



在600~1000℃下具有较高抗氧化能力,并能保持较高力学性能的合金材料称为高温合金。高温合金分为变形高温合金和铸造高温合金。高温合金有铁基、镍基和钴基三大类:铁基变形高温合金有GH2036(GH36)、GH2135(GH135)等,镍基变形高温合金有GH4033(GH33)、GH4049(GH49)等;铁基铸造高温合金有K213(K13)、K214(K14)等,镍基铸造高温合金有K417(K17)、K438(K38)等。钴基合金具有更强的高温耐蚀性能,其价格最为昂贵,而且难以进行切削加工。钴基高温合金的典型代表是K10,其钴的质量分数为58%。
一般来说,铸造高温合金较变形高温合金的可加工性差,镍基高温合金较铁基高温合金的可加工性差。即使在经热处理改善后,高温合金的切削速度也仅为普通钢材的1/10~1/8。高温合金有极好的耐热性,并且其热强性具有特殊现象,如铁、镍基高温变形合金在切削温度为550℃时,其抗拉强度最高;镍基铸造合金K17在切削温度为700℃时,其抗拉强度最高等。
1.刀具材料的选择
高温合金比不锈钢更难加工,其特点是在高温下,材料固有强度的保持性强,剪切力波动大,刀具切削力大;硬度在46HRC以上,热传导性差,切削温度高;材料结构中有硬点,容易产生冷作硬化现象。
车削高温合金时,推荐选用YS2、YS2T、YD15或YG8N合金刀片进行粗加工,精加工时可选用YD05硬质合金刀片。
车削铁基高温合金时,可选用YM051、YM052和YD15等合金刀片。车削铁、镍基高温合金,镍的质量分数为30%~45%时,可选用YD15、YS2、YS2T和YM051、YM052等牌号。
车削镍基高温合金,镍的质量分数在50%以上时(属于变形高温合金),推荐选用YD15、YS2、YS2T硬质合金,精加工时使用YD05等硬质合金刀片。
车削钴基高温合金时,可采用YM051、YM052、YS2、YD15和YG6A、YG6X等牌号,其中YM051、YM052优于其他合金刀片。
车削铸造高温合金时,若使用陶瓷刀具,可选用CC670、CC6080。加工镍基和钴基高温合金时,陶瓷刀具比硬质合金刀片的效率高得多,但不能用来加工钛合金(有着火的危险)。CC670是一种晶须陶瓷,有很高的强度。CC6080是一种氮化硅陶瓷,具有很好的抗磨损能力,但强度不如CC670。(https://www.xing528.com)
用陶瓷刀片进行粗车,当主偏角小于或等于45°时,可以获得最佳效果,因此首选圆形刀片。
2.回转刀具的使用
图6-8中介绍了利用回转圆盘加工高硬度材料的方法,图6-26所示是回转刀具的另一种结构形式。用回转车刀切削时,保证刀片相对刀体绕自身轴线连续而稳定地旋转,是构成这种车刀动态切削特性和结构设计时考虑的主要方面。切削过程中,由于刀片的稳定旋转,整个回转切削刃都能均匀而连续地承担切削工作,切削刃上的各点与被切削材料及冷却介质交替接触,从而改善了切削刃的热交换和抗磨耗条件。同时,在使用切削液的情况下,油膜较易于在前刀面上生成,并且有可能随刀片的自回转而带进切削区,这些都是提高这种车刀使用寿命的主要原因。此外,由于刀片的转动,后刀面对工件的已加工表面还会产生某种程度的滚压作用,从而有利于工件表面粗糙度值的降低。
回转刀具上刀片的回转速度是自回转车刀的重要运动参数,加工时,应使其保持合理的稳定值(主要通过控制切削速度和安装刃倾角来达到),否则会导致刀片的不均匀磨损或局部烧伤。而刀片自回转速度过高时,容易引起刀片支承部位过热,从而加速整个刀头的温升,使刀片的受热环境恶化。
用回转车刀切削工件时,切屑排出方向有较大偏移,容易卷入后刀面而造成卡刀现象,将导致刀片停转,引起严重的切削刃局部磨钝或烧伤。所以,应根据被加工材料恰当地选择安装时的刀具刃倾角和切削用量,以保证加工时有合理的工作前角、后角,以及刀片能够稳定地自回转且不引起振动。
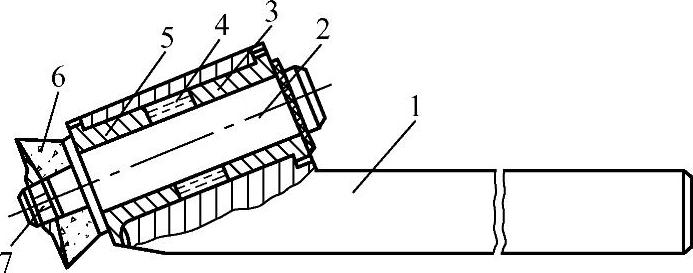
图6-26 回转刀具的结构形式
1—刀柄 2—转轴 3、5—耐磨轴套 4—油腔 6—回转刀片 7—螺母
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。