



橡胶类工件,尤其是软橡胶类工件的强度差,因此其易于切削;但橡胶类工件又具有很高的弹性,容易弯曲、弓鞍和隆起变形,所以又有其难以加工的一面。
1.橡胶类工件车刀
车削软橡胶类工件所使用车刀的共同特点,就是采用大前角、大后角和小楔角,使车刀刃口锋利。如图6-50所示的平刃车刀,在装刀时应使主偏角成30°~45°,宜采用硬质合金刀片YG6。其切削用量为:ap取6~8mm,f取0.5~0.75mm/r,vc取150~180m/min。该车刀也可用于硬橡胶的车削。
图6-51所示是齿形角为40°的车刀,用它车削硬橡胶工件上的螺纹时,被切削处不撕裂、不掉口,能达到图样中的要求。
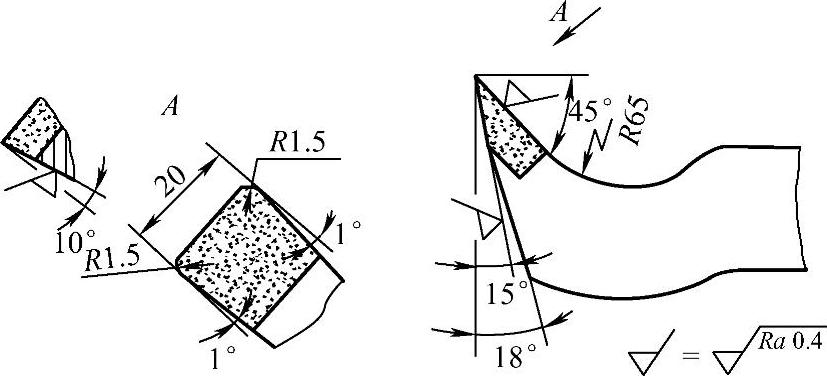
图6-50 平刃车刀
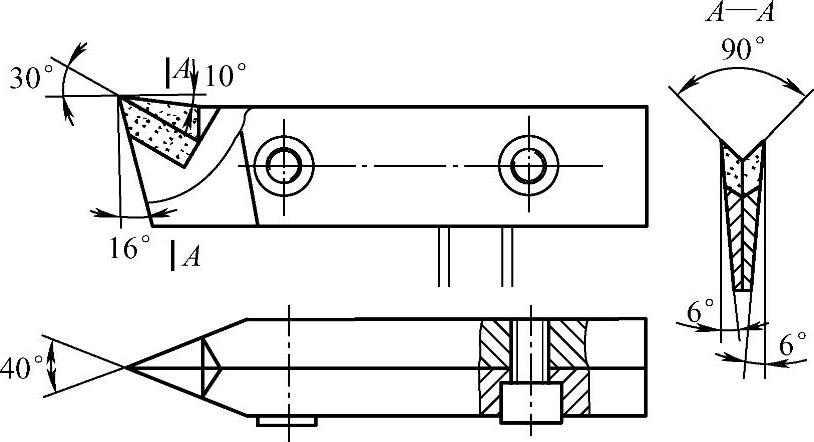
图6-51 车削橡胶件螺纹的车刀
该车刀采用YG3硬质合金刀片,为了便于大角度前角的刃磨,刀具制成两刀体组并紧的形式。使用前,先将内侧平面及45°前刀面磨好,然后用螺钉将两个刀体组成一体,刀尖处不得留有缝隙,最后将车刀后角刃磨好。
