



工件经过精车(或精铣、磨削)加工后,表面看来已经很光洁了,但若放在显微镜下观察,则仍会发现工件表面带有不同程度凹凸不平的峰和谷。当两个表面是配合面时,如果把它们装配在一起,那些微小的峰和谷仍然会相互摩擦,并且峰高与谷深之间的差值越大,摩擦就越严重,从而逐渐造成表面磨损,使工件逐渐失去原来的形状和尺寸。为了改善在显微镜下发现的零件几何形状误差,使两个零件之间的接触面能够精密配合,可对工件表面进行研磨加工。
研磨就是在研磨工具与工件之间涂以研磨剂,研具在一定压力下与工件沿着预定的方向作相对运动,从而在工件表面切除(磨去)一层极薄的材料。研磨可以使工件达到很高的精度和很小的表面粗糙度值。
研磨前,加工面应进行精车或磨削加工,研磨余量一般为0.005~0.03mm。研磨中单位面积上的压力一般为0.1~0.3MPa;粗研时的速度为40~50m/min,精研时可取10~15m/min。被研磨工件的尺寸越小,车床主轴的转速相应越高。
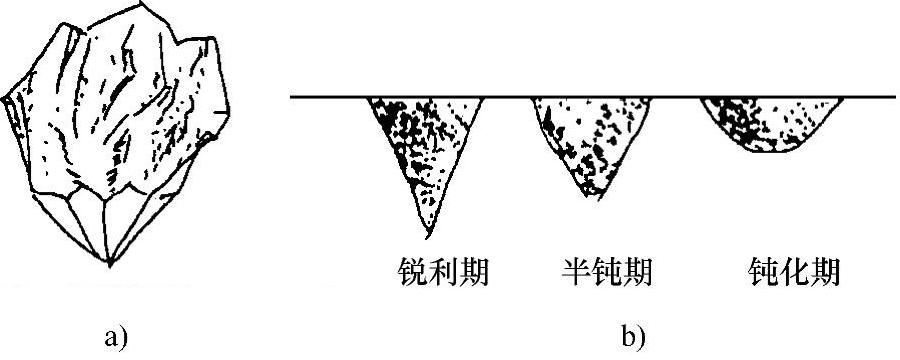
图5-1 磨料的锐利和变钝
a)磨料的微刃 b)磨料钝化过程
1.研磨工作原理
研磨的目的是去除工件表面由上一工序遗留下的加工痕迹,以降低表面粗糙度值。研磨时,当磨料与工件开始接触时,只是同被研磨表面的较高部分接触,由于磨料具有较高的硬度,它像无数个切削刃,对被研磨面有微量切削作用,并均匀地从工件表面切去一层极薄的金属材料。当磨料变钝后,新而锋利的磨料又继续起切削作用,如图5-1所示。
研磨剂中的研磨液除了起润滑和冷却作用外,还能把掉下来的微小切屑及产生的热量带走。工件表面经过一定时间的研磨,当表面峰、谷之间的高度差变得较小,也就是工件的表面粗糙度值变小时,研磨表面与被研磨表面的接触面积较以前增大,所以单位压力减小。这时,磨料切削金属的作用比以前减弱,同时不容易透过研磨液薄膜而与工件金属层表面接触。
由于磨料慢慢变钝,切削作用也就慢慢减小,最后小到磨料变成很微细的粒状,与空气接触氧化后,成为黑色的氧化铁,堆积在研磨表面的微孔里面,从而在工件表面产生非常良好的光洁性。这时单位压力很小,研磨剂中的磨料不能经过研磨液的薄膜与工件接触,所以切削作用完全自动停止,最后起到抛光的作用。图5-2所示是研磨加工时,用显微镜观察被研磨表面逐渐被磨平的情况。
2.研磨时使用的研磨剂
研磨时使用的研磨剂由磨料、研磨液和辅助填料等混合而成,磨料主要起切削作用,常用的有刚玉和碳化硅等。研磨液主要起冷却和润滑作用,通过研磨液可以使磨料均匀地分布在被研磨表面上。辅助填料的作用是使被研磨表面生成极薄的软化膜,有助于切除加工余量,常用辅助填料有硬脂酸和油酸等化学活性物质。
