



图4-25所示为铜电解种板制备生产线的速度控制回路和方向控制回路,速度控制回路由换向阀7、比例调速阀4、送料缸1组成。其中,比例调速阀4与单向阀2、3、5、6构成一个桥式油路,可同时实现送料缸前进和退回时两个方向的速度控制。为了提高生产效率,避免送料时产生冲击,要求送料缸按慢速起动、快速运行、减速制动的不同工况工作。送料缸起动时,比例调速阀4的比例电磁铁接受PLC输入的较低的电压信号,调速阀的开口较小,送料缸慢速,平稳起动。当慢速运动完成,检测元件将信号反馈到PLC控制器,PLC立即输出较高的电压信号给比例电磁铁,送料缸快速运动。当快速运动完成,另一个检测元件又将检测到的信号反馈到PLC控制器,送料缸减速运动,当碰到终点检测开关后,送料缸平稳地停留在所需的准确位置上。在图4-25中,方向控制回路由电液比例换向阀8、液控单向阀9和送片液压缸10组成。水平送片缸回路和垂直送片缸回路完全相同。由于比例换向阀具有换向和流量控制双重功能,因此回路中不需要调速阀就可以实现液压缸的换向并调节缸的运动速度。在铜电解种板制备生产线中,送板是依靠水平和垂直两个方向运动的机械手来实现送片的,机械手借助真空吸盘吸住种板,机械手由水平送片缸和垂直送片缸驱动。因此要求运行平稳,无振动和冲击,实现慢速起动、快速运行、减速制动的工作循环。控制系统由PLC可编程序控制器输出给定电压信号,通过比例放大器去控制比例换向阀,使液压缸按预先编制的程序和要求的不同速度运行。各种速度之间的特性转换是通过检测传感器来完成的。对比上面速度控制和方向控制两种回路,由比例换向阀构成的回路已经兼有方向控制和流量控制的功能,而回路结构简单,特别适用于大功率的液压系统。由比例调速阀和普通电磁换向阀构成的速度控制回路,结构比较复杂,适用于中小功率和速度要求微调的系统。
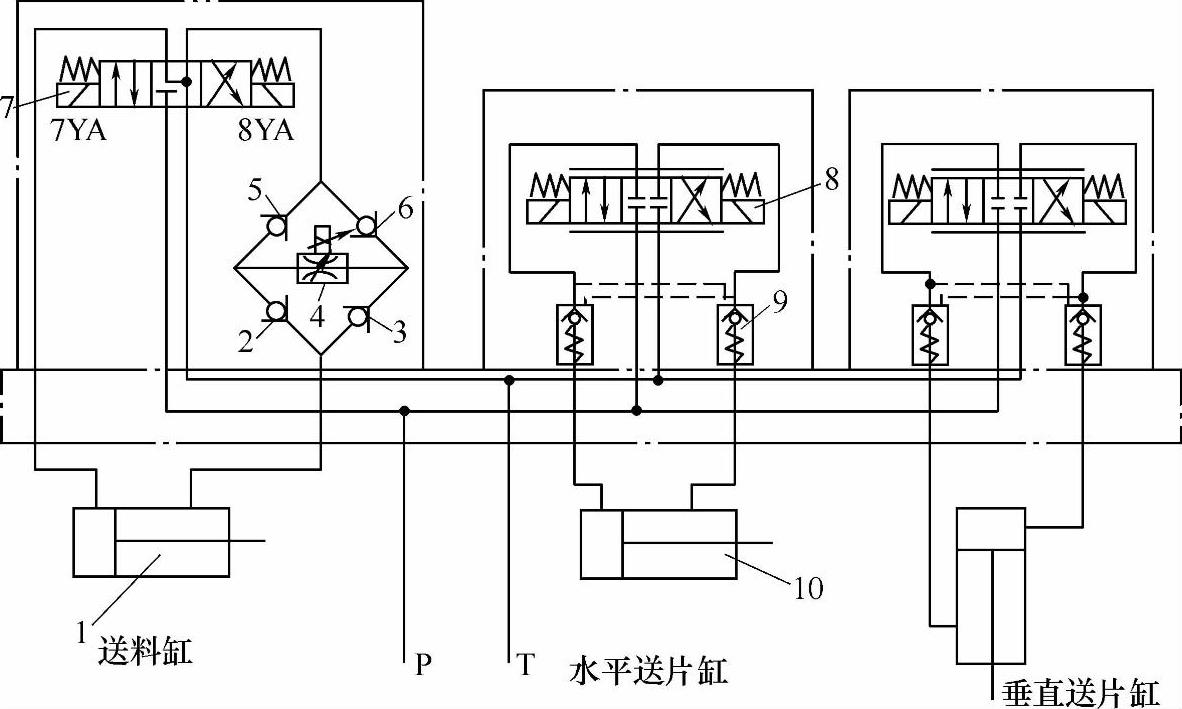
图4-25 铜电解种板制备生产线速度控制回路及方向控制回路(https://www.xing528.com)
1—送料缸 2、3、5、6—单向阀 4—比例调速阀 7—换向阀 8—电液比例换向阀 9—液控单向阀 10—送片液压缸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。