



密封管螺纹的锥度为1∶16,牙型角有60°和55°两种,图4-113所示为密封管螺纹的基本牙型。加工批量较大密封管螺纹时,需要使用专用装置。
1.靠模装置的使用
图4-114a所示是圆锥面上有外螺纹的油塞工件,使用如图4-114b所示的靠模装置对其进行加工非常方便。在尾座套筒锥孔内装上锥形靠模,螺纹车刀7和小滚轮固定在刀架上。车削时反装螺纹车刀,开反车车削螺纹,在走刀的同时,手摇中滑板手柄,使滚轮5时刻与锥形靠模2紧密接触。由于锥形靠模的锥度和各部尺寸与油塞工件相一致,所以能加工出合乎要求的密封管螺纹。
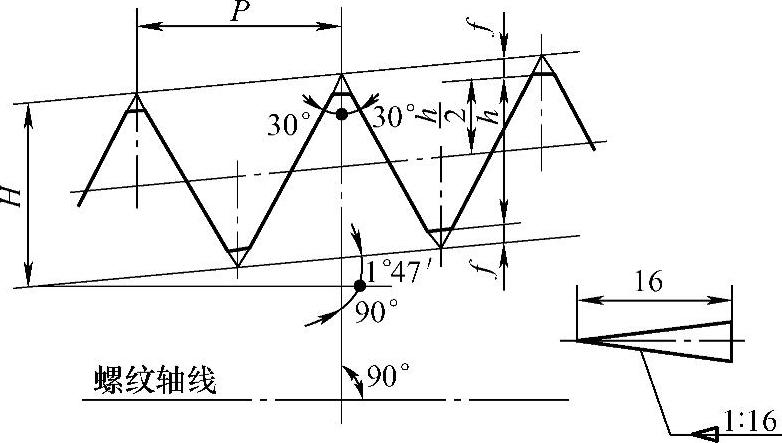
图4-113 密封管螺纹的基本牙型

图4-114 用靠模装置加工油塞工件
a)油塞工件 b)加工情况
1—工件 2—锥形靠模 3—尾座手轮 4—尾座 5—滚轮 6—刀架 7—螺纹车刀 8—自定心卡盘
使用该装置加工第一个工件时,需要调整好滚轮、车刀与靠模的相对位置,调整时可配合尾座手轮3进行。
图4-115所示是杠杆式车削密封管螺纹靠模装置。导杆座7固定在车床刀架的前方,利用刀架螺钉3固定。导杆10通过导杆轴4固定在导杆座7的缺口槽内,在滚轮14的作用下,它可以沿水平方向摆动,摆动角度取决于锥体靠模11的圆锥角,靠模锥角等于工件的圆锥角。导杆10的右端装有滚轮14,其在弹簧9和拉力弹簧2的作用下,可与锥体靠模11紧紧地接触在一起,并能在靠模表面上滚动,另一端安装螺纹车刀5。锥体靠模11的圆锥角与55°密封管螺纹工件的圆锥角大小一致。
车削前,先将滚轮14调至锥体靠模11的最大直径处,装好拉力弹簧2和螺纹车刀5,即可进行切削。
2.偏移尾座法
图4-116所示是利用偏移尾座法加工密封管螺纹工件的情况。它采用万向联轴器装置带动工件6转动,车出密封管螺纹。其尾座偏移量用下式计算