研磨常作为精密工件的最终加工工序,可以提高工件的耐磨性、耐蚀性和使用寿命。
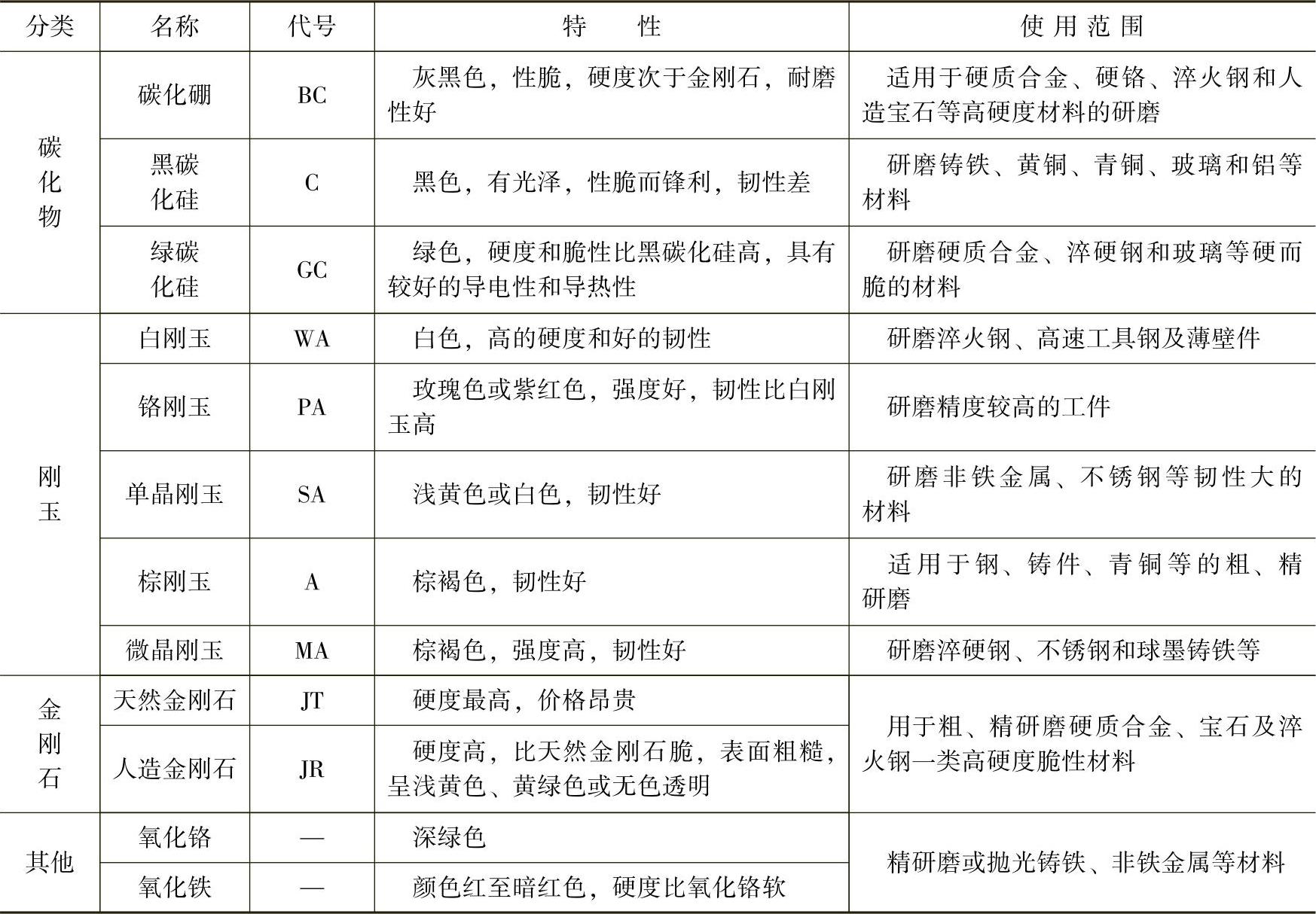
(1)磨料 磨料在研磨中起切削作用,研磨的效率、精度和表面粗糙度值都与磨料有密切的关系。常用磨料有碳化物磨料、刚玉类磨料和金刚石磨料等,见表5-1。
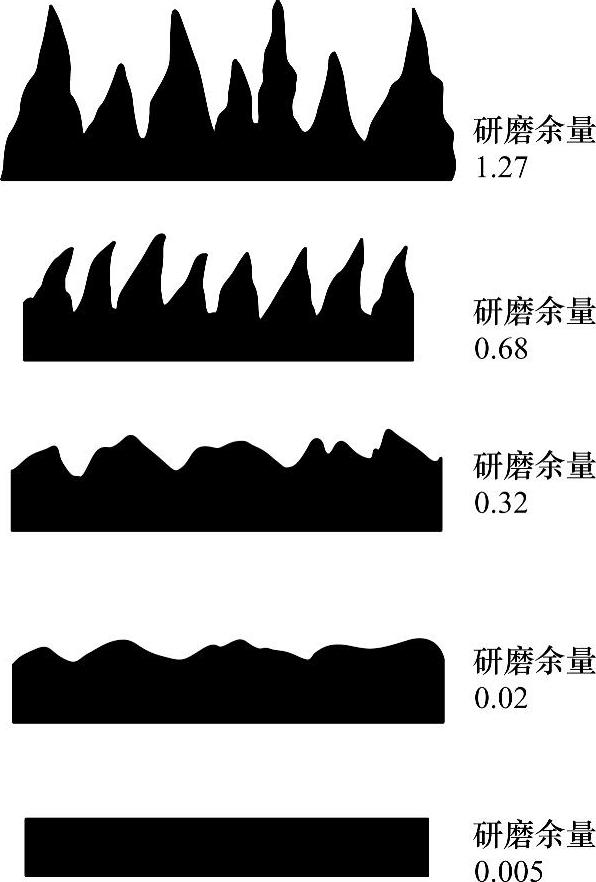
图5-2 被研磨表面逐渐被磨平的情况
表5-1 磨料及其使用范围
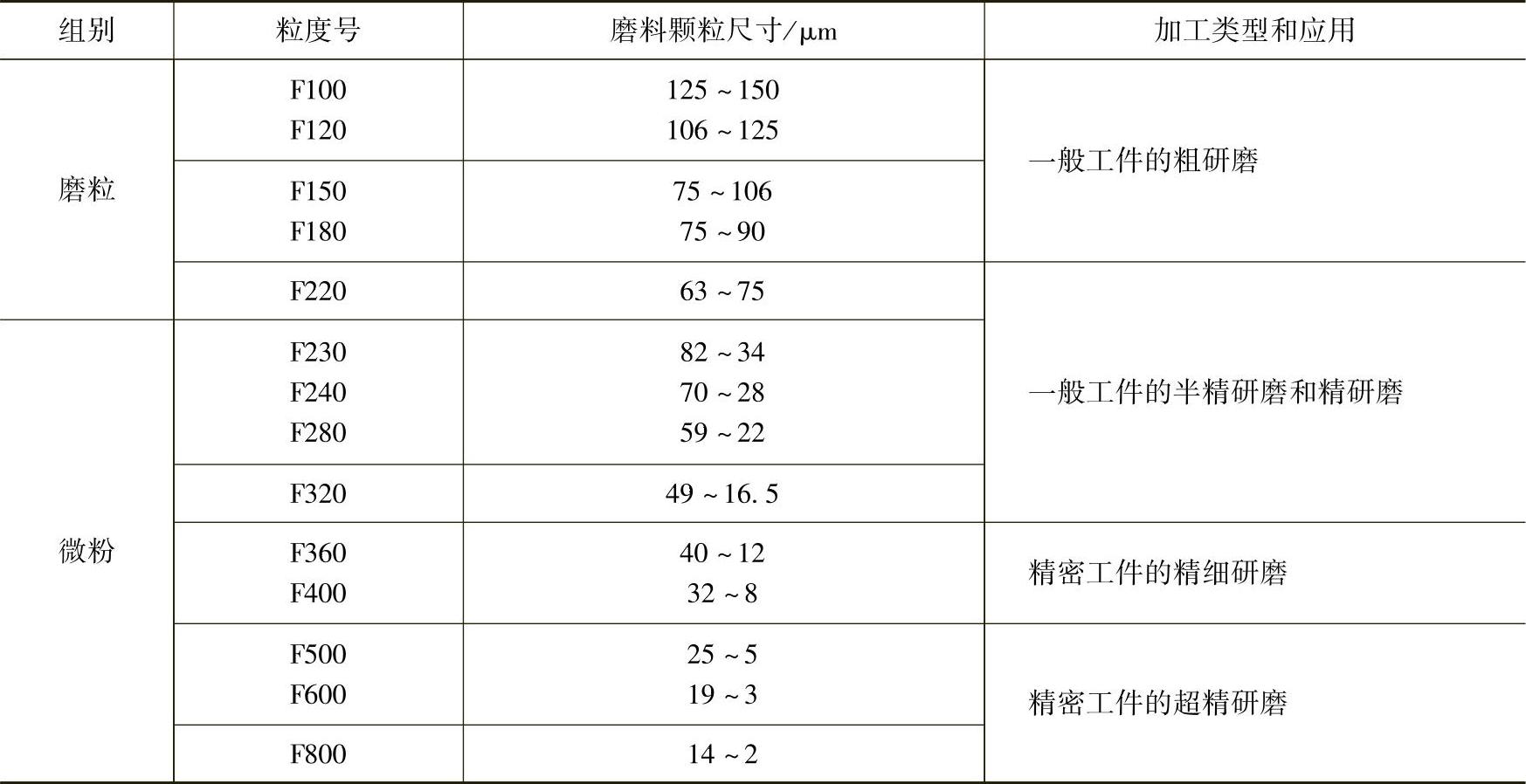
磨料的粗细用粒度表示,常用磨料按其粒度号分为磨粒和微粉两组,见表5-2。一般工件粗研磨时选用粒度号为F100~F180的磨粒,半精研磨时选用粒度号为F230~F320的微粉,精研磨时选用粒度号为F360~F400的微粉,精密工件的超精研磨可选用粒度号为F500以下的微粉。
表5-2 常用磨料的粒度号及其应用
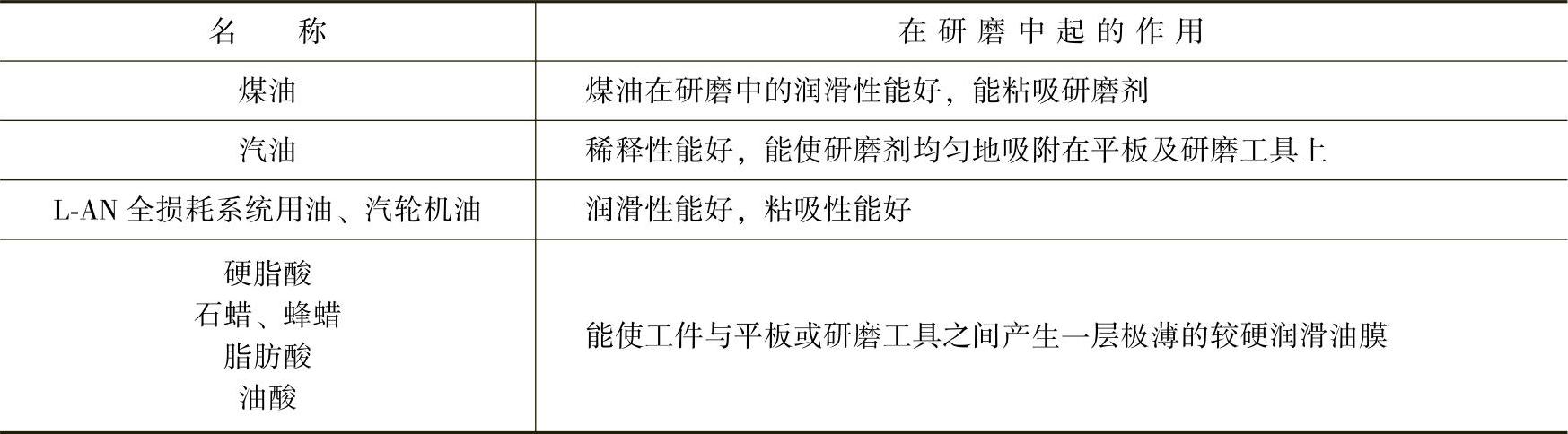
(2)研磨液 常用的研磨液有煤油、汽油、L-AN15与L-AN32全损耗系统用油等。此外,可根据需要在研磨液中加入适量的石蜡、蜂蜡等填料和粘性较大、氧化作用较强的脂肪酸和硬脂酸等,这样研磨效果更好。常用研磨液见表5-3。
表5-3 常用研磨液
3.工件外圆柱面的研磨
(1)基本研磨方法 图5-3所示是将工件安装在车床上进行研磨的情况。研磨时,在工件外圆均匀而薄薄地涂上一层研磨剂,然后将其套在研磨工具的研磨环孔内,并调整好研磨环孔径与工件外径之间的研磨间隙(研磨环孔径应比工件外径略大0.025~0.05mm)。手握研磨环或研磨环上的手柄(图5-4),使工件作正方向和反方向转动,研磨环则作轴向往复移动。
研磨过程中要及时添加研磨剂,并注意调整研磨工具与工件接触的松紧程度,即调整研磨环孔径与工件外径间的研磨间隙。为了保证整个研磨表面均匀,研磨一定时间后,应使研磨工具调头180°。当工件即将达到研磨尺寸时,应停止加研磨剂,可利用研过的细砂继续研磨一段时间,以得到精细的表面。
研磨环轴向往复移动的速度要适当,太快和太慢都会对研磨精度造成影响。通过研磨环的轴向往复移动与工件的转动,被研磨表面将出现网纹,所研磨出的交叉网纹之间的角度以30°~50°为宜(图5-5),工件的旋转速度应为60~100r/min。