单件加工橡胶件时,可使用刮胡子用的双面刀片或缝纫机针作为刀具进行车削。图6-52所示是将双面刀片装在专用刀柄上,然后把待加工的橡胶圈工件安装在木质圆柱体上。工件装好后,手动进刀进行车削,常用切削速度为150~200m/min。
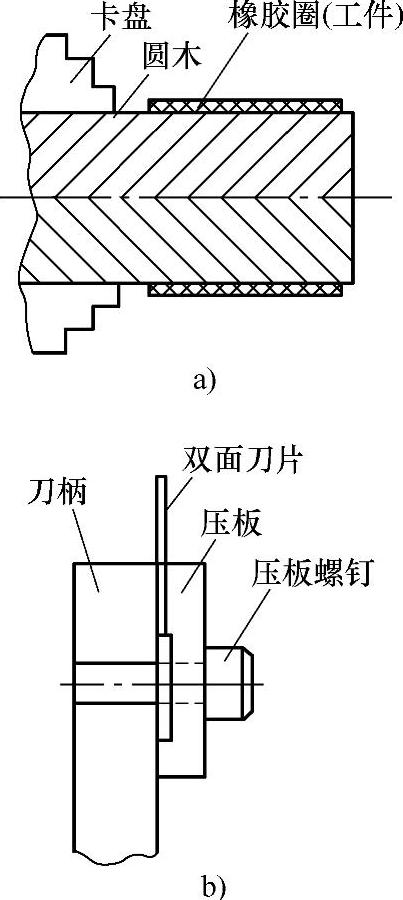
图6-52 双面刀片切削橡胶件
a)工件装夹在圆木上 b)双面刀片安装在刀柄上
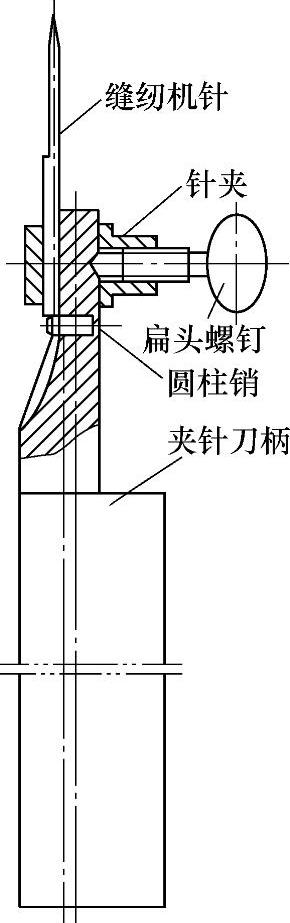
图6-53 缝纫机针切削刀具
图6-53所示是将缝纫机针装在刀柄上的情况。使用时,将刀柄安装在刀架上进行切削。所选择的切削用量为:vc=100~150m/min,f=0.16~0.5mm/r。
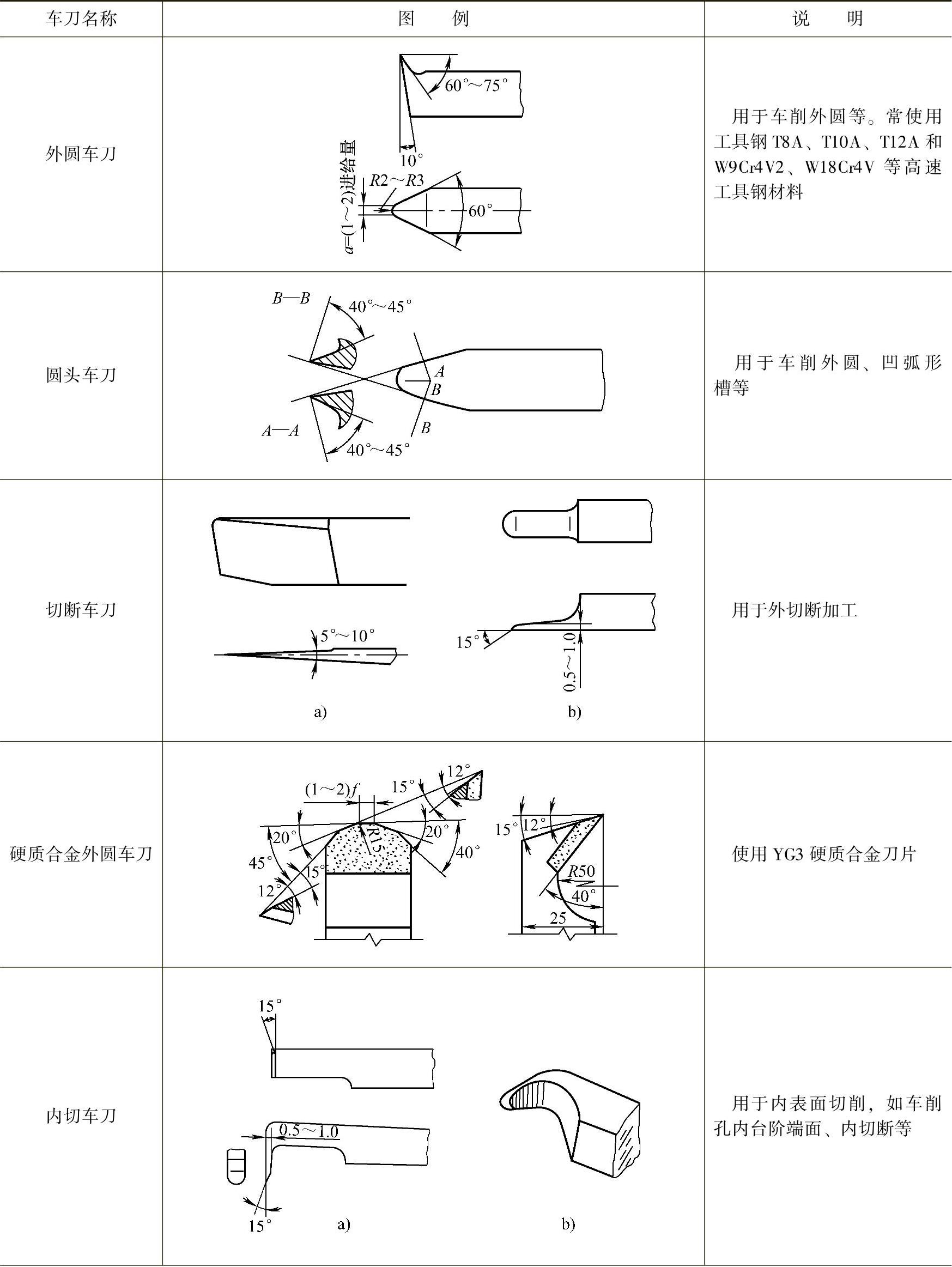
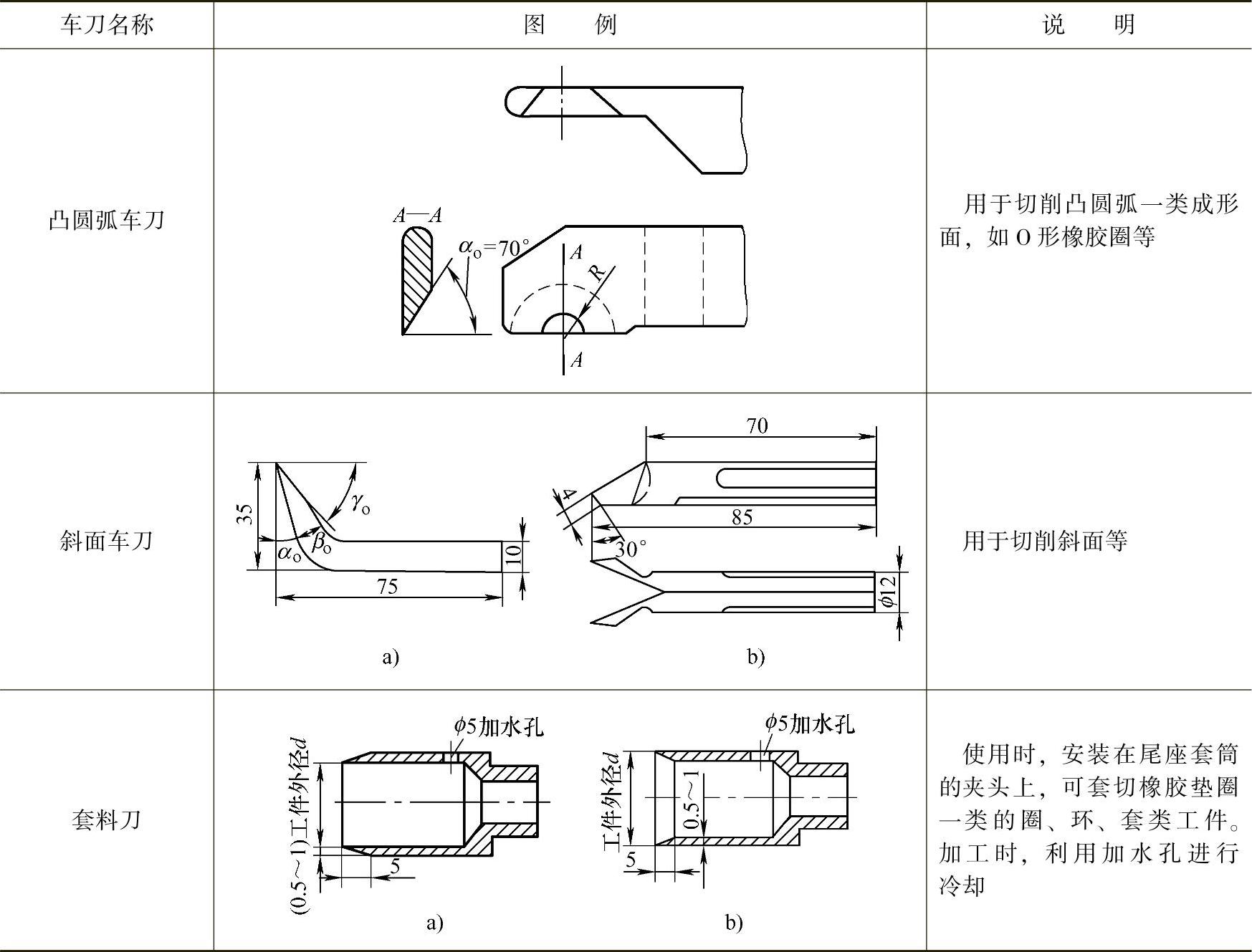
车削橡胶件时使用的车刀见表6-10。
