



加工中心刀库一般有夹臂式刀库、斗笠式刀库、圆盘式刀库、链式刀库等形式。立式加工中心上最常见的形式是斗笠式刀库和圆盘式刀库,卧式加工中心最常见的是链式刀库。
1.斗笠式刀库
斗笠式刀库也称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1编到12、18、20、24等,即为刀号地址。操作者把一把刀具安装进某一刀位后,不管该刀具更换多少次,总是在该刀位内。
1)斗笠式刀库的制造成本低。其主要部件是刀库体及分度盘,只要这两样零件加工精度得到保证即可,运动部件中刀库分度使用的是非常经典的“马氏机构”,前后、上下运动主要选用气缸。装配调整比较方便,维护简单。一般机床制造厂家都能自制。
2)斗笠式刀库的刀号计数原理。一般在换刀位安装一个无触点开关,1号刀位上安装挡板。每次机床开机后刀库必须“回零”,刀库在旋转时,只要挡板靠近(距离为0.3mm左右)无触点开关,数控系统就默认为1号刀。并以此为计数基准,“马氏机构”转过几次,当前就是几号刀。只要机床不关机,当前刀号就被记忆。刀具更换时,一般按最近距离旋转原则,刀号编号按逆时针方向,如果刀库数量是20,当前刀号位8,要换6号刀,按最近距离换刀原则,刀库是逆时针旋转;如要换10号刀,刀库是顺时针旋转。机床关机后刀具记忆清零。
3)斗笠式刀库是利用刀库与机床主轴的相对运动实现刀具交换的,换刀时间比较长,如果所选取的刀具和主轴上的刀具位置相差180°,换刀时间常在8s以上(从一次切削到另一次切削)。由于无法备选下一把刀具,影响生产效率。
4)斗笠式刀库的总刀具数量受限制,不宜过多,一般BT40刀柄的不超过24把,BT50刀柄的不超过20把,大型龙门机床也有把斗笠式转变为链式结构的,此时刀具数量多达60把。
2.机械手刀库
带有机械手的刀库包括圆盘式刀库和链式刀库,机械手也称换刀臂、刀臂。机械手刀库换刀是随机地址换刀。每个刀套上无编号,它最大的优点是换刀迅速、可靠。
1)机械手刀库的制造成本高。该刀库由一个个刀套链式组合起来,机械手换刀的动作由凸轮机构控制,零件的加工比较复杂。装配调试也比较复杂,一般由专业厂家生产,机床制造商一般不自制。
2)机械手刀库的刀号计数原理。与固定地址选刀一样,它也有基准刀号——1号刀。但只能理解为1号刀套,而不是零件程序中的1号刀——T1。系统中有一张刀具表。它有两栏:一栏是刀套号,一栏是对应刀套号的当前程序刀号。假如编制一个三把刀具的加工程序,刀具的放置起始是1号刀套装T1(1号刀),2号刀套装T2,3号刀套装T3,当主轴上T1在加工时,T2刀即准备好,换刀后,T1换进2号刀套;同理,在T3加工时,T2就装在3号刀套里。一个循环后,前一把刀具就安装到后一把刀具的刀套里。数控系统对刀套号及刀具号的记忆是永久的,关机后再开机刀库不用“回零”即可恢复关机前的状态。如果“回零”,则必须在刀具表中修改刀套号中相对应的刀具号。