图4-115 杠杆式车削密封管螺纹靠模装置
1—刀架体 2—拉力弹簧 3—刀架螺钉 4—导杆轴 5—螺纹车刀 6—工件 7—导杆座 8—螺钉销 9—弹簧 10—导杆 11—锥体靠模 12—尾座套 13—滚轮架 14—滚轮 15—导轮轴 16—刀架手柄

式中 D──密封管螺纹工件大端直径(mm);
d──密封管螺纹工件小端直径(mm);
L──球形支承杆3的球心至球头顶尖7球头中心的距离(mm);
l──圆锥工件的长度(mm)。(https://www.xing528.com)
3.滑块装置的使用
图4-117所示是对车床进行改装,使小滑板能沿着活动导轨6选定的方向运动,从而改变小滑板的运动方向(非车床轴线方向),进行自动斜向走刀,车削密封管螺纹。
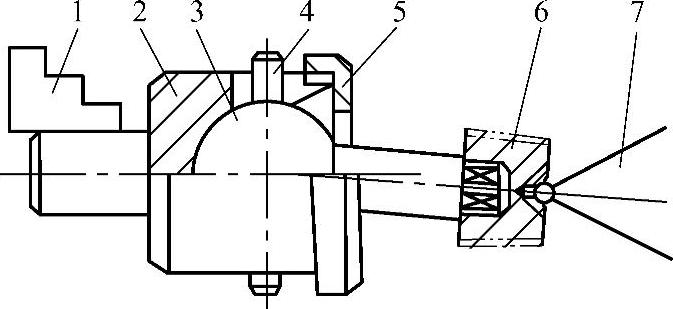
图4-116 偏移尾座车削密封管螺纹装置
1—自定心卡盘 2—万向联轴器主体 3—球形支承杆 4—拨杆 5—螺母 6—工件 7—球头顶尖
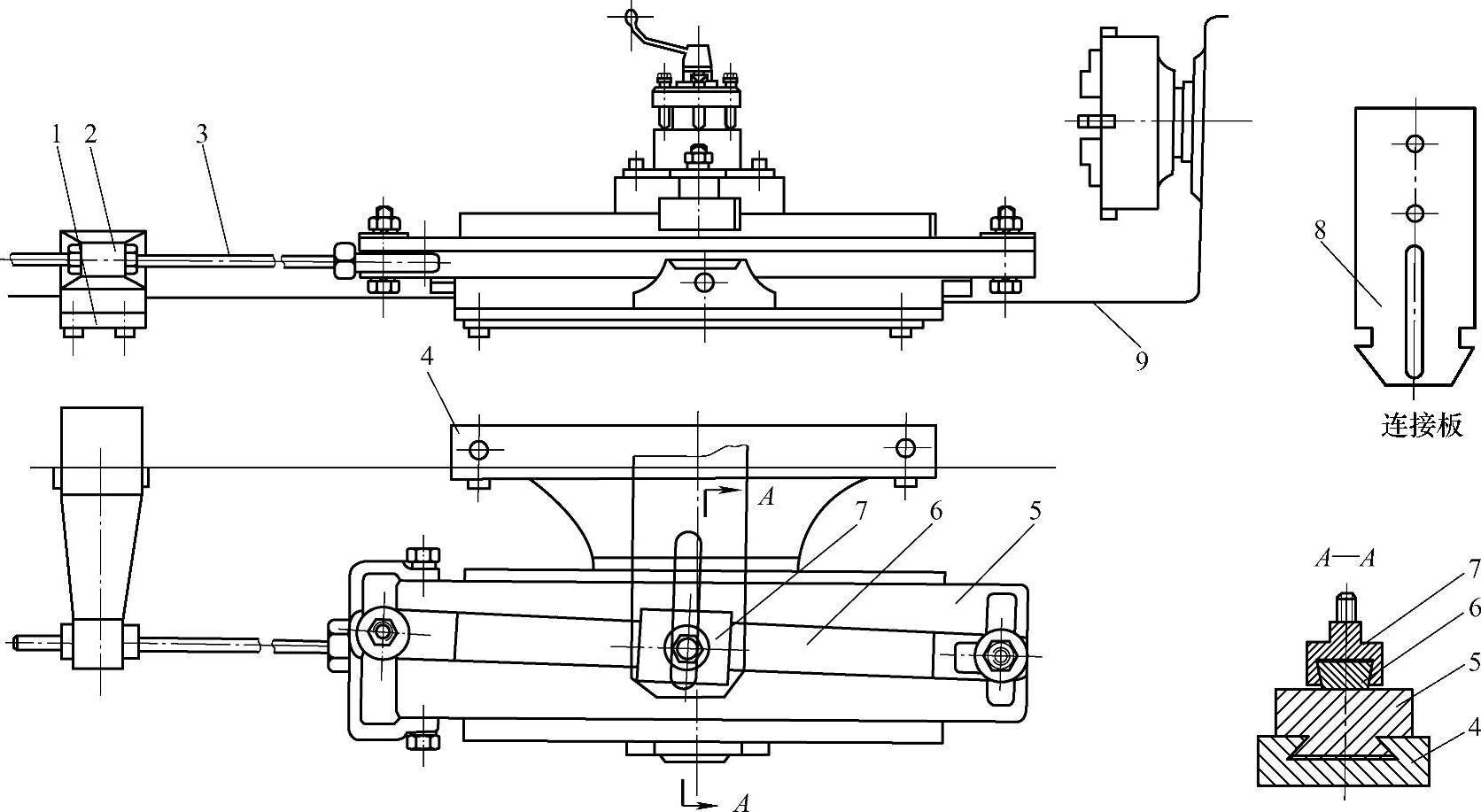
图4-117 用滑块装置车削密封管螺纹(一)
1、2—上、下压板 3—连接丝杠 4—底座 5、6—导轨 7—滑块 8—连接板 9—车床床身
该装置通过底座4固定在车床溜板外侧面上,底座上有燕尾导轨槽,导轨5可以在底座4上自由滑动且通过件1、2、3固定在车床外导轨上。滑块7可以在导轨6上自由滑动,导轨6通过两端螺钉以选定的斜度固定在导轨5上,而整个装置与中滑板的连接是通过连接板8实现的,连接板8通过螺钉固定在滑块7及中滑板上。这样,此装置就和车床联系起来了。
使用该装置时,将车床中滑板手柄及整个丝杠副拆除,并把小滑板顺时针扳过90°,以便径向进给。
