



旋压是利用金属材料塑性变形的性质,对工件进行加工的工艺。工件经旋压后,其表面粗糙度值可达Ra0.8μm以下,并且会在工件表面形成一层硬化层,可提高其耐蚀性。旋压能代替车、镗、磨、冲压等工艺,同样是一种少、无切削技术。
1.外旋压加工
图5-63所示管壳工件不仅生产批量大,而且对工件的质量要求高(内、外圆的直径公差为0.01mm,同轴度公差为0.02mm,圆度公差为0.005mm,表面粗糙度值在Ra1.6μm以下)。某单位加工该工件外圆(内圆已加工好)时采用了在车床上旋压的方法(图5-64),其工艺稳定,质量达到了要求。
(1)旋压工具 旋压工具分固定式和可调式两种。当工件尺寸固定、数量较大时,可采用固定式旋压工具,如图5-65a所示;当工件的品种多或加工量较大,需要作数次旋压加工时,可采用可调式旋压工具,如图5-65b所示。
可调旋压工具可根据工件外径进行调整。腔体7的内腔是一个有角度的锥体,根据三角函数关系可以算出间隙A的调整值,再用量块测准A值。拧动螺钉1和2,即可改变两个钢球3之间的距离,然后用螺钉8固定,即可进行旋压加工。这种可调旋压器,可加工多种尺寸的相似工件。
图5-64所示的旋压工具是一种自动找中心工具,它的上、下活动头11可绕轴转动,活动拉杆8可在盖板9中滑动,从而起到找中心作用。
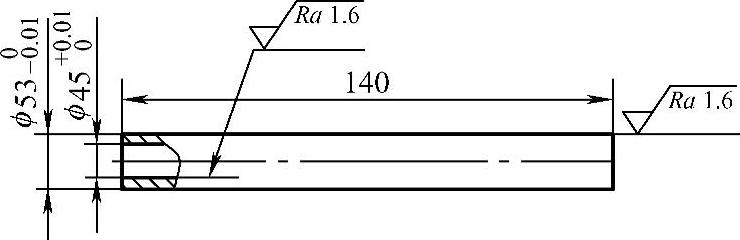
图5-63 管壳工件
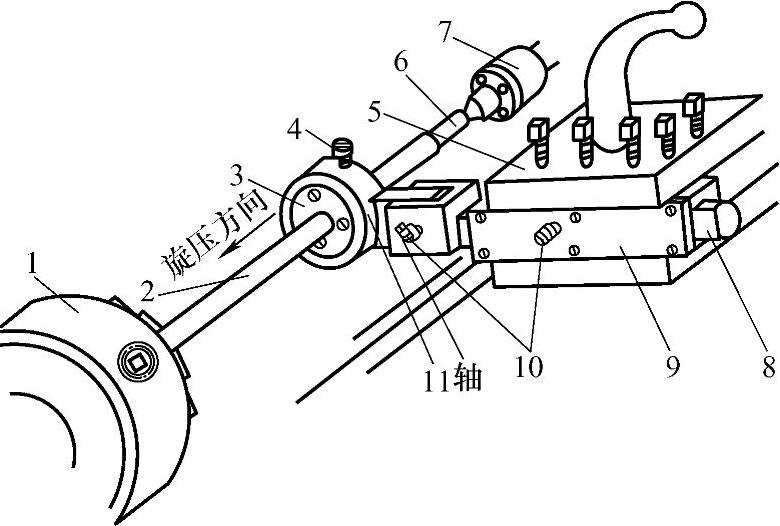
图5-64 车床上的旋压加工
1—自定心卡盘 2—工件 3—旋压工具 4—夹套螺钉 5—刀架 6—心杆 7—回转顶尖 8—活动拉杆 9—盖板 10—螺钉 11—上、下活动头
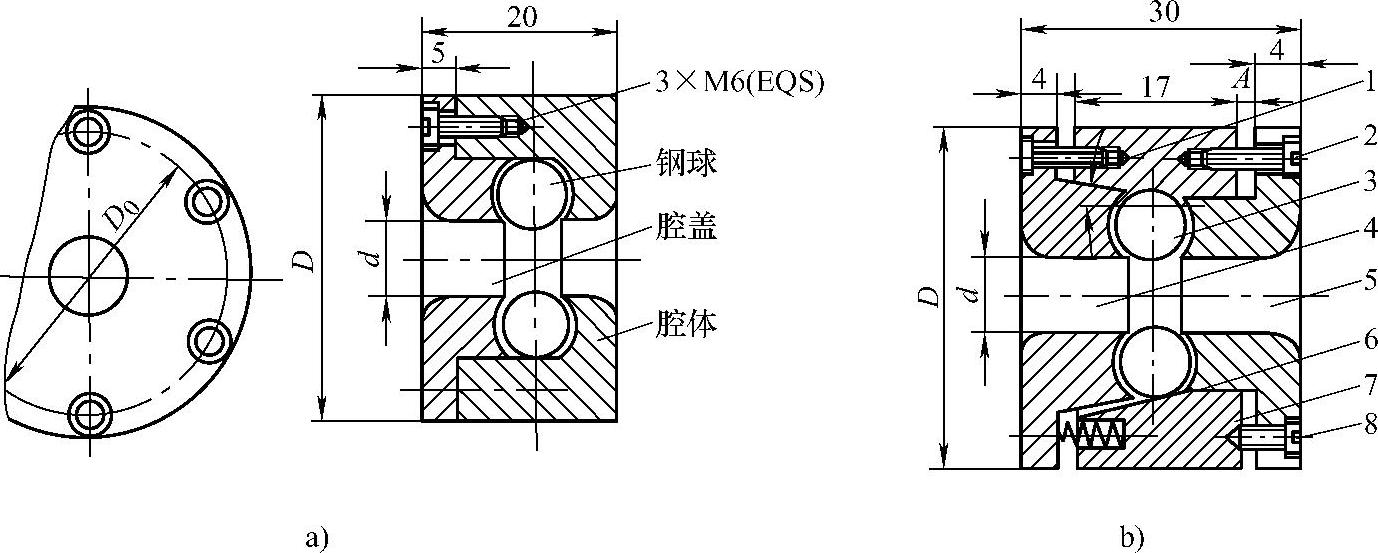
图5-65 固定式和可调式旋压工具
a)固定式旋压工具 b)可调式旋压工具
1、2、8—螺钉 3—钢球 4—盖板 5—定位块 6—弹簧 7—腔体