3)机械手刀库换刀时间一般为4s(从一次切削到另一次切削)。
4)刀具数量一般比斗笠式刀库多,常规刀具数量有20、24、30、40、60等。
5)刀库的凸轮箱要定期更换起润滑、冷却作用的齿轮油。
3.刀库的选择
两种刀库形式各有优缺点。一般单件小批量生产用斗笠式刀库为好,大批量生产用机械手刀库,但圆盘式刀库价格高。
另外,机械手刀库的可靠性比斗笠式刀库高,但斗笠式刀库维护保养简单方便。
选择刀库时还有以下几点需要注意:
1)斗笠式刀库的刀柄在刀库内放置时,7∶24的锥面是敞开的,无保护,时间久了或车间环境恶劣,锥面易沾染油雾灰尘,影响刀具的重复安装精度。而机械手刀库的刀套包容全部锥面,不易脏,特别对精镗刀的镗孔精度的稳定性有好处。
2)机械手刀库对刀具自重要求严格,一旦超重,刀具会从机械手中甩出去,易发生危险。刀具长度也必须在要求范围内,机械手旋转时所占的空间比较大,编程者须计算换刀时是否会碰夹具等。
3)斗笠式刀库从使用上讲,刀具应在圆盘周围均匀放置,尽可能使质心在圆盘中心,以延长刀库使用寿命。
4)从承重的角度讲,斗笠式刀库的刀柄以BT30和BT40比较好,BT40和BT50的刀柄选机械手刀库。
5)一般装有24把BT40刀柄的圆盘式刀库的加工中心允许装刀直径:无相邻刀具为ϕ150mm,有相邻刀具为ϕ80mm。
机械手刀库在使用大直径刀具(大于相邻刀位的最大直径)时处理比较麻烦。要么每一把刀具间隔位置或角度都一样,要么通过PLC专门辟出几个刀套位作为“特区”,比如森精机(MORISEIKI)和哈斯(HAAS)上都可以设置某一把或多把刀具为大直径刀具,即重刀,在重刀交换时,机械手旋转的速度会自动变慢。如果不设置大直径刀具或没有此功能,可以按照以下方法处理:
大刀能放进刀库里,说明相邻刀套上没有刀具。在上一把刀具加工时备选大直径刀具,把大直径刀具换到主轴上之后,不备选下一把刀具,也不手动旋转刀库,待加工完成后直接换刀,然后再选择下一把刀具,换刀……这样,这把大直径刀具就被固定地放入某一个刀套里了。
4.刀库的故障排除