表6-10 车削橡胶件时使用的车刀
(续)
2.橡胶工件的装夹方法
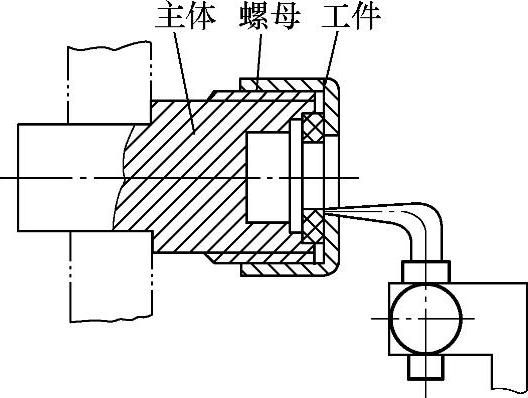
图6-54所示是几种不同形状的橡胶垫圈,图6-55所示是加工垫圈外圆时的装夹情况。工件2装在心轴1上,胶合板3用来隔开工件。压板4是用塑料或钢纸垫片制成的,后顶尖5顶在压板4上,但不能和心轴1接触,这样就可以调整夹压力,将工件压紧。图6-56所示是加工橡胶垫圈内孔时的装夹情况。工件装在主体的孔中,螺母是用来压紧工件的。图6-57所示是使用双斜面车刀加工V形橡胶垫圈外形时的装夹方法,工件套在心轴上,心轴是用白桦之类的木材制成的。心轴的外径应当比工件的孔径稍大一点,这样就可以使橡胶垫圈绷紧在心轴上,不需要使用夹压装置。
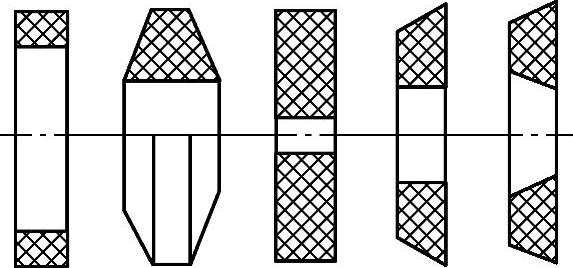
图6-54 不同形状的橡胶垫圈
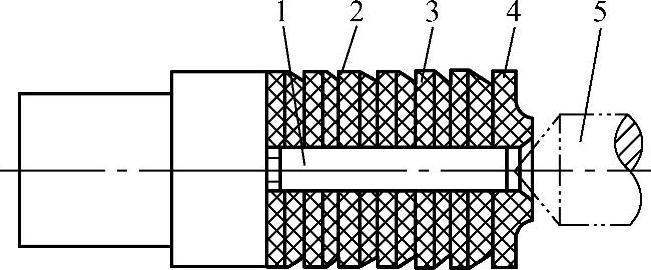
图6-55 加工橡胶垫圈外圆时的装夹情况