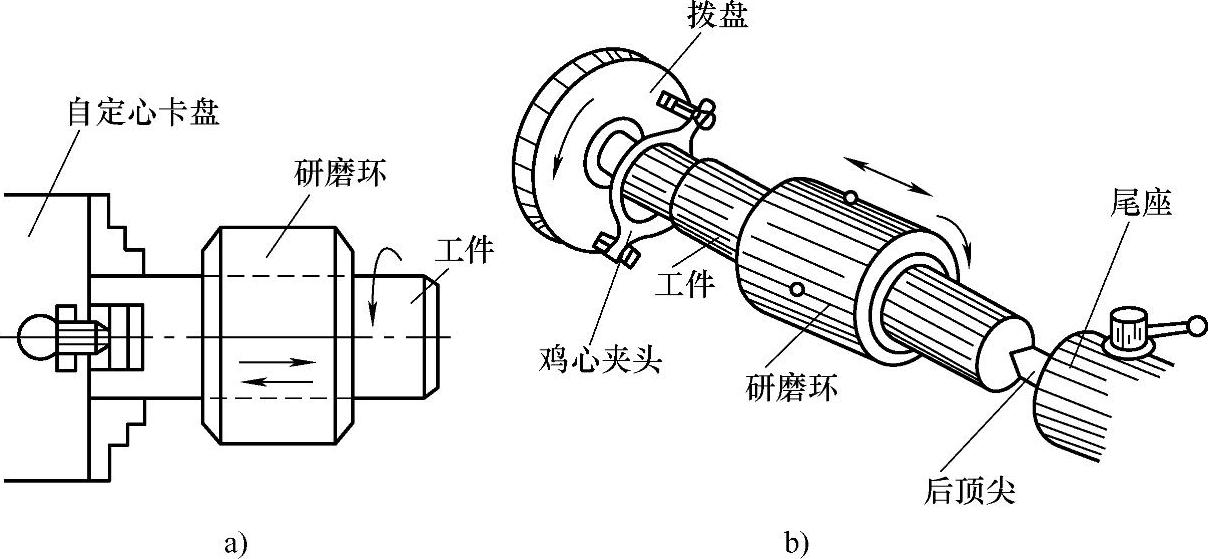
图5-3 在车床上研磨外圆柱面
a)工件装夹在自定心卡盘内 b)工件安装在两顶尖间
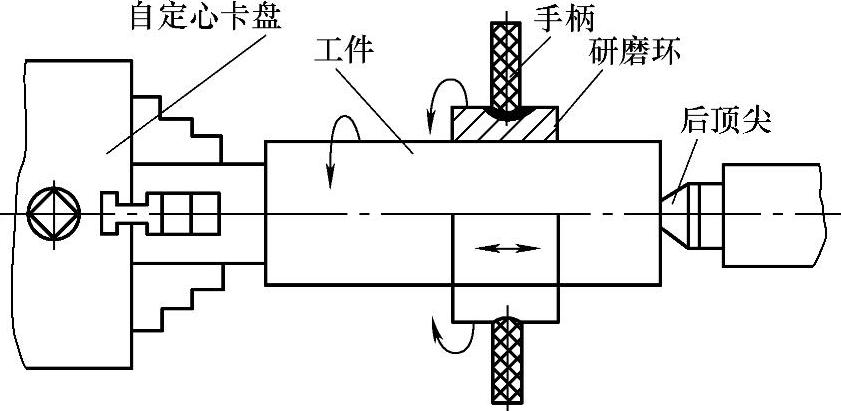
图5-4 用带手柄研磨工具研磨外圆柱面
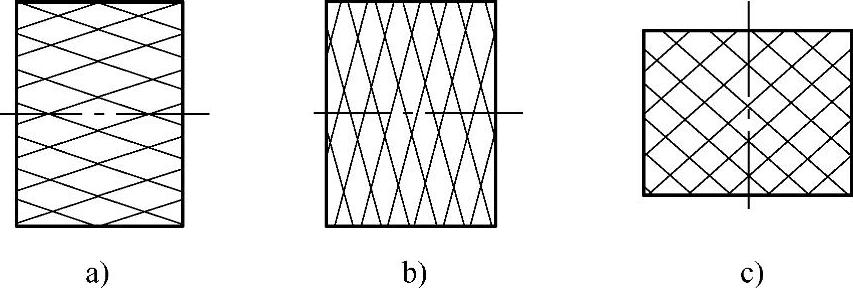
图5-5 研磨环往复运动快慢对网纹的影响
a)研磨环运动太快 b)研磨环运动太慢 c)研磨环运动适宜
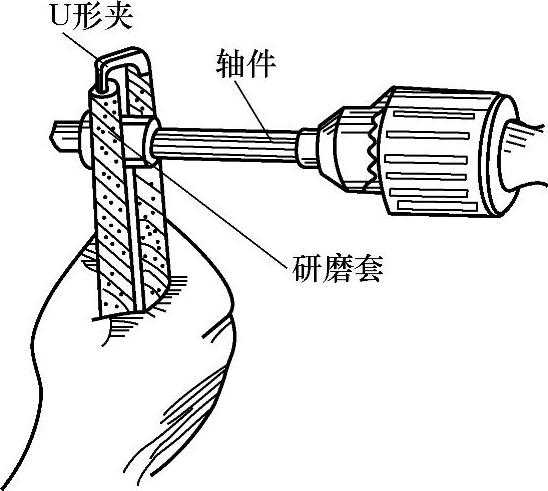
图5-6 研磨小直径轴件
研磨小直径轴件时,可将轴件装夹在自定心卡盘或钻夹头内,使用U形夹卡住研磨套进行研磨,如图5-6所示。
(2)研磨外圆柱面时使用的研具 研磨工具有多种形式,拧动如图5-7所示开口式研磨工具的调节螺钉,或调整如图5-8所示锥度调整式研磨工具的两个调整螺母,即可改变研磨环孔径与工件外径间的研磨间隙。
图5-9所示是另一种研磨轴件工具的形式。它在研磨套的环向钻出一系列小孔,并开有窄槽与中间的大孔D相连,这样就增加了研磨中的缓冲力,从而有助于提高研磨质量。使用时,研磨套置于外块内并用U形夹夹紧。研磨中,研磨剂充满各小孔内,粗研后,拧紧螺钉再进行精研。图5-10所示研磨工具的研磨套用普通灰铸铁制作,孔壁上制有正反方向的浅螺旋槽,用于储存研磨剂;研磨套内径与轴件间留有0.01~0.03mm的间隙。研磨时,工件装夹在自定心卡盘内或前后顶尖间,由主轴带动轴件旋转,研磨套套在轴件上并沿轴向作往复直线运动,进给量为5~8mm/r。
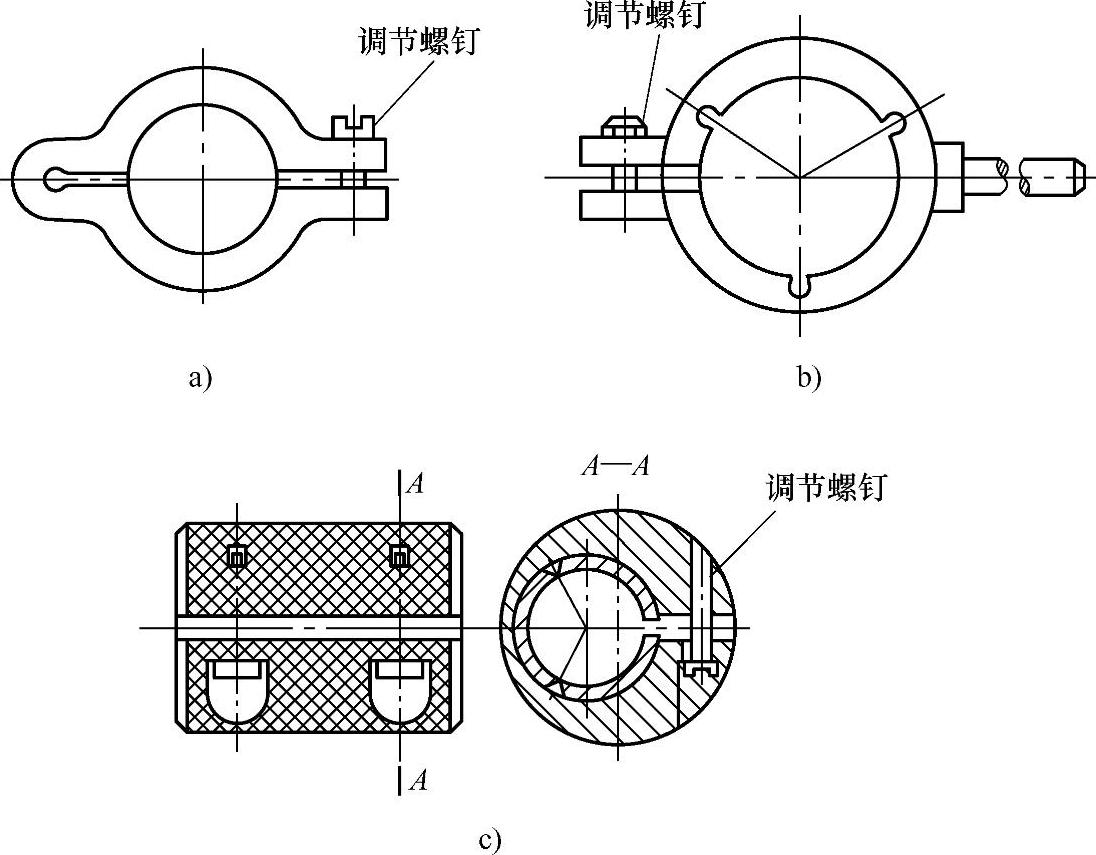
图5-7 开口式研磨工具
a)结构形式Ⅰ b)结构形式Ⅱ c)结构形式Ⅲ
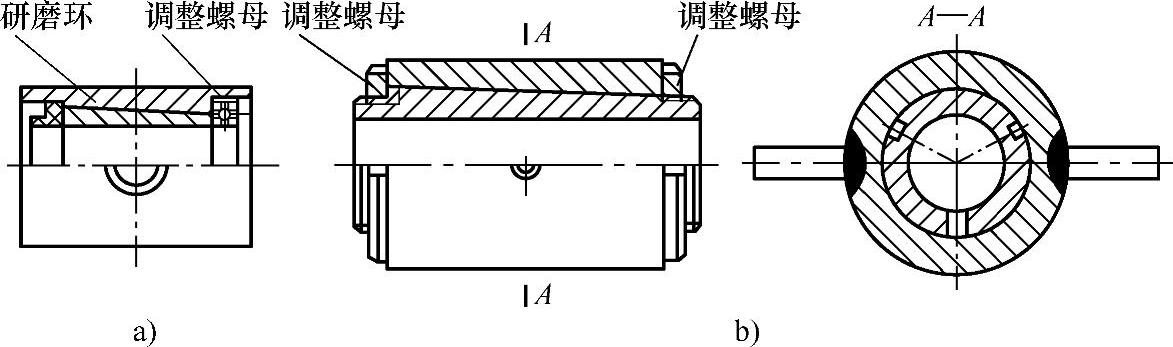
图5-8 锥度调整式研磨工具
a)结构形式Ⅰ b)结构形式Ⅱ
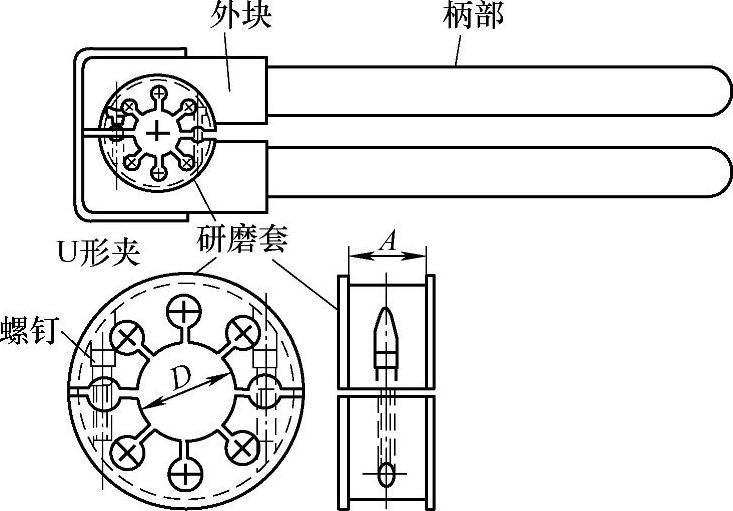
图5-9 长柄式研磨工具(一)
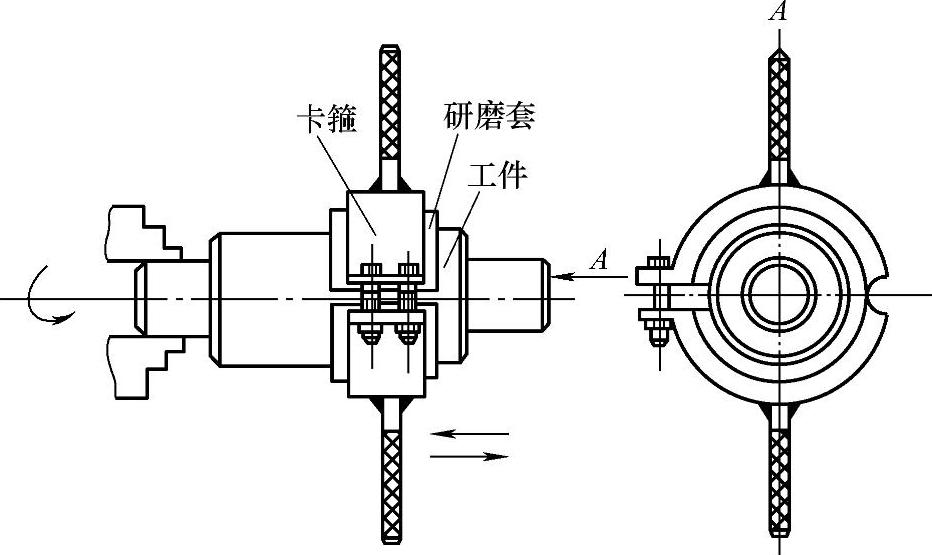
图5-10 长柄式研磨工具(二)
4.工件内圆柱面的研磨
研磨内圆柱面(孔表面)时,使用研磨棒作为研磨工具。研磨小尺寸内圆柱面工件时,将研磨棒装夹在车床上(图5-11),用手握住工件,使研磨棒作正方向和反方向的低速旋转,工件作轴向往复直线移动。