斗笠式刀库的故障概率比机械手刀库的高,易损件主要是“马式机构”中拨叉上的滚针轴承损坏,如果刀库长时间满载或者偏重运行,那么导轨副会磨损,圆盘中心的轴承也会磨损,但更换比较方便。机械手刀库主要是靠凸轮机构完成换刀动作的,简单、可靠,平时只要按时更换凸轮箱里的机油即可,使用寿命长。如果凸轮槽磨损到一定程度后不更换,刀库就不能用了。
换刀的注意事项:
1)换刀动作必须在主轴停转时进行,且必须实现主轴定向停止(M19指令)。
2)换刀点的位置应根据所用机床的要求安排,有的机床要求必须将换刀位置安排在各轴参考点处或至少应让Z轴方向返回参考点,这时就要使用G28指令。有的机床则允许用参数设定第二参考点作为换刀位置,这时就可在换刀程序前编写G30指令。无论如何,换刀点的位置应远离工件及夹具,应保证有足够的换刀空间。
3)为了节省自动换刀时间,提高加工效率,应将选刀动作与机床加工动作在时间上重合起来。比如,可将选刀动作指令安排在换刀前的耗时较长的加工程序段中。
4)换刀完毕后,不要忘记安排重新起动主轴的指令。
5.刀具装入刀库的方法及操作
当加工所需的刀具比较多时,要将全部刀具在加工之前放置到刀库中,并给每一把刀具设定刀具号码,然后由程序调用。具体步骤如下:(https://www.xing528.com)
1)将需用的刀具在刀柄上装夹好,并调整到准确尺寸。
2)根据工艺和程序的设计将刀具和刀具号一一对应。
3)主轴回Z轴零点。
4)手动输入并执行“T01 M06”。
5)手动将1号刀具装入主轴,此时主轴上刀具即为1号刀具。
6)手动输入并执行“T02 M06”。
7)手动将2号刀具装入主轴,此时主轴上刀具即为2号刀具。
8)其他刀具按照以上步骤依次放入刀库。
6.M06换刀指令的解读
M06换刀指令只是看到的表面,事实上这么复杂有序的动作不可能只用一个指令就能完成,通过参数No.6071~6079的设置来调用程序号为O9001~O9009的子程序的M代码。通常,参数No.6071被设置为6,即用M06指令来调用O9001换刀子程序;在卧式加工中心上,参数No.6072被设置为60,即用M60指令来调用O9002交换工作台子程序。而这些程序被参数No.3202#4保护起来了,将其设置为1时,就不能进行程序的删除、输出、登录、核对、显示、程序号检索、登录程序的编辑等操作。
参数No.3202#6=0,能够看到O9001程序内容;No.3202#6=1,只能看到显示屏右上角的O9001程序号,或者什么也看不到。
在不同刀库类型的加工中心上,在立式和卧式加工中心上,O9001换刀宏程序的编写是不一样的:
1)在斗笠式刀库上,换刀动作一般包括:①信号判断,如果所需刀具号就是主轴上的刀具号,则跳转到程序末尾的M99所对应的程序段号上;②存储原来的G90或G91、G20或G21代码;③返回Z轴第二参考点、M19、刀库靠近主轴、主轴松刀、返回Z轴第一参考点、刀库刀号判断、刀库就近旋转、返回Z轴第二参考点、主轴紧刀、刀库远离主轴、刀库旋转结束、刀库数据更新;④释放原模态G代码、M99。
2)在圆盘式刀库上,换刀动作一般包括:①信号判断,如果所需刀具号就是主轴上的刀具号,则跳转到程序末尾的M99所对应的程序段上;如果不是,就近旋转刀库,找到需要交换的刀具;②存储原来的G90或G91、G20或G21代码;③返回Z轴第二参考点、M19、刀套向下(pot down)、换刀臂60°旋转(arm 60 degree)、主轴松刀(tool unclamp)、换刀臂180°旋转(arm1 80 degree)、主轴紧刀(tool clamp)、换刀臂回原位(arm back to original position)、刀套向上(pot up)、刀库数据更新;④释放原来存储的模态G代码、M99。
换刀时刀套的待命位置为刀套在上或刀套在下,由机床厂商通过PLC位选择参数设定,例如某机床厂设置为K3.3=0,刀套在上;K3.3=1,刀套在下。
为了使信号到达、动作可靠到位,伴随有多处G04指令。换刀时最好不要选择单段方式或按下进给保持键。
7.换刀故障的排除
刀库和换刀机械手结构较复杂,且在工作中频繁运动,所以故障率较高,机床上有50%的故障都与之有关。如刀库运动故障,定位误差过大,机械手夹持刀柄不稳定,机械手动作误差过大,刀库分度未到位突然断电,刀套上、下传感器报警等。这些故障造成换刀动作中止,报警产生,机床停止工作。因此,刀库和机械手的维护十分重要。换刀臂、手爪的结构如图2-4所示。
造成卡刀的故障有很多,常见的有,突然断电或误操作,比如按下急停或复位,或者气压不足,致使换刀臂60°旋转后刀具无法正常拔下。
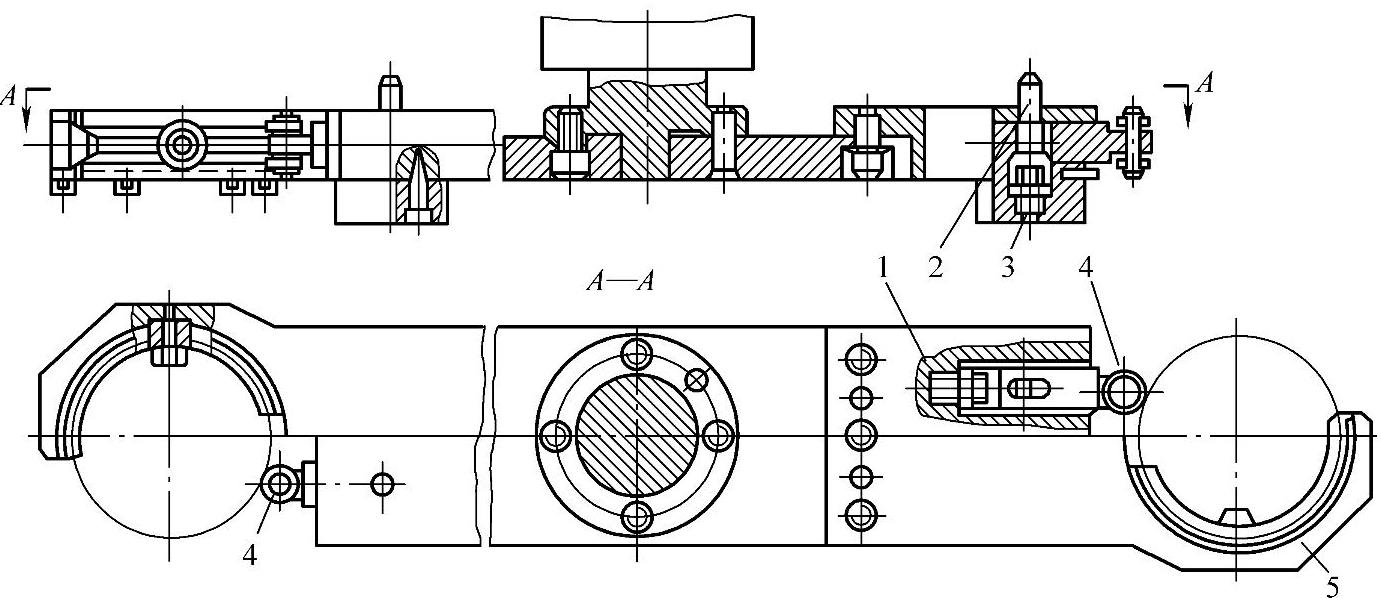
图2-4 换刀臂、手爪的结构
1、3—弹簧 2—锁紧销 4—活动销 5—手爪
在换刀臂旋转轴上有两个销子,用来防止换刀时刀具甩落,按下急停按钮后,借助工具把一个销子按下去,另外一个人帮忙把这个销子所对应一侧夹持的刀具拆卸下来,另一侧的刀具也拆卸下来。如果刀具没有卸下来就旋转换刀臂电动机轴,主轴此时处于紧刀状态,刀柄尾端的拉钉会把主轴内部的碟形弹簧挤坏。