车削时,选好规定的螺纹走刀量后,按下纵向走刀手柄,车床溜板通过丝杠或光杠的机械传动产生运动,小滑板则被连接板8限制着,它通过滑块7沿着导轨6选定的方向运动。这样,整个运动就可以归结为溜板沿车床导轨运动、中滑板沿导轨6选定方向运动,从而实现小滑板的斜向运动,完成了密封管螺纹的加工。
不进行该项加工时,可以拆下该装置,重新装上车床中滑板和丝杠,恢复车床原有功能。
图4-118所示是利用滑块装置车削密封管螺纹的另一种改装形式。活动刀排6固定在车床刀架7上,刀排6后端的柱销8(也可做成方形)与斜度滑板5上的斜槽滑动配合。车削时,通过车床溜板运动带动刀架及活动刀排,柱销8在斜度滑板5内作斜线运动。车刀装在活动刀排6上,根据工件直径的大小自由进退,就可进行密封管螺纹的加工。车制圆锥内螺纹时,只需将斜度滑块5反转安装即可。
4.转动主轴箱法
图4-119所示是将车床主轴箱挪动一个角度,挪动角度等于管螺纹工件的圆锥半角,而其他部位不用改变。这样,就可以很方便地将管螺纹车削出来。但这种方法适合在简易车床或旧车床上使用,新车床和精密车床的精密性较高,不宜轻易地挪来转去。
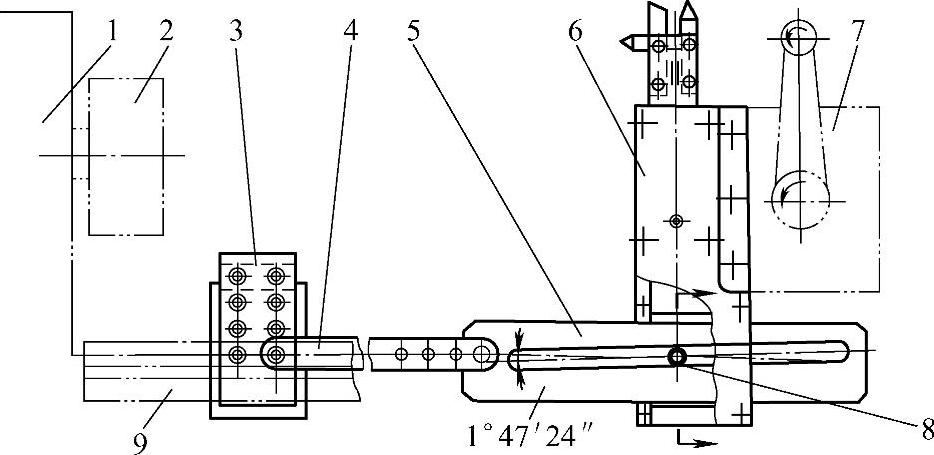
图4-118 用滑块装置车削密封管螺纹(二)
1—车床主轴箱 2—自定心卡盘 3—固定支架 4—连杆 5—斜度滑块 6—活动刀排 7—刀架 8—柱销 9—床身导轨
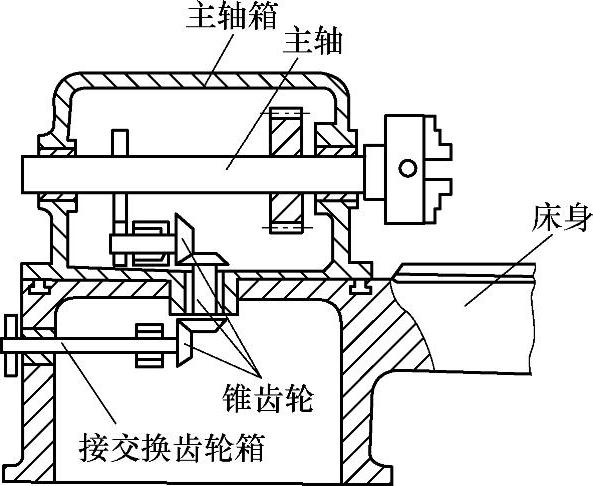
图4-119 车床主轴箱位置的改装
图4-117和图4-118所示装置都可以车削圆锥内螺纹或圆锥外螺纹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。