研磨较大尺寸的内圆柱面工件时,可把研磨棒装夹在钻夹头内,将工件的位置固定好。这时要注意将工件的安装位置找正,使内圆柱面中心与研磨棒的旋转轴线重合,否则研磨出的内圆柱面将出现喇叭口和孔中心线倾斜的情况。
研磨棒的外径一般比内圆柱面小0.01~0.025mm,若研磨棒与内圆柱面的研磨间隙过大,将导致研磨棒在被研磨孔内松动,使研磨剂不均匀和研磨过程中的受力不均匀,从而不能保证研磨质量。
(1)内研磨工具的结构形式 内研磨工具(简称研磨棒)有整体式、可调节式等结构形式。
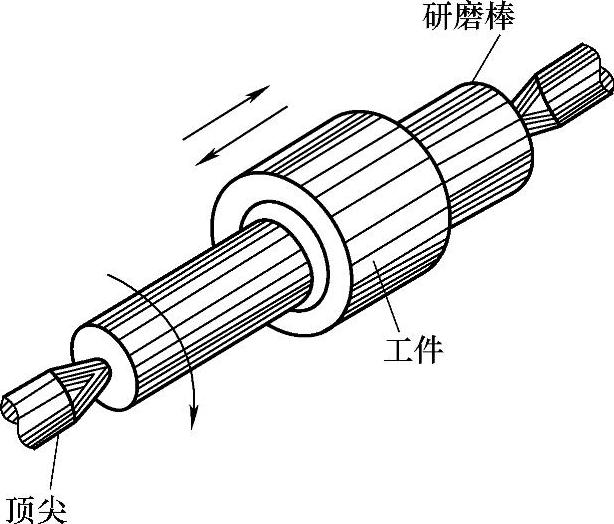
图5-11 在车床上研磨内圆柱面
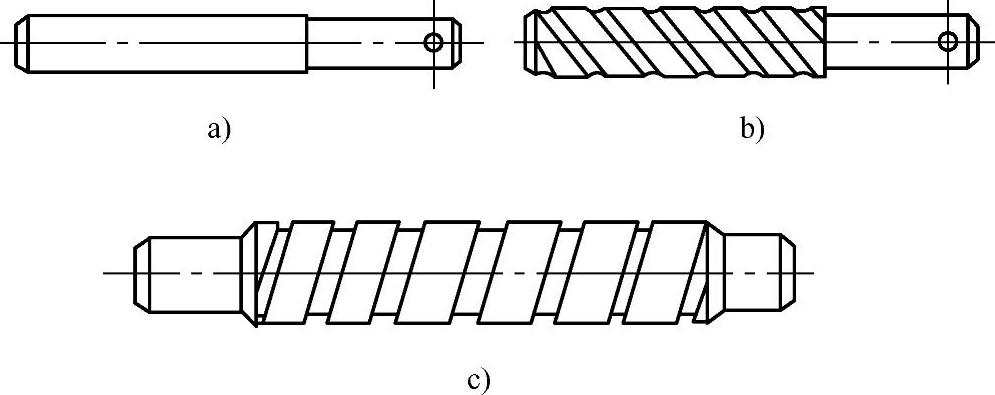
图5-12 整体式研磨棒
a)不带沟槽 b)、c)带螺旋沟槽
1)整体式研磨棒。图5-12所示的整体式研磨棒,可做成不带沟槽和带螺旋沟槽的不同结构,带螺旋沟槽研磨棒上沟槽的导程一般为直径的1/3~1/2,工作部分的长度可为工件被研磨孔长度的2倍左右。这类研磨棒适合在研磨小孔时使用。
研磨精密孔时,还常将整体式研磨棒做成5个号数(或3个号数)为一组的形式,可根据研磨需要逐级选择相应号数的研磨棒,各研磨棒的直径差见表5-4。
表5-4 5个号数为一组的整体式研磨棒(https://www.xing528.com)

图5-13所示为研磨内圆锥面时采用的固定式内圆锥研磨棒,研磨棒的锥度与工件的锥度相同。研磨棒的外形除了光面外,还常做成开有螺旋槽的形式。使用这种研磨棒时,要注意使转动方向与螺旋槽的旋向相同。
2)可调节式研磨棒。图5-14所示研磨棒的心轴为锥形,拧动螺母时,调整环的位置发生变化,以调整研磨棒的外径。
研磨图5-15a所示的工件时,某厂使用了图5-15b所示的可调节式研磨棒。外锥心轴和莫氏内锥度研磨体相配合,可用两个调节螺母作往复调节,推动垫圈,研磨体将沿心轴作轴向移动,可使研磨棒的外径产生微量变化。研磨材料为铸铁,上面开有6条槽,所以有一定的弹性。外锥心轴可采用1∶50的锥度。
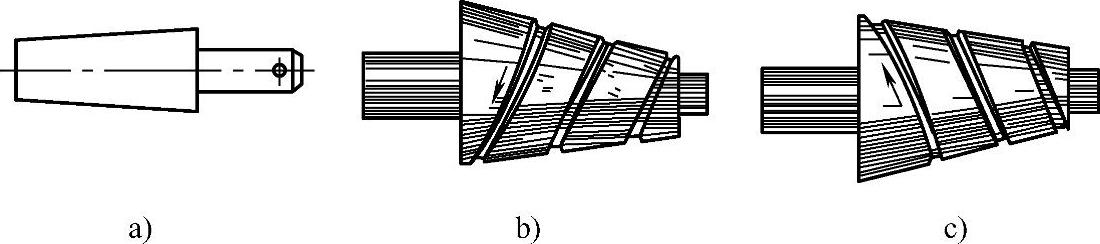
图5-13 固定式内圆锥研磨棒
a)外光面研磨棒 b)左旋方向螺旋槽研磨棒 c)右旋方向螺旋槽研磨棒
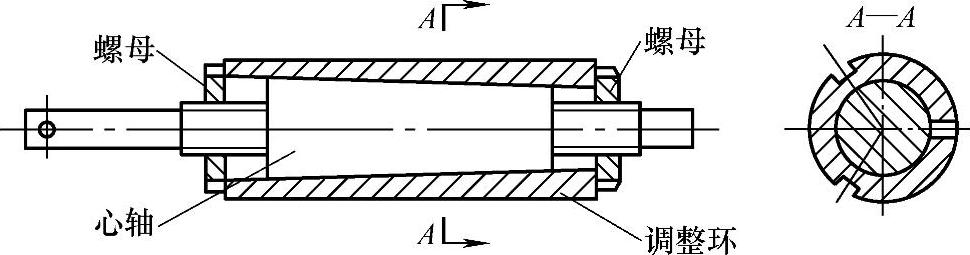
图5-14 螺母调节式内圆研磨棒(一)
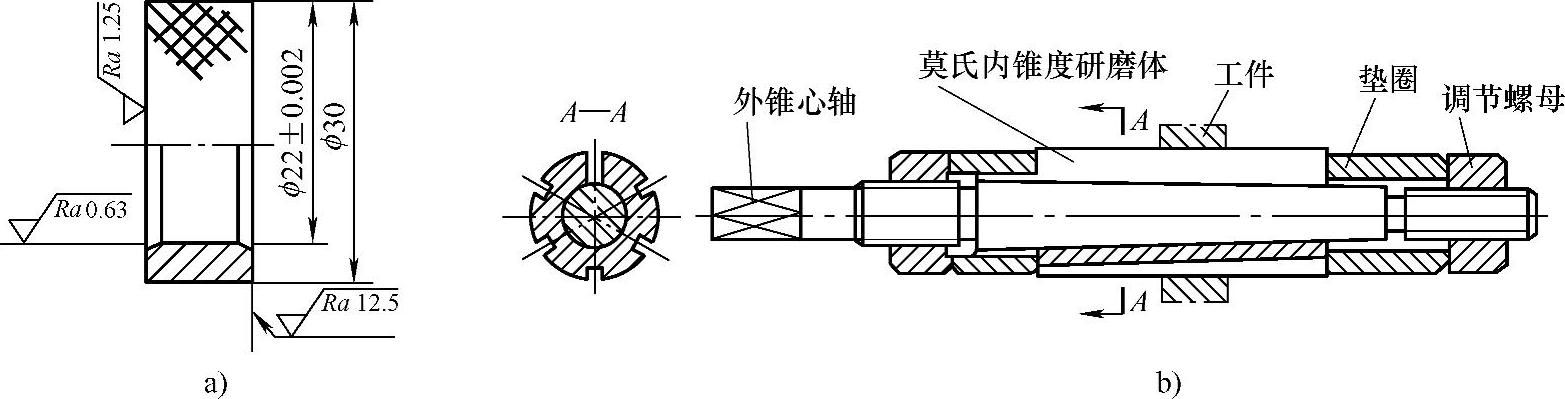
图5-15 螺母调节式内圆研磨棒(二)
a)被研磨工件 b)研磨棒结构
