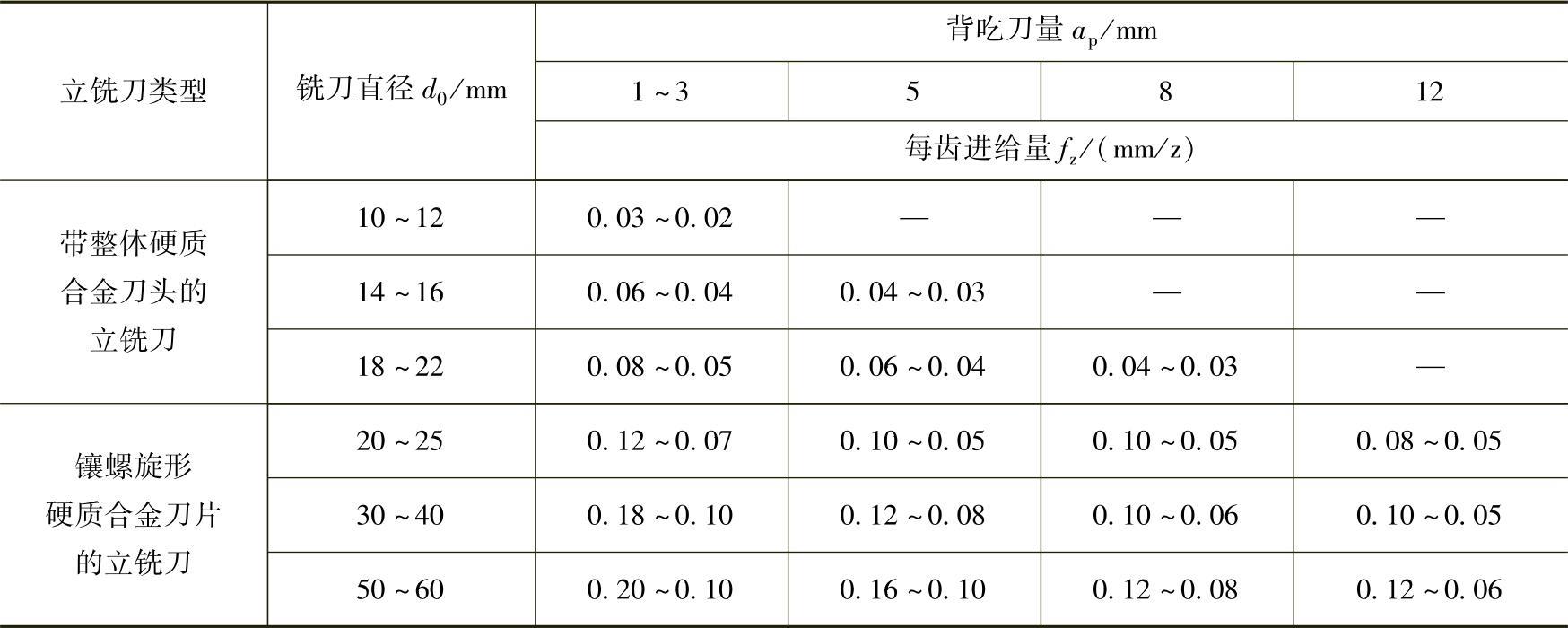
注:表中大进给量用于大功率机床上装夹刚性较好的情况下,背吃刀量较小时的粗铣;小进给量用于中等功率的机床上背吃刀量较大的铣削。表列的进给量可以得到Ra6.3~3.2μm的表面粗糙度。
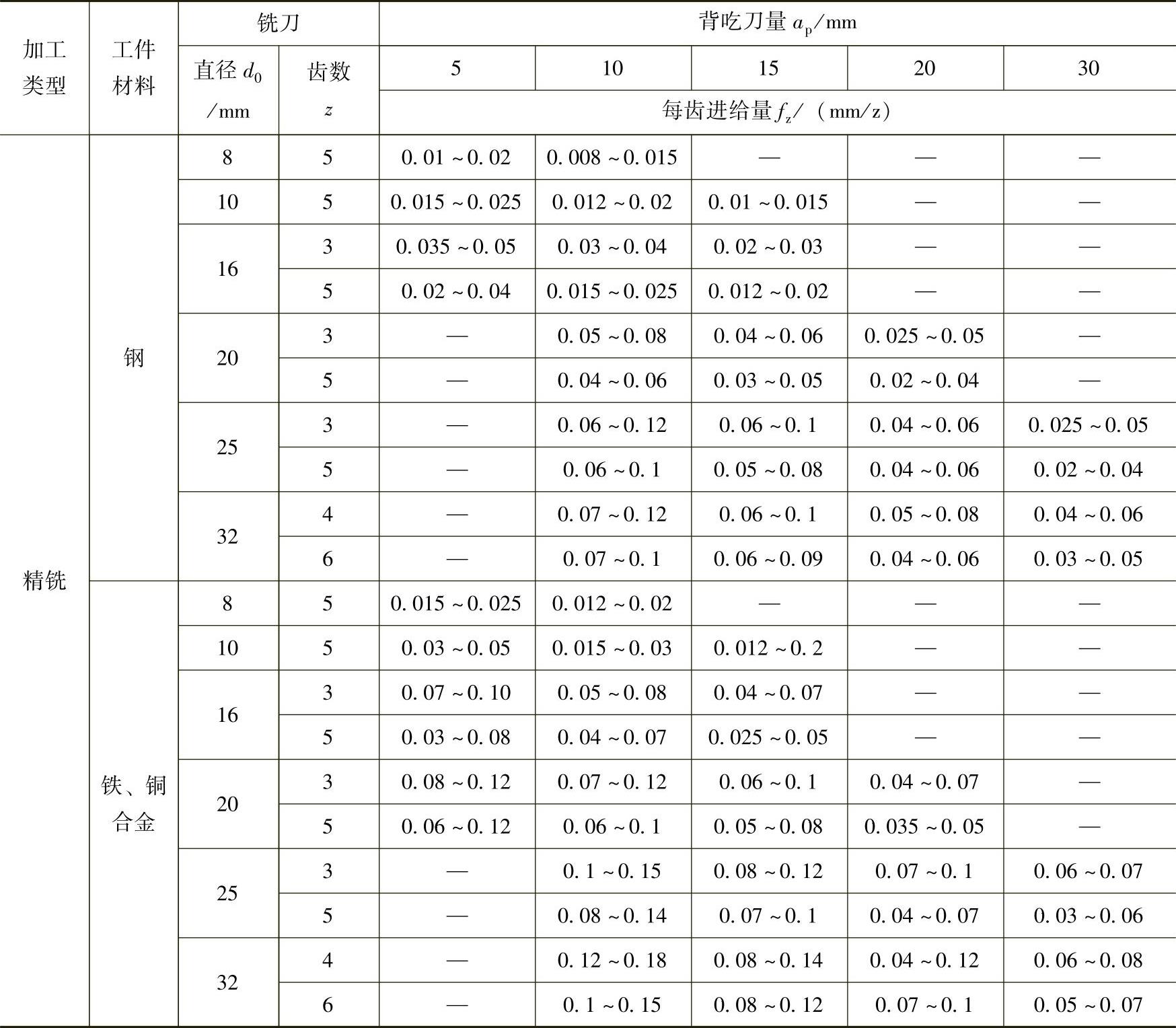
表2-6 高速钢立铣刀的进给量
3.切削速度的选择
在背吃刀量和每齿进给量选好之后,应在保证合理的刀具寿命、机床功率和刚性等因素的前提下,尽可能取较大的铣削速度vc。选取vc时,首先考虑的是刀具材料和工件材料的性质。刀具材料的耐热性越好,vc可取得越高;而工件材料的强度、硬度越高,则vc应适当减小,但在加工不锈钢之类难加工材料时,其硬度和强度可能比一般钢材还要低些,可是其冷硬、黏刀倾向大,导热性差,铣刀磨损严重,因此vc值应比铣削一般钢材时低些,参见表2-7。主轴转速n可以根据下面的公式求得,然后选取接近的转速即可。即
n=1000vc/πd≈318vc/d
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。