



经切削加工的工件表面,由于存在切削残留面积、加工中的振动和工件表面与刀具后刀面之间的摩擦等,使其不论是沿车床主运动方向的纵向截面,还是沿进给方向的横向截面,都留有微观不平的凸凹峰谷。这样,对被加工表面进行精车削后,如果再采用挤压(包括后面将介绍的滚压)的方式对比较粗糙的表面进行熨平加工,则被加工工件表面在挤(滚)压工具压力的作用下将产生微量塑性变形,表面粗糙度值将得以下降。由于挤(滚)压加工基于滑移变形,因此挤(滚)压压力必须大于工件材料的屈服强度,通常以大10%~20%为宜。
可产生塑性变形的材料均可进行挤(滚)压加工,塑性较大的材料,其加工后的表面粗糙度值下降得较多;反之,脆性较大的材料,其加工后的表面粗糙度值下降得较少。
1.孔的挤压加工
(1)使用钢球挤压 用钢球挤压小直径深孔,可以使工件表面得到强化,并能使孔的表面粗糙度值达到Ra1.6μm以下。直径为10~50mm的孔,都可以采用这种加工方法。
使用钢球挤压孔的情况如图5-57所示。顶杆用45钢制作,当被加工工件的孔深比孔径大10倍时,应对顶杆作调质处理。
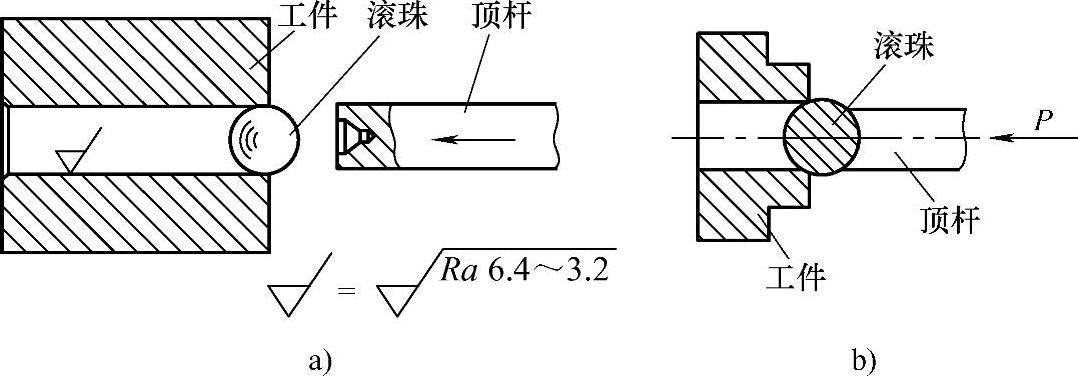
图5-57 挤压法加工孔类工件
a)顶杆孔呈V形 b)顶杆孔呈弧形
在小直径内孔的挤压加工中,影响加工质量的因素很多,如被加工材料的性质、挤压前的孔径余量、挤压用钢球尺寸、挤压次数、挤压速度、润滑液和机床性能等。挤压用的钢球是影响孔精度和表面粗糙度的重要因素,因此,使用高精度和高表面质量的钢球是加工中的重要一环。工件挤压前的表面粗糙度值为Ra6.4~3.2μm,挤压余量(即钢球直径应比被挤压孔径大出的量)为0.02~0.08mm。一般来说,较大孔的挤压余量应适当大些。当工件孔壁有气孔或裂纹等缺陷时,不能采用这种加工方法,以防止破坏钢球的光洁性。由于挤压用的钢球要求硬度高且非常光洁,所以钢球应经镀铬处理并抛光后使用。