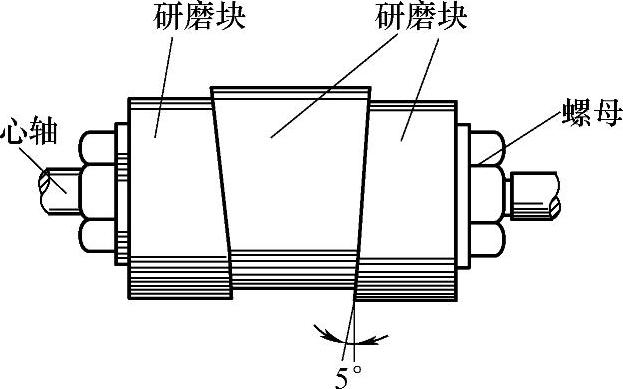
图5-16 三块硬橡胶组成的研磨棒
使用该研磨棒时,应先在研磨棒的表面涂上一层薄薄的细磨料,将研磨棒塞进样环工件的孔内,然后装在车床的两顶尖间。拧动调节螺母,研磨体向左移动,与样环工件的孔壁贴紧(以能用于转动为宜)。然后以最慢一挡转速,通过拨盘和夹头带动,使可调研磨棒整体运转;同时,用手握住样环工件作缓慢轴向往复移动进行研磨。为了避免局部磨损,最好将工件在研磨棒两端间移动。
图5-16所示是使用三段硬聚氨酯橡胶制成的研磨棒,研磨块与研磨块之间接触面的斜度为5°,使用心轴、螺母和垫圈将它们连接在一起。心轴的外径应略小于研磨块的孔径,以便使三段能够错开,并调整到适宜的研磨尺寸。各段研磨块的边缘都有小圆角或倒角,以便能进入工件孔内进行研磨。使用时,将研磨剂涂在橡胶研磨棒上,如果工件装夹在自定心卡盘上,可将该研磨棒安装在尾座内,通过尾座套筒的前后移动进行研磨;如果工件尺寸较大,需要安装在床鞍上时,可将研磨棒安装在前后顶尖间进行研磨。
(2)在车床上研磨较大尺寸的内圆柱面 研磨较大孔时,可使用图5-17所示工具。它利用车孔刀刀柄进行改制,在刀柄的前端钻一个适合放磨石(油石)的孔,并放入弹簧,装上磨石。研磨前,磨石将研磨接触面先磨成圆弧状。
研磨时,当磨石接触工件时,磨石顶住弹簧,弹簧开始受力。在弹簧的作用下,磨石紧紧接触在工件孔面上。由于磨石一直处在弹簧的作用下,所以一直处于研磨状态中。所采用主轴转速为32~35r/min,进给量为0.1~0.2mm/r;切削液由煤油加少量全损耗系统用油混合而成。
(3)内圆柱面加工和研磨示例 图5-18所示精密工件,其ϕ1mm内孔的圆度、内孔中心线对A端面的垂直度均要求在0.001mm以内,内孔的表面粗糙度值为Ra0.025μm。
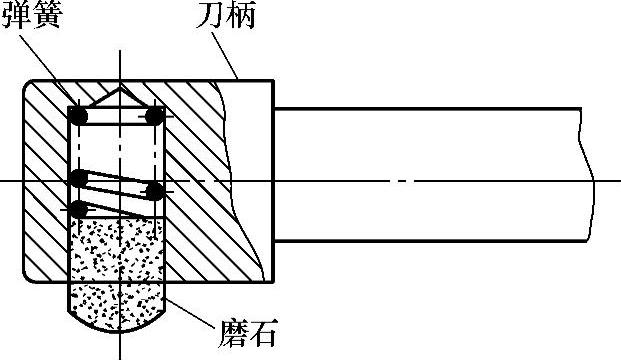
图5-17 磨石研磨工具
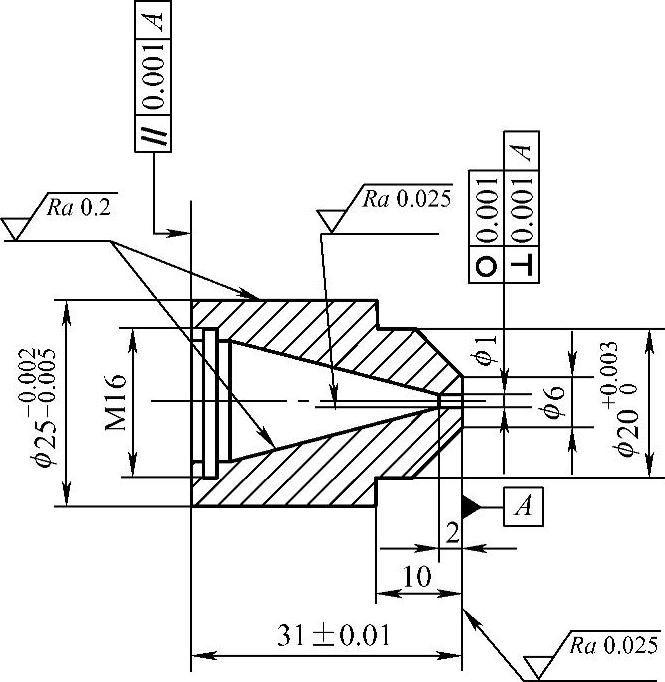
图5-18 内圆柱面加工和研磨示例
该工件的加工工艺路线为:粗车内、外圆及端面,各几何尺寸均留余量0.3~0.5mm;精车内、外圆及端面;研磨ϕ1mm内孔及端面。
下面重点介绍精车和研磨两道工序。
1)精车工序。精车时,工件分两次装夹。第一次装夹采用辅助精基准定位,装夹在车床自定心卡盘上(图5-19a),精车内孔ϕ1mm、各段外圆及A端面。除ϕ1mm内孔和A端面留有0.03mm的余量外,其余各表面均加工到尺寸。第二次装夹。调头以ϕ25-0.002-0.005mm外圆在弹性夹头中定位后,装夹在车床自定心卡盘上,弹性夹头的形状如图5-19b所示。然后切除辅助精基准,加工后端面和内锥孔到尺寸。精车时,进给量f和背吃刀量ap均取小值。加工中采用菜油润滑,严格避免工件发生撞击。