一个人爬到机床刀库旁,下面一个人观察换刀臂情况,在换刀臂的上方有一个换刀臂电动机。从上向下看,先沿逆时针方向拨动电动机上的制动装置,松开制动装置,用活动扳手拧电动机上端的外六角,先沿顺时针方向拧,如果拧不动,就是方向错了,不要用蛮力拧,马上再换个方向拧,换刀臂沿逆时针方向转动,使换刀臂脱离主轴上的刀具。上面的人旋转换刀臂的同时,下面的人一定要注意换刀臂旋转的方向,及时提醒上面操作的人。在没松开制动装置时是拧不动换刀臂的。
在换刀臂脱离主轴时,如果主轴上有刀具,听见了漏气声(主轴处于松刀状态),就要注意,在工装上垫上木板,注意刀具可能会掉下来,不要用手去抓。请一直旋转刀臂,直到刀臂做完一个完整的换刀动作,回到其原点位置。有的设备操作面板上有“刀具就位”等标志,当这个灯亮起代表换刀臂已经到了原点位置,如果没有这个标志,就要目测刀库内的原点灯了,这是每台设备都有的,在刀库防护罩内,里面有3个红色灯,一般中间那个亮了就是刀臂处于原点位置。
排除完卡刀故障后,将换刀臂电动机制动装置拨回原来的位置,然后再在MDI状态下进行一次换刀动作,看是否正常,如果正常,请一定记住要将加工用到的所有刀具核对一遍,意外的卡刀动作,会影响数据传输,刀具番号信息中断等,导致俗称的“乱刀”。
发生乱刀后,最简单的方法就是把刀库刀具全部拿下来,再按照程序里编写的顺序一把把装上去,就可以了。
更省力便捷的方法是在参数界面里进行刀具重整,就是查刀具番号,按操作面板按钮“SYSTEM”→[PMC]软键→[PMCPRM]软键→[DATA]软键,然后在刀具列表里检查刀具表的刀号是否有重复的刀号,在刀库手动的方式下一边转动刀库,一边查看刀套内刀号与程序中的刀号是否相符。若有错误,可以自行在数据表中修改更换,不需要手动将刀具重整,如图2-5所示。
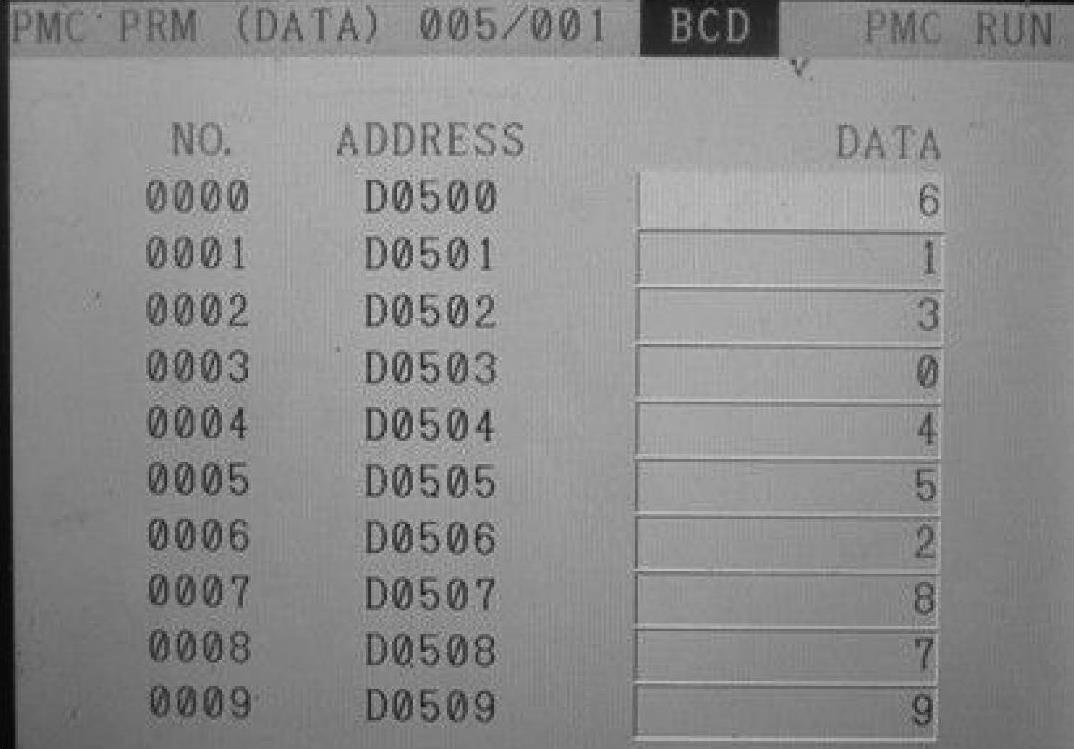
图2-5 主轴和刀套中的刀号参数
左侧一列番号栏就是刀库里的刀套号,0号是主轴刀具的意思。中间一列地址栏,不同的设备,号码也不相同,有的是D500开始是刀具地址,有的是D100开始是刀具地址。右侧一列数据栏就是在程序加工时用到的刀具号码,即T06现在在主轴上,T07现在在8号刀套内,T02现在在6号刀套内……
8.掉刀的处理
换刀臂接刀后,没有把新刀放回主轴上出现掉刀情况,多数是因为刀具太重或弹簧失效造成的。先检查换刀臂旋转轴两侧的两个销子是否弹起,如果未弹起,就会导致掉刀。把未弹起销子一端的盖板拆开,清理出切屑,取出刀臂卡爪锁紧弹簧和推块,用煤油清洗后放回,如果弹簧弹力不足,更换弹簧,加入些许润滑脂,放回盖板时涂抹适量密封胶,一般都能解决这个问题。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。