1—心轴 2—工件 3—胶合板 4—压板 5—后顶尖
以上介绍的都是加工较小尺寸橡胶件时的装夹方法,若工件尺寸较大,可采用图6-58所示的方法进行装夹。在法兰盘上用螺钉固定一个圆平盘,工件套在心轴上,然后装上圆平盘,用螺母将其夹好。制作该工具时,应使圆平盘的定位基准面与车床主轴轴线垂直,并且,圆平盘的外径要略小于工件的外径。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-56 加工橡胶垫圈内孔时的装夹情况
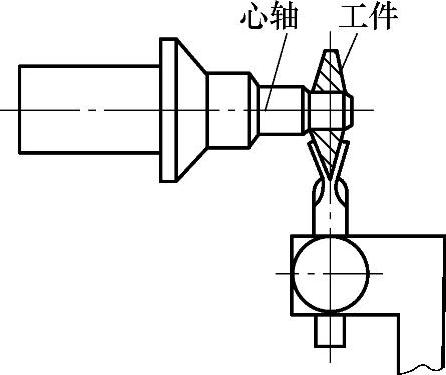
图6-57 加工V形橡胶垫圈外形时的装夹方法
装夹时,先将橡胶工件的坯料切成方形,并在其中心按心轴外径尺寸做出孔(最好略小于心轴尺寸,以免切削时坯料窜动)。将工件装夹在心轴上时,不要把螺母拧得太紧,以防切出的工件变形。
车削图6-59a所示工件外圆时的装夹情况如图6-59b所示。将木质心轴7装夹在自定心卡盘1上,车削端面,使端面与车床主轴轴线垂直。