精车ϕ1mm内孔的关键是车孔刀。由于ϕ1mm内孔的尺寸太小,刀柄容易折断。为了增加刀柄的刚度,车孔刀刀柄上设计了辅助部分(图5-19c),刀柄长3mm,辅助部分长为7mm。为了增加刀柄的强度,采用先磨切削刃刃口,再磨刀柄的顺序。刀尖的切削刃槽开在刀柄的中心,切削刃槽要浅,一般在0.1mm左右,而且应开成直槽,这样可使切屑成直条状从小孔中排出。
在调头精车后端面及内锥的工步中,为了减少工件因夹紧力的影响而产生的变形,可采用图5-19b所示的专用弹性夹头。工件ϕ25-0.002-0.005mm外圆与弹性夹头内孔的配合间隙应尽量小,一般小于0.1mm,夹头上开有宽2mm的通槽。在该通槽中嵌上小木块,既可防止工件装夹后的变形,又保证了工件定心、定位、夹紧的装夹要求。
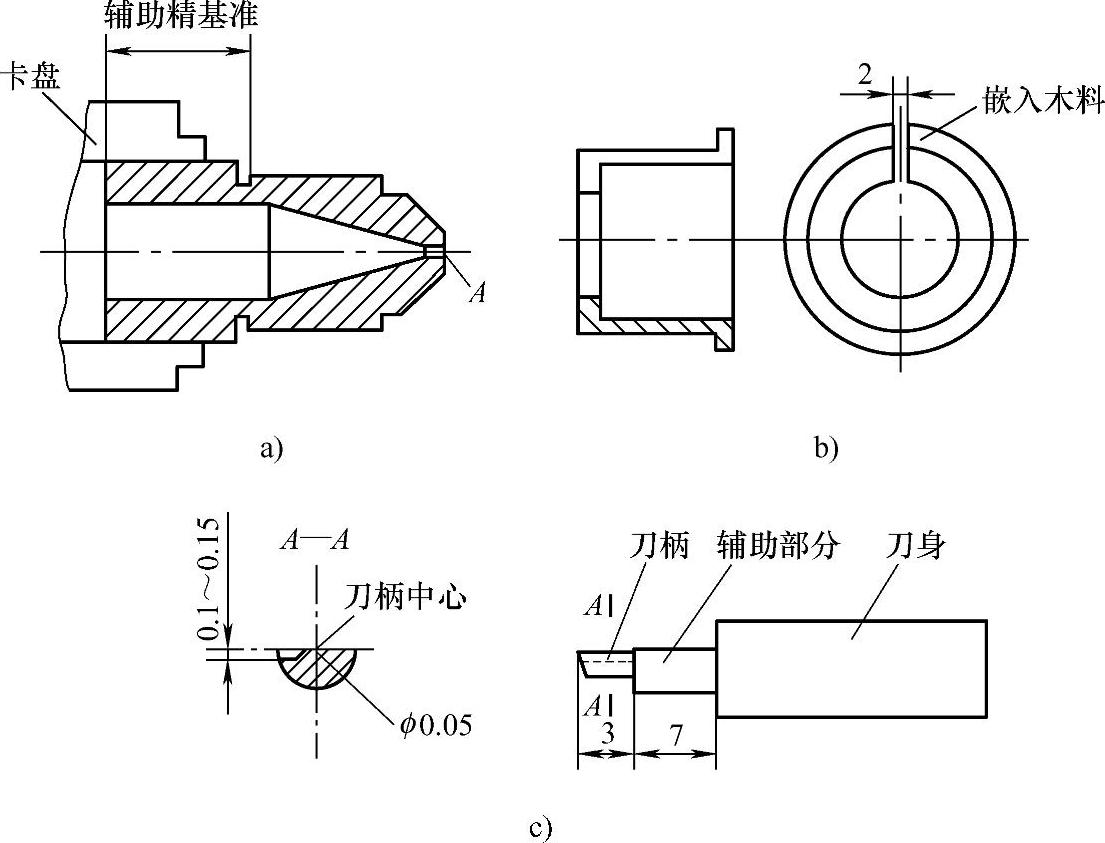
图5-19 内圆柱面加工示例的精车工序
a)第一次装夹 b)弹性夹头 c)车孔刀结构
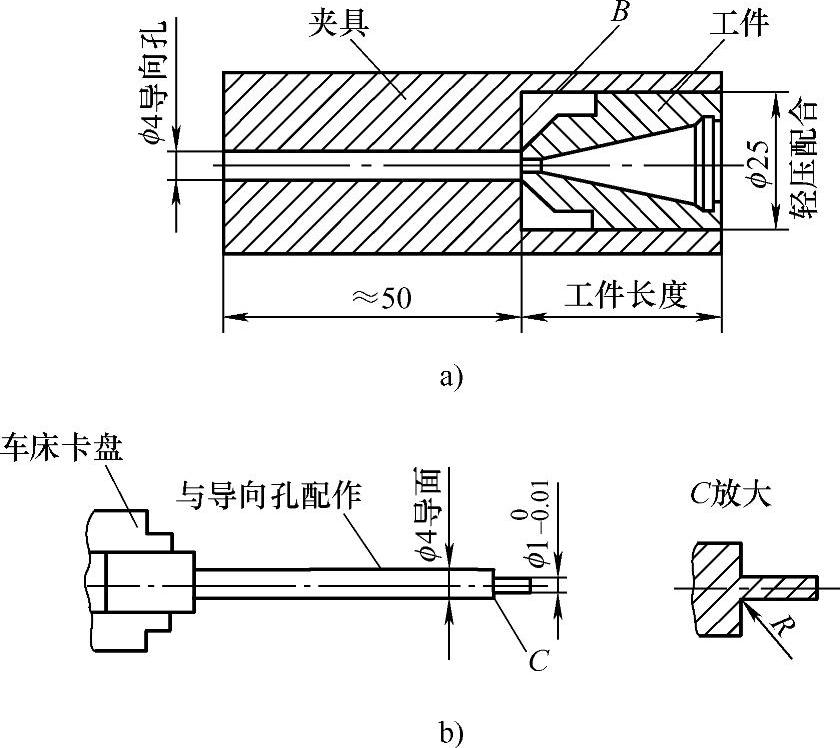
图5-20 ϕ1mm孔研磨工序
a)研磨ϕ1mm孔夹具 b)ϕ1mm孔研磨棒
2)ϕ1mm内孔研磨工序。为了保证ϕ1mm内孔的圆度、表面粗糙度及与其中心线对A面的垂直度要求,可采用图5-20a所示的夹具。该夹具上ϕ4mm导向孔与ϕ25mm大孔的同轴度公差为0.001mm,ϕ4mm导向孔与ϕ25mm大孔内锥面(即B面)的垂直度公差为0.001mm。ϕ4mm导向孔与研磨棒导面(图5-20b)配作,ϕ25mm大孔与工件的ϕ25mm外圆轻压配合。研磨时,工件不与夹具产生相对转动。研磨完毕后,用专用工具顶出工件。
研磨棒(图5-20b)选用球墨铸铁制成,因而容易嵌存磨料,并且使用寿命较长。研磨棒上的ϕ4mm研磨导面与图5-20a所示夹具中的ϕ4mm导向孔配作,其配合间隙应小于0.01mm。研磨棒上外圆直径为ϕ1mm的研磨头与工件上ϕ1mm内孔的间隙也在0.01mm左右,其长度约为工件内孔长度的2~3倍。ϕ1mm和ϕ4mm交接处有一凹槽R(图5-20b),其作用是存放研磨砂,这对降低ϕ1mm内孔的表面粗糙度值和减小孔口的喇叭口起到了良好的作用。