(2)使用工具(刀具)挤压图5-58所示是金刚石挤压工具,它可以加工直径在ϕ45mm以上的内孔。其主要零件6是矩形截面的淬硬材料制作的刀柄,用螺钉2和防松螺母将金刚石刀1固定在刀柄座内。加工时,将该工具装夹在刀架上,当工具压紧被加工表面时,刀柄中部会出现弹性弯曲,其数值可由指针4相对于标尺5的零位偏离来表示,而指针是用螺钉3固定在刀柄上的,压紧力可根据需要进行调整。
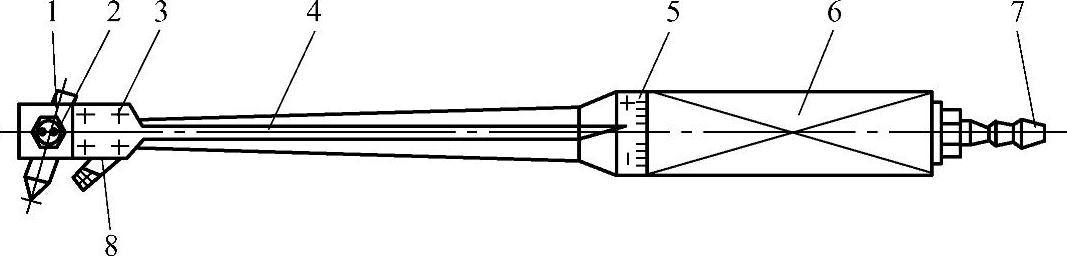
图5-58 金刚石挤压工具
1—金刚石刀 2、3—螺钉 4—指针 5—标尺(刻度) 6—刀柄 7—切削液管接头 8—小油管
切削液由管接头7沿刀柄内油孔流入,小油管8使切削液流到加工部位。金刚石应在水平方向转15°,其圆球头部可连续挤压三次,然后需要进行修磨。金刚石球头平面应高出工件中心线1~2mm。
某厂在车床上加工HT300高强度铸铁柱塞工件上的低表面粗糙度值的孔时,先采用车孔工序,然后采用浮动铰孔工序,最后使用图5-59所示的六角刃挤压刀具进行挤压加工,取得了良好的效果。
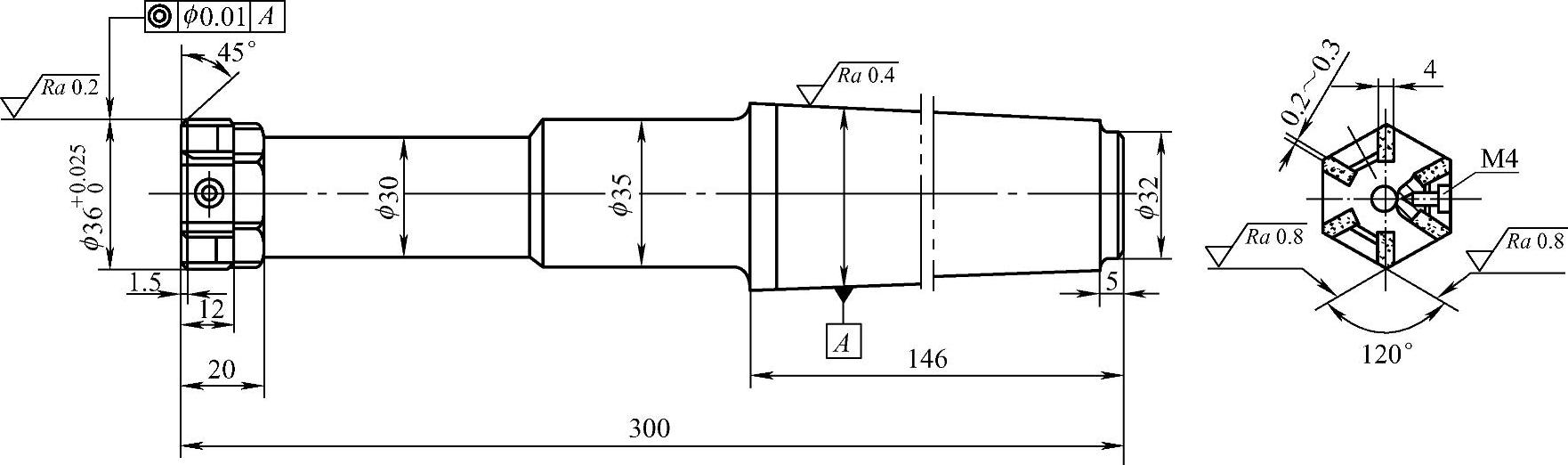
图5-59 六角刃挤压刀具(https://www.xing528.com)
该挤压刀具刃带宽0.20~0.30mm。刀柄材料为45钢,调质硬度为28~30HRC;刀片材料为K15硬质合金,采用楔块式压紧。为便于刀具进入工件内孔,刀具前端有45°×1.5mm的导向角。
所选用切削用量为:vc=20m/min,挤压余量为0.005~0.01mm(直径方向),进给量f=0.4~0.6mm/r。使用柴油(70%)、煤油(30%)的混合液作为切削液。
车床上的挤压加工,除了可以使用钢球和刀具外,还可以使用压头进行挤光。压头的形状如图5-60所示,其头部的表面粗糙值为Ra0.2μm,挤压余量为0.01~0.02mm。使用时将其安装在车床尾座锥孔内,工件装夹在自定心卡盘上,挤压时工件不转动,一般往复挤压2~3次即可完成加工。