旋压工具和心杆都是高精度件,由热变形小、硬度高和耐磨的合金钢(如铬钨锰合金钢)制成,经粗车后淬火(60~62HRC),再经精磨和研磨而成。
(2)对心杆的要求 心杆的精度直接影响工件的旋压精度。心杆毛坯经粗车、淬火后(58~60HRC),必须再进行校直、精磨和研磨加工,使之满足高精度要求。由于心杆右端直接顶在顶尖上,因此热处理后必须研磨顶尖孔,以保证两端中心孔同轴,并和顶尖有较好的接触。
 (https://www.xing528.com)
(https://www.xing528.com)
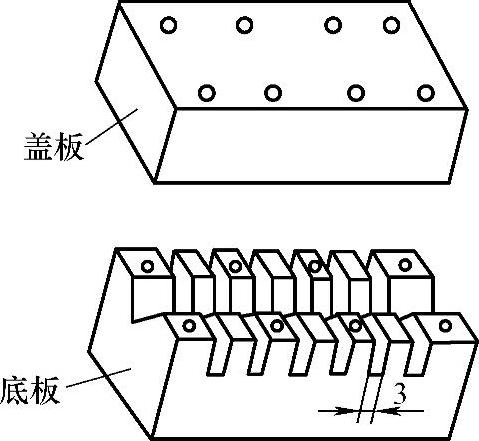
图5-66 热处理工具
因为心杆细长、易变形,所以在热处理时采用了图5-66所示的工具将其夹好,即把心杆放入V形槽(槽面平直,大小均匀)内,用盖板通过螺钉固定在底板上,然后放入炉内进行热处理。盖板不应太薄,以防其变形。由于底板上开有约3mm的小槽(槽间距离可自由确定,以槽密而均匀为宜;槽深必须在工件与V形槽铰出线的下方),因此能够保证工件在处理过程中少产生变形和在淬火时冷却液能均匀而迅速地进入槽内,使工件均匀冷却。
(3)对钢球的要求 好的钢球也是保证旋压质量的条件之一,因此必须选取大小一致、尺寸合适的钢球。钢球的直径公差为0.002mm(可根据工件的具体要求而定),钢珠表面要非常光洁,表面粗糙度值为Ra0.05μm。
钢球的尺寸之所以必须合适,是因为旋压中工件的线速度与钢球自转的线速度是一致的,所以大直径钢球的转速要比小直径钢球的低。同样的旋压量,大钢球的接触点大、阻力大、所需推力大;小直径钢球的接触点小、阻力小、所需推力小、转速高、工件容易发热,钢球寿命也短些。工件外径与钢球直径之比以1∶1~2∶1为宜。如果工件直径大,则钢球直径可按其线速度在10~15m/min范围内确定。