将大于直径ϕ150mm的橡胶工件毛坯2装在心轴端部,用图钉3和6固定。工件一定要放平整,不能有皱纹,也不能绷得太紧,以免影响尺寸。然后将备好的塑料板4(直径为ϕ76mm)用尾座顶尖5顶紧(不能顶得太紧)。车床转速可定在1200r/min进行切削。
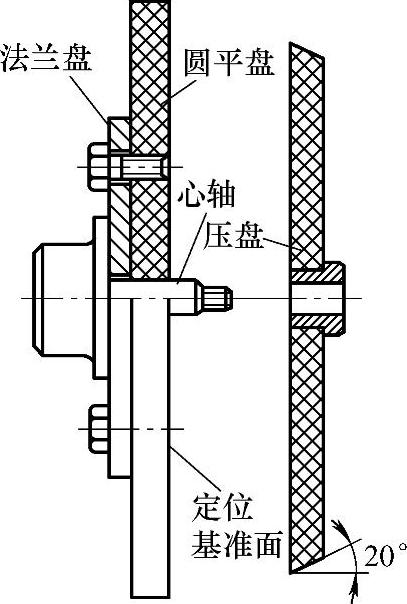
图6-58 大尺寸橡胶件的装夹方法
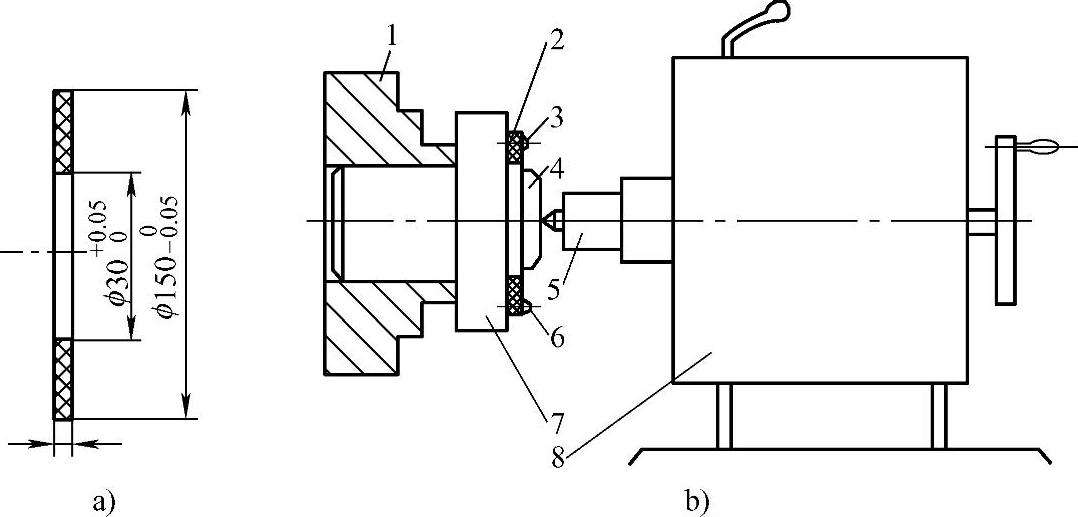
图6-59 车削较大尺寸橡胶工件
a)橡胶工件 b)装夹情况
1—自定心卡盘 2—橡胶工件毛坯 3、6—图钉 4—塑料板 5—尾座顶尖 7—木质心轴 8—尾座
装夹套类橡胶工件时,可使用木质心轴,如图6-60所示。在木质心轴的两端面各钉上一块薄铁皮6,并钻上中心孔,作为顶尖的中心孔。钻完中心孔后,车削心轴的外圆,尺寸车到比被加工工件的内孔大0.5~1mm,然后用砂纸磨出心轴的斜度。木心轴外圆以工件松松套入为宜,若过紧压入,会使工件外胀而影响加工尺寸。工件套入后要处于自由状态,并且要全部套入,避免悬出心轴外面而产生加工变形。