研磨ϕ1mm孔时,当研磨棒在车床上加工达到尺寸后,不要将其从车床上取下,而是在如图5-20b所示的装夹情况下直接与工件进行对研。研磨棒由车床主轴带动,转速为180r/min。将工件装夹在如图5-20a所示的夹具中,并用手握住,使其在研磨棒上缓慢移动和转动。研磨过程中注意改变不同的运动轨迹。在研磨棒上涂研磨剂,在夹具的研磨导轨内加菜油润滑。
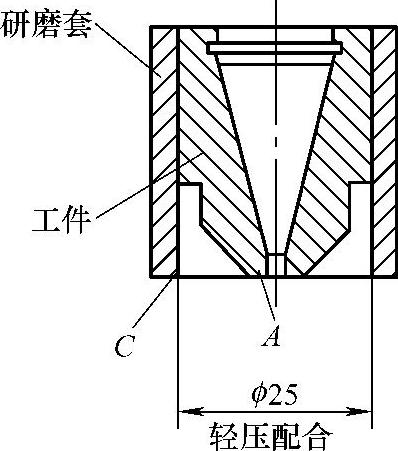
图5-21 A端面研磨工序
3)A端面研磨工序。ϕ1mm内孔研磨好后,将工件安装在用20钢制作的平面研磨套中,如图5-21所示。研磨套与工件为轻压配合,且工件的A面与研磨套的C面应保证平齐。研磨套的内孔与C面的垂直度公差为0.001mm,这样可以防止平面出现四周凹中间凸的现象。然后将工件A面连同研磨套一起放平在硬度为180HBW左右的铸铁平板上进行粗研(粗研时加碳化硅),最后放在硬质玻璃上进行精研和抛光,抛光后A面的表面粗糙度值可达Ra0.025μm以下,且垂直度误差极小。
研磨的速度应适中:速度太快,工件发热容易产生变形,且容易引起倾斜和划伤;速度太慢,则工作效率低,并且研磨剂易干,达不到应有的精度。研磨时的行程应合适:若太长,则工件表面的直线度差,研磨剂易挥发,灰尘、杂质等易落入磨料内;若太短,则工件改变不了运动轨迹,工作效率低。另外,磨料的干湿要适度。
4)研磨剂。该工件的研磨工序中,研磨剂分粗研、精研和抛光三种配方。
粗研:仪表脂+F150的碳化矽。
精研:仪表脂+W5白刚玉微粉(80%)、煤油(3%)、钟表油(2%)、硬脂酸(15%)。
抛光:三氧化二铬(Cr2O3)(10%)+油酸(C18H34C2)(75%)+地蜡(15%),再与加热溶化过滤后的抛光膏和在一起。
5.在车床上研磨齿轮
图5-22所示的齿轮研齿装置提高了齿轮的精度和光洁性。将工件穿在锥度1∶3000~1∶5000的心轴上,心轴装在车床自定心卡盘内,整个研齿装置夹持在刀架上。起动后,工件带动研磨齿轮5滚动,端面凸轮6推动滚轮8,并通过弹簧11的共同作用,迫使轴1连同研磨齿轮5作轴向往复运动,从而达到研齿的目的。
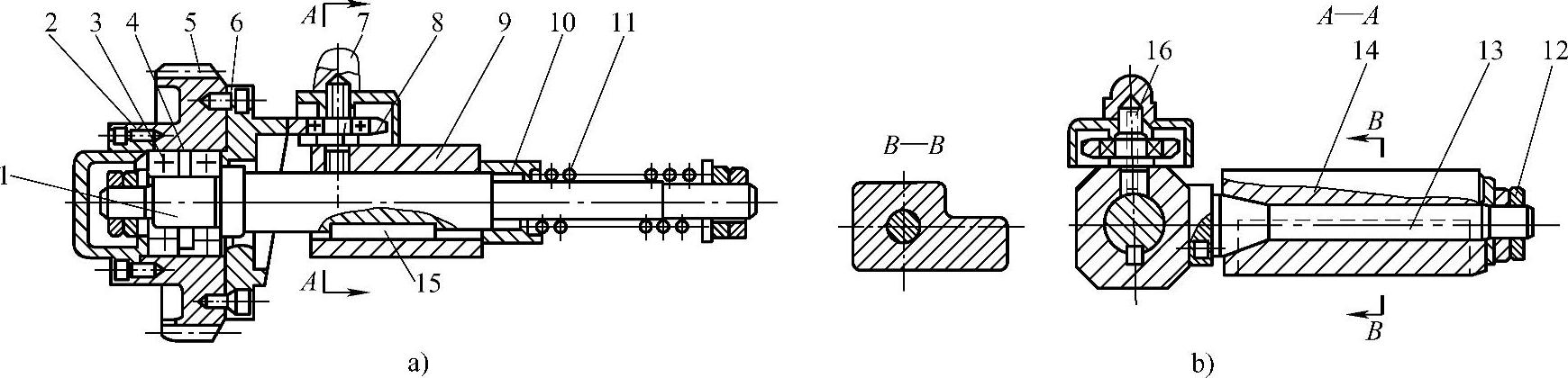
图5-22 齿轮研齿装置
1—轴 2—端盖 3—轴承 4—隔环 5—研磨齿轮 6—端面凸轮 7—盖形螺母 8—滚轮 9—长方体 10—弹簧座 11—弹簧 12—锁紧螺母 13—连接轴 14—支承架 15—键 16—滚轮轴