(4)旋压方法 将心杆6(图5-64)夹在自定心卡盘上,顶上回转顶尖7,用千分表先将心杆找正。检查后,松开自定心卡盘,卸下心杆,再把工件2插入心杆内,使用三爪夹好工件。松开螺钉10,将旋压工具3穿入工件中,顶上回转顶尖7(不能太紧,以免顶弯工件),开动车床,使工件和心杆一起转动。挂上自动纵向进给走刀,使旋压器3进行自动找正。找正后,紧固螺钉10即可开车进行旋压加工。
图5-67 旋压中工件的装夹方法
1—自定心卡盘 2—工件 3—旋压工具 4—观察孔 5—支承 6—特制夹头
施压时,由于钢球的滚压作用会使旋压处的直径变小,且长度不断增长,所以装夹工件时不能使用固定顶尖,最好采用图5-67所示的方法,即卸下尾座上的后顶尖,装上一个特制夹头6,夹头中安装支承5,然后将已经旋压的一端插入支承5的中心孔内(此孔与工件为精密间隙配合),但不顶死,以便工件在加工中可自由延伸。为防止旋压加工过程中因工件伸长而与中心环顶死,中心环上开有观察孔4,以便随时观察工件的伸长情况,可随时调整尾座套筒的位置。
2.旋压成形薄壁螺纹工件
图5-68所示为薄壁螺纹工件,某单位在车床上旋压成形此工件时,使用了图5-69所示的工具。加工时,将工具体15固定在车床刀架上,内辊8左端由自定心卡盘夹紧,右端通过回转顶尖9支持好,其轴心与车床主轴轴心重合。内辊8上的螺纹形状和螺距要求与工件完全相同;外辊1滚压头的形状也应与工件螺纹槽相一致。开始旋压时,外辊1随刀架移至与内辊8相对的位置。工件7套在内辊8上,起动车床,内辊8和工件7开始转动,车床主轴功率经齿轮副传递到外辊轴3,外辊1随外辊轴3旋转。径向进给时,将内辊螺纹的相对位置确定好,并调整好车床上各手柄的位置,使外辊1上的滚压头随工件螺距的大小进行旋压,直至达到所要求的螺纹深度。旋压时,车床主轴应调至最低转速。
图5-68 薄壁螺纹工件
图5-69 在车床上旋压薄壁螺纹工件
1—外辊 2—齿轮 3—外辊轴 4—定位环 5—挡环 6—紧定螺钉 7—工件 8—内辊 9—回转顶尖 10—推力轴承 11—螺母 12—垫圈 13—轴套 14—平键 15—工具体
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。