(3)挤压加工中使用的润滑剂 冷挤压加工使用的润滑剂应根据工件材料来确定:挤压铝制品时,可使用氯化石蜡;挤压钢件时可使用铝粉,但铝粉在挤压过程中容易脱落,不能有效地吸附到被挤压表面上。猪油是一种较好的动物性润滑油,其在一定温度下呈糊状,将铝粉按一定比例加入糊状猪油中搅拌均匀,然后涂抹在挤压刀具和工件孔壁上,其润滑效果比较理想。
2.挤压修复加工
下面以修复报废铰刀为例,说明挤压修复情况。
挤压修复铰刀,实质上是对铰刀材料的强度进行强化。挤压铰刀前刀面,在径向可以产生小的弹性和塑性变形,对于公差要求很小的铰刀,只要在径向有0.015~0.025mm的微量塑性变形,就能补偿其磨损量,并且经挤压修复后的铰刀表面粗糙度值将下降,表层的显微硬度和耐磨性都能显著提高。
图5-61中,把超差的铰刀2装夹在卧式车床上,其尾部装夹在卡盘上,另一端用顶尖3顶住,并使铰刀中心线与车床主轴轴线保证同轴。用硬质合金挤压刀(图5-62)沿着被修复铰刀每个刀齿的前刀面进行挤压。挤压刀刀具带有-30°前角,表面粗糙度值为Ra0.4~0.2μm。车床主轴为最低转速,挤压进给速度为3~5m/min(纵向自动进给)。挤压完成后,铰刀每齿在直径方向上可挤压出0.01~0.04mm,接着在外圆磨床上修整到标准尺寸要求,最后进行研磨。
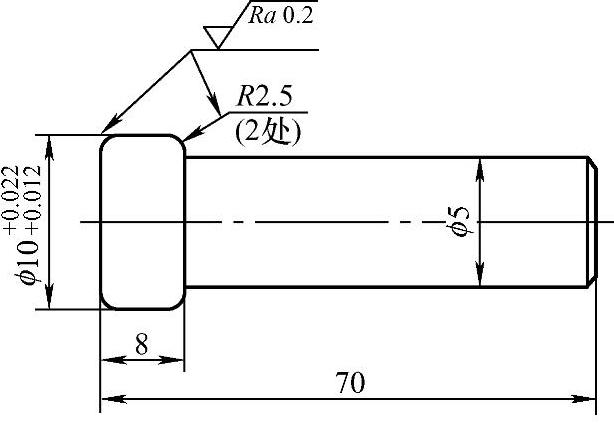
图5-60 挤光工件孔用的压头
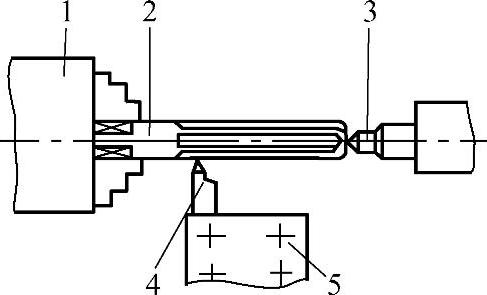
图5-61 在车床上修复报废铰刀
1—自定心卡盘 2—被修复铰刀 3—顶尖 4—挤压力 5—刀架
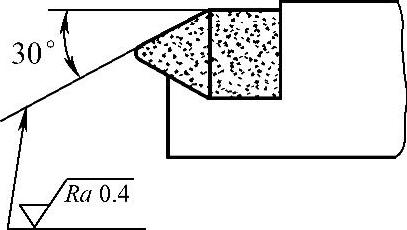
图5-62 硬质合金挤压刀
挤压时,要使挤压刀的前刀面与车床主轴轴线平行,并且应向一个方向挤压,不要来回反复挤压。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。