研磨直齿圆柱齿轮时,采用螺旋角为10°的斜齿圆柱齿轮作为研磨轮;研磨斜齿圆柱齿轮时,如果螺旋角小于15°,则用直齿圆柱齿轮作为研磨轮;若螺旋角大于15°,则用斜齿圆柱齿轮作研磨轮。研磨齿轮5螺旋角的大小,应使工件与研磨齿轮5啮合后的轴交角为10°~15°,这样可以增强研齿效果。
整个装置夹在刀架上后,松开锁紧螺母12,将连接轴13连同长方体9回转一个角度,使研磨齿轮5与工件正确啮合后,拧紧锁紧螺母12。调整径向进给,使工件与研磨轮呈无间隙啮合,注意两齿面刚接触即可,不可太紧,然后进行试研。试研1min左右,齿面如出现图5-23a、b、c所示的情况,则说明已调整正确,可进行研齿。如果出现图5-23d、e、f所示的情况,则说明调整不正确,需要重新调整。
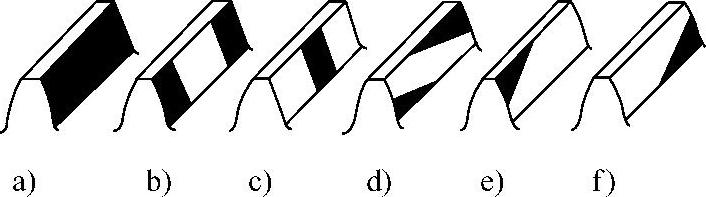
图5-23 研齿时齿面出现的不同情况
用铸铁研磨齿轮研磨中碳钢齿轮工件时,工件圆周速度选用40~70m/min为宜。以模数m=2mm、分度圆直径d=106mm的45钢齿轮为例,正、反转各研3~5m/min,研磨剂用L-AN46全损耗系统用油(85%)、煤油(15%)混合后加入研磨粉调拌成稀糊状。研磨钢制齿轮时用白色氧化铝(刚玉),研磨铸铁齿轮时用碳化硅研磨剂。研磨过程中要及时加研磨剂,研后的工件必须认真清洗。
6.钢球的研磨
研磨钢球可在车床、钻床或立式铣床上进行。
图5-24所示是在车床上研磨钢球的情况。固定研磨盘和旋转研磨盘的直径均为ϕ250mm,材质为铸铁HT180。在研磨盘上车出几条V形槽,V形槽的角度以72°~80°为宜,槽的宽度约等于钢球工件的直径,其深度和宽度视钢球工件的大小而定。
研磨时,车床的转速为280~340r/h,研磨压力为156.9~196.1N/mm2,所使用磨料和研磨液按表5-1~表5-3选取。
钢球在研磨中出现不圆、白点、花面、划伤或外径不一致等缺陷时,多是由于研磨盘的质量不佳、沟槽角度和表面粗糙度不符合要求、钢球尺寸大小不一致及钢球磨量不合适等原因造成的。所以,应该严格控制钢球铸造时的质量,不允许有气孔、砂眼、疏松、硬点和硬度不均匀等缺陷存在。
研磨前须对钢球进行分类,使同次装磨的钢球尺寸之差在0.02mm的范围内。钢球每次装磨不能太多,球与球之间应稍有间隙;但也不能装得太少,致使钢球聚集在一起。如果钢球太少,可用未淬火的软球或用钻上孔的夹布胶木板圆盘夹在研磨盘中间将钢球分开,以保证钢球的研磨精度。
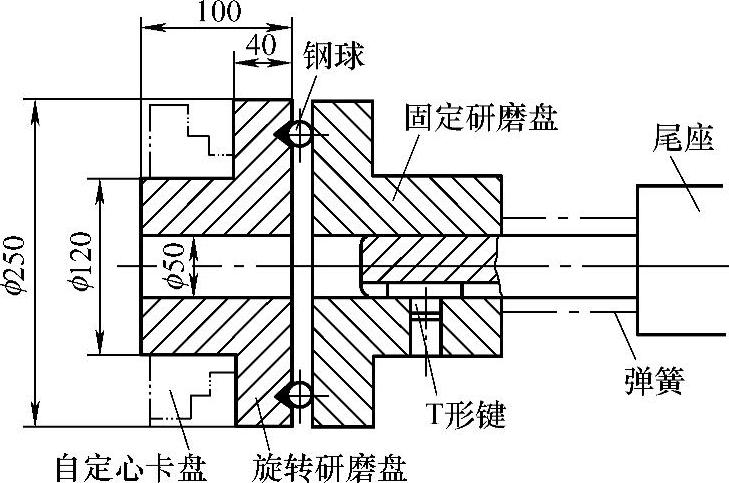
图5-24 在车床上研磨钢球
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。