3.切割橡胶密封圈
从一块橡胶板上切割橡胶密封圈的情况如图6-61所示。本体1由钢板和圆钢焊接而成。法兰盘8的外径与钢纸垫片2的外径相同,而比密封圈的最大外径稍小,以防损坏车刀。圆压盘3应根据不同规格多准备几片,其外径应比工件内径略小,以防止切圆圈时碰刀。
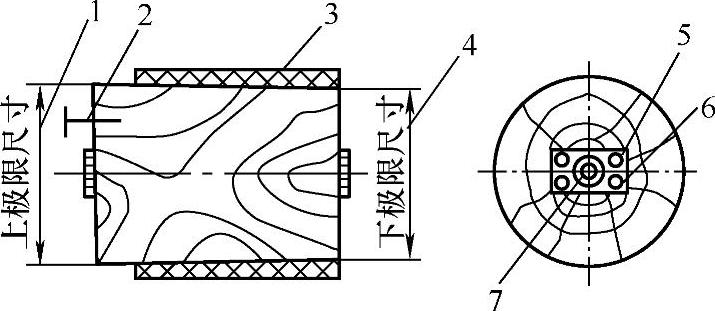
图6-60 木质心轴装夹橡胶工件
1—铁钉与拨盘连接 2—木质心轴上极限尺寸 3—木制心轴下极限尺寸 4—橡胶工件 5—中心孔 6—铁皮 7—木螺钉
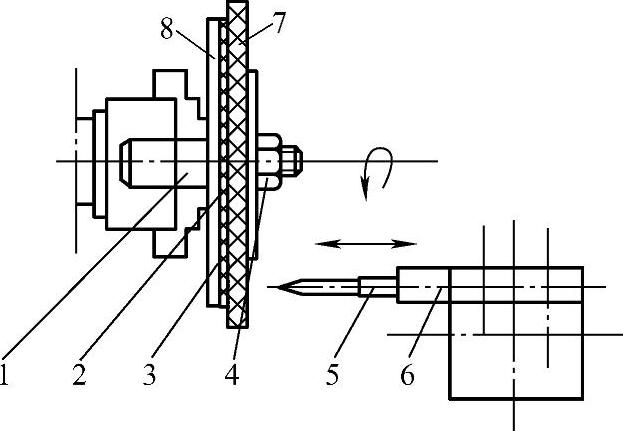
图6-61 车削密封圈
1—本体 2—钢纸垫片 3—圆压盘 4—压紧螺母 5—切刀 6—刀柄 7—工件 8—法兰盘
较硬橡胶件可直接安装在卡盘内进行车削,如图6-62所示。切削密封圈工件(图6-63a)端面的环形槽时,由于材质较软,可将其压入胎木的槽内进行加工,如图6-63b所示。
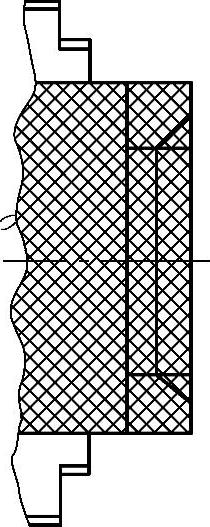
图6-62 橡胶件直接装夹在卡盘上
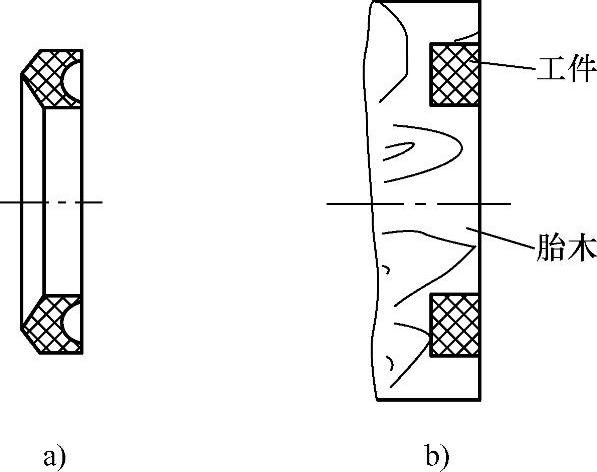
图6-63 切削密封圈工件端面的环形槽
a)密封圈工件 b)工件压入胎木的槽内
切割密封圈时使用的切刀(图6-64)是用ϕ4~ϕ5mm的弹簧钢丝或普通钢锯条磨制成的。其切削刃长度应按工件的厚度确定:若过长,则刚度降低,切出的密封圈质量不高;若太短,又会出现切不到底的情况。切刀的厚度越薄越好,刀尖不要太尖,可有一定的圆弧半径,以提高所切出密封圈内、外圆的光洁性。
安装切刀时,要注意使切刀与卡盘垂直。对好刀后,先切工件外圆,后切内孔。切制时,车床的转速可高些,但不能太高,要防止切削温度超过150℃而使橡胶软化。开始进刀时不要太快,切入工件后可稍快些。
另外,一般的橡胶都不耐油和酸碱,所以切削时不能使用油类或具有酸碱性的物质(如乳化液)作为切削液,以免橡胶变形